孔加工的编程方法(数控编程实例)
UG_NX6_数控编程2(孔加工)
第二章点位加工本章要点1.点位加工概述2.点位加工几何体设置3.点位加工循环参数设置4.点位加工一般参数设置2.1 点位加工概述点位加工是一种相当常见的机械加工方法,如图2-1所示的工件。
点位加工包括钻孔、镗孔、扩孔、铰孔、点焊和铆接等,UG NX6可为各种点位加工操作创建刀具路径,如图2-2所示。
点位加工的刀具运动由3部分组成:首先刀具快速定位在加工位置上,然后切入零件,完成切削后退回。
图2-1 点位加工工件图2-2 点位加工刀轨2.1.1 操作安全点在点位加工中,操作安全点是每个切削运动的起点和终点,也是进刀、退刀、避让、快速移刀等辅助运动的起点和终点。
操作安全点一般位于加工位置的正上方,但是如果刀具不垂直于零件表面,则该点沿刀轴方向。
安全点到零件加工表面的距离是部件表面之上的最小安全距离。
如果没有指定“最小安全距离”,操作安全点将位于部件表面上。
通常,刀具将以快速或进刀进给率向操作安全点运动,刀具从操作安全点向部件表面上的刀位点运动时,以及切削至指定深度的过程将使用切削进给率,如图2-3所示。
但是,如果一个循环处于活动状态,系统将使用“循环参数”菜单中指定的循环进给率。
图2-3 最小安全距离及刀具运动速率2.1.2 加工循环数控系统对典型加工中几个固定或连续动作用同一个指令来指定,完成本来要用多个程序段指令完成的加工动作,这个指令就是加工循环指令。
为了满足不同类型孔的加工要求,UG在点位加工中提供了多种循环类型,控制刀具的切削运动过程。
点位加工操作就是选择合理的加工循环并进行合理的参数设定的过程。
点位加工操作循环也称作固定循环,通常包括的基本动作如下:1.精确定位。
2.以快进或进刀速度移动至操作安全点。
3.以切削速度运动至零件表面上的加工位置点。
4.以切削速度或循环进给率加工至孔最深处。
5.孔底动作(暂停、让刀等)。
6.以退刀速度或快进速度退回操作安全点。
7.快速运行至安全平面(安全平面被激活)。
g81钻孔循环编程实例
g81钻孔循环编程实例一、概述G81钻孔循环是数控加工中常用的一种循环方式,它可以快速高效地完成大批量的钻孔加工任务。
本文将通过一个实例来介绍G81钻孔循环的编程方法和注意事项。
二、实例介绍假设我们需要在一块工件上钻10个直径为10mm的孔,每个孔的深度为20mm。
首先我们需要进行刀具半径补偿,然后进行G81钻孔循环加工。
三、刀具半径补偿1. G40/G41/G42指令在进行刀具半径补偿之前,需要先选择合适的刀具,并使用G40/G41/G42指令进行刀具半径补偿。
其中,G40表示取消刀具半径补偿;G41表示左侧刀具半径补偿;G42表示右侧刀具半径补偿。
2. 切削路径计算在进行切削路径计算时,需要考虑到切割线和轮廓线之间的距离,并根据不同的刀具半径进行相应的调整。
3. 切割参数设置在设置切割参数时,需要特别注意进给速度和转速等参数的设定,以保证切割效果的稳定和高效。
四、G81钻孔循环编程1. G81指令格式G81 X__ Y__ Z__ R__ F__其中,X、Y、Z分别表示孔的位置坐标,R表示孔的深度,F表示进给速度。
2. 编程步骤① 设定初始坐标;② 设定刀具半径补偿;③ 设定加工参数;④ 编写G81循环语句;⑤ 结束加工并回到原点。
3. 实例程序O0001N10 G90 G54 G00 X0 Y0 Z50 ;设定初始坐标N20 T1 M06 ;选择刀具并换刀N30 G43 H01 Z10 ;设定长度补偿值N40 S500 M03 ;设定转速和主轴正转N50 G00 X20 Y20 ;移动到第一个孔的位置N60 G81 X20 Y20 Z-20 R20 F100 ;进行第一个孔的钻孔循环加工N70 X30 Y30 ;移动到下一个孔的位置N80 G81 X30 Y30 Z-20 R20 F100 ;进行下一个孔的钻孔循环加工……(重复以上步骤直至完成所有孔的加工)N90 M05 ;停止主轴转动N100 G91 G28 Z0 M19 ;回到原点N110 M30 ;程序结束五、注意事项1. 切削参数的设定应根据具体情况进行调整,以保证切割效果的稳定和高效。
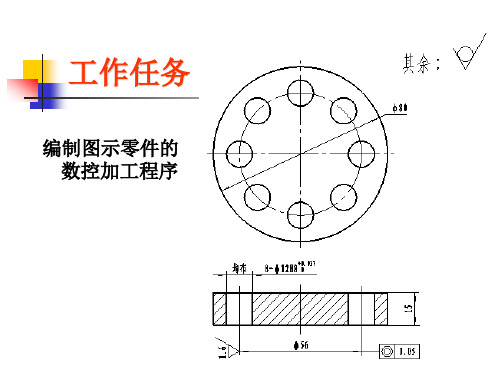
数控加工程序编制铣削编程4孔类零件的程序编制
二、相关知识
(四)孔加工循环指令
举例:如图所示,用此程序加 工xy平面上在z轴方向排列的螺 纹孔M12x1。在此,出发点定 为x30y20,第一个孔与此参考 点的距离为20mm,其他的钻 孔相互间的距离也是20mm。 首先执行循环LCYC83加工孔, 然后运行循环LCYC84进行螺 纹切削。钻孔深度为80mm, 攻70mm。
LCYC60循环指令应用
二、相关知识
(四)孔加工循环指令
N10 G0 G54 G71 G17 G90 Tl Dl ;确定工艺参数 N20 S500 M3 y30 x20 z110 ;回到出发点(任意的) N30 R10l=75 R102=2 R103=72 R104=22 ;定义钻孔循环参数 N40 R105=l R107=82 R108=20 R109=10 ;定义钻孔循环参数 N50 R110=30 R111=10 R127=1 ;定义钻孔循环参数 N60 Rl15=83 R116=30 R117=20 R118=20 Rl19=5 R120=90 R121=20 N70 LCYC60 ;调用线性孔循环 N71 M05;
刀具,从而保孔的尺寸精度和表面粗糙度值。
二、相关知识
(三)孔加工刀具的选用
3)钻削速度V、进给量F的选择 F(mm/min)=S(r/min)×f(mm/r) S(r/min)=1000×V/(π×D) (r/min)
钻削进给量F参考值
加工材料
深 径 切削用
刀具直径do(mm)
比
量
灰铸铁
可锻铁、锰铸 铁
l/do
8 10 12 16 20 25 30 35 40
163~229HB (HT100、
HT150)
可锻铸铁 (≤229HB)
g81钻孔循环编程实例
g81钻孔循环编程实例G81钻孔循环编程实例G81钻孔循环是数控加工中常用的一种循环指令,用于连续加工相同深度的孔,具有高效、精度高的特点。
本文将结合实例,讲解G81钻孔循环的编程方法。
编程实例:以加工直径为10mm,深度为20mm的钻孔为例,编写一个G81钻孔循环程序。
1. 首先进行工件坐标系的设定,以确定工件零点。
设定方法为:G54 G90 G00 X0 Y0 Z0;(其中,G54表示选择工件坐标系1,G90表示绝对坐标模式,G00表示快速定位模式,X0 Y0 Z0表示将工件零点移动到机床坐标系原点)2. 进行刀具的换刀操作,选择合适的钻头并进行长度补偿。
设定方法为:T1 M06;(其中,T1表示选择1号刀具,M06表示进行自动换刀操作)G43 H1 Z-20;(其中,G43表示刀具长度补偿,H1表示选择1号刀具进行补偿,Z-20表示将刀具补偿后的长度设置为20mm)3. 进入G81钻孔循环,设定加工参数。
设定方法为:G81 Z-20 R2 F100;(其中,G81表示进入钻孔循环,Z-20表示孔深,R2表示每次钻孔后的提升高度,F100表示进给速度)4. 结束G81钻孔循环,回到起点。
设定方法为:G80;(其中,G80表示结束钻孔循环)G00 Z20;(其中,G00表示快速定位模式,Z20表示将刀具提升到安全高度)M30;(其中,M30表示程序结束,返回程序起点)通过以上几个步骤,一个完整的G81钻孔循环程序就编写完成了。
在实际应用中,可以根据需要进行参数的调整,以适应不同的钻孔加工需求。
总结:G81钻孔循环是数控加工中常用的一种循环指令,可以有效提高加工效率和加工精度。
在编写G81钻孔循环程序时,需要注意设定工件坐标系、刀具长度补偿和加工参数等细节,以确保程序的正确性和稳定性。
同时,也需要根据实际需求进行参数的调整,以达到更好的加工效果。
g16极坐标钻孔编程实例
g16极坐标钻孔编程实例
G16是数控机床上的一个指令,它用于设置极坐标编程模式。
极坐标编程模式允许在旋转坐标系下进行钻孔操作,通常应用于圆形或径向对称的零件上。
以下是一个G16极坐标钻孔编程的实例:
1. 首先,需要将机床设置为极坐标编程模式。
这可以通过输入G16指令来完成。
2. 然后,需要确定钻孔的中心点坐标和半径。
在极坐标编程模式下,坐标系原点在被加工零件的中心点上。
因此,需要确定中心点距离机床坐标系原点的距离(半径)和极角度数。
3. 接下来,输入G90指令,将机床设置为绝对坐标模式。
4. 输入G00指令,将机床移动到钻孔的起始位置,即中心点的位置。
5. 输入G01指令,开始进行钻孔操作。
在极坐标编程模式下,可以通过指定半径和角度来定义钻孔的位置。
例如,可以使用X和Y坐标来指定半径和角度,如下所示:
X=R*cos(A)
Y=R*sin(A)
其中,R表示半径,A表示极角度数。
6. 根据需要,可以在G01指令前加入F指令,以指定进给速度。
7. 钻孔完成后,使用M05指令停止主轴转动。
8. 最后,使用G00指令将机床移动到安全位置,以便进行下一步操作。
总之,G16极坐标钻孔编程是一种常见的数控加工技术,可以在旋转坐标系下高效地加工圆形或径向对称的零件。
在编写程序时,需要注意使用合适的指令和坐标系,以确保钻孔操作的准确性和稳定性。
数控加工中心典型零件编程实例
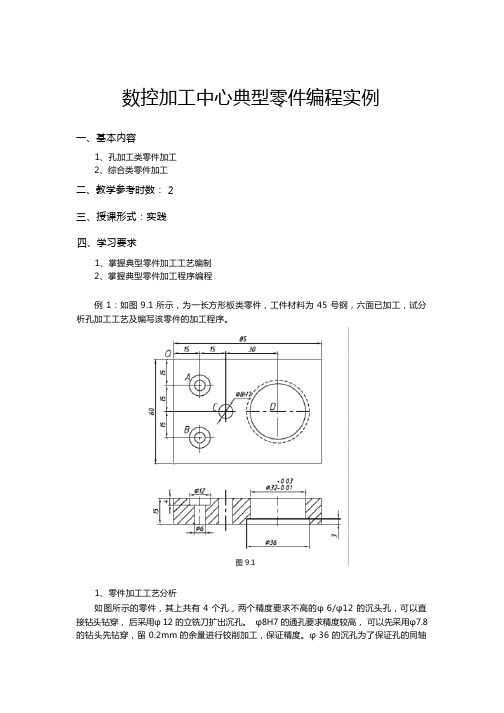
数控加工中心典型零件编程实例一、基本内容1、孔加工类零件加工2、综合类零件加工二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例 1:如图 9.1 所示,为一长方形板类零件,工件材料为 45 号钢,六面已加工,试分析孔加工工艺及编写该零件的加工程序。
图 9.11、零件加工工艺分析如图所示的零件,其上共有 4 个孔,两个精度要求不高的φ 6/φ12 的沉头孔,可以直接钻头钻穿,后采用φ 12 的立铣刀扩出沉孔。
φ8H7 的通孔要求精度较高,可以先采用φ7.8的钻头先钻穿,留 0.2mm 的余量进行铰削加工,保证精度。
φ 36 的沉孔为了保证孔的同轴度和表面的垂直度可以采用背镗工艺,因此该零件安排的加工工艺过程如下:(1)为保证孔间距精度,先采用中心钻点孔。
(2)采用φ 6 的钻头钻削两个φ6 孔。
(3)采用φ7.8 钻头钻削φ8 孔留余量0.2mm 。
(4)采用φ30 钻头钻留余量2mm 。
(5)扩φ 12 沉孔。
(6) 粗镗φ32 孔留余量 0.03mm 。
(7)背镗φ36 孔至尺寸。
(8)铰φ 8H7。
(9) 精镗φ 32 孔。
2、刀具及切削用量的选择加工零件所需的刀具及其切削用量选择见表。
表 加工刀具及切削用量3、确定编程原点位置及相关的数值计算根据工艺分析, 为方便计算与编程, 如图10.1所示, 选左上角的O 点为工件坐标系原点。
4个点位的坐标如下:A (X = 15.00 Y = -15.00)B (X = 15.00 Y = -45.00)C (X = 30.00 Y = -30.00)D (X = 60.00 Y = -30.00) 4、参考程序程序段O100 程序名号G40 G80 G49; 安全设定。
G28 G91 Z0; 经当前点,返回换刀点。
G28 X0 Y0;返回机床原点。
G54; 坐标系设定。
N1 M06 T01; 换1号刀 ( φ3mm中心钻), 适用无机械手盘式刀库。
数控车床g73编程实例
数控车床g73编程实例数控车床G73编程实例G73编程指令是数控车床中的一种循环加工指令,用于实现孔加工操作。
它可以通过一次性编程实现多个孔的加工,大大提高了加工效率。
下面我们将通过一个实例来演示G73编程的具体应用。
假设我们需要在一个圆形工件上加工4个孔,孔的坐标分别为(30, 40)、(60, 40)、(60, 80)和(30, 80),孔的直径为10。
我们可以通过以下的G73编程实现这一操作:N10 G90 G54 G17N20 S1000 M3N30 G43 H1 Z5N40 G73 X30 Y40 Z-5 Q2 R0.1 F500N50 X60 Y40 Q2N60 X60 Y80 Q2N70 X30 Y80 Q2N80 G80N90 M5N100 M30上述程序中,N10到N20行设置了数控系统的工作模式,如绝对坐标模式、工件坐标系选择等。
N20行设置主轴转速和主轴方向。
N30行进行刀具长度补偿的设置。
N40行开始了G73编程指令的应用。
在N40行中,G73指令的参数包括X、Y、Z、Q和R。
X和Y指定了孔的坐标,Z指定了孔的深度,Q指定了每次进给的深度,R指定了每次进给的半径补偿。
在上述实例中,Q为2,表示每次进给2mm的深度,R为0.1,表示每次进给0.1mm的半径补偿。
在N50、N60和N70行中,分别指定了后续三个孔的坐标。
N80行是G80指令,用于取消刀具半径补偿。
N90行和N100行分别是停止主轴和程序结束的指令。
通过上述的G73编程,我们可以实现对工件上多个孔的快速、准确加工。
G73编程指令的应用大大提高了数控车床的加工效率和精度。
需要注意的是,G73编程指令在实际应用中还需要考虑一些其他因素,如切削速度、进给速度、刀具半径补偿等。
具体的参数需要根据加工材料和刀具等因素进行调整,以确保加工质量和效率。
数控车床G73编程是一种常见的孔加工操作指令,通过合理编写程序,可以实现对多个孔的快速、准确加工。
数控车床的孔加工编程方法举例
数控车床的孔加工编程方法举例
一、孔加工编程的基本要求
1、编程时,应根据工件的尺寸和形状,以主轴旋转为基础,确定切
削参数,编制出有效的数控车床编程程序,将工件加工成孔。
2、编程时,应考虑数控系统的精度及车床设备的幅度,确保编程任
务的准确性及安全性。
3、编程时,应根据切削的刀具粗糙度,切削深度,进给量,主轴转
速及工件材质等因素,结合刀具的切削速度,确定最合适的切削工艺参数,以达到精确的加工成型效果。
二、编程实例
实例:加工Φ50mm的圆孔
1、确定加工参数:主轴转速:n=750rpm;加工深度:ap=10mm;加工
方向:X轴正向;切削参数:f=(0.1,0.15)mm/r;
2、编程前的检查:a)确认车床工作台,吸盘,刀具,冷却液温度处
于正常范围;b)确认刀具牢固在刀架上,无松动现象;c)确认机床设备及
量仪的准确性;
3、编程程序:
a)输入程序:N0001T0101;
b)绝对坐标系定义:G90;
c)设定刀具参数:G43H01D1;
d)设定切削参数:G94S800;
e)设定绝对编码:G90;
f)设定主轴转速:S7500M03;
g)设定初始坐标:G0X50Z10;
h)开始加工:G02X50Z0R50F0.15;
i)停止主轴:M05;
j)空转:G04P2.0;
k)结束程序:M30;。