注射模设计01
塑料盖壳的注射模设计

s n maigtepat c o l eini s l a dpat a. hs i f l a eue r— i , k n lsci t nmodd s i e n rc c 1T i kn o dcnb sdt po g h i  ̄ei g s mp i d mo o
WANG e g Ch n
( pr n f c ai ̄ &Eet ncl n ier g S zo stt fTae&C mmec ,uh u2 50 ) Deat t hnc me o Me lc oia E gnei ,uh uI tu o rd r n ni e o re S zo 10 9
第2 5卷第 3期 21 0 2年 6月
常 州 工 学 院 学 报
J u na fCh ng h u I si t fTe h o o y o r lo a z o n t u e o c n l g t
Vol2 N O. |5 3 J . 01 un 2 2
( B )pat t a fr n rcs.t k sueo o d ok o w r o lt tesu t ed — A S lscma r l omigpoesI mae s f l w rssf aet cmpe t cu e i e i S i t o eh r r
AB S特 性 : 毒 、 味 、 黄色 ; 度 为 1 0 无 无 微 密 .2
~
10 / m 制 品 光泽 较 好 , .5gc , 冲击 韧 性 、 学 强 力
收 稿 日期 :0 20 —2 2 1-3 0
作者简介 : 王成( 9 2 18 一
)男 , , 实验师。
第 3期
王成 : 塑料 盖壳 的 注射模 设 计
橡胶注射模具流道设计规则及方法教学讲义

本讲义系统介绍了橡胶注射 模具流道设计的规则和方法, 为实际生产提供了理论指导
和实践经验。
通过案例分析和实际应用,验 证了所介绍的流道设计规则和
方法的可行性和有效性。
展望
随着科技的不断进步,橡胶注射成型技术将朝着高效、智能、环保的方向发展,流 道设计也将面临新的挑战和机遇。
未来,流道设计将更加注重优化设计、智能化设计和绿色设计,以适应市场需求和 可持续发展要求。
流道设计的重要性
流道设计是橡胶注射模具的关键 部分,对模具性能和产品质量具
有重要影响。
良好的流道设计可以提高注射效 率、减少压力损失、降低模具温 度,从而提高产品质量和生产效
率。
流道设计不合理可能导致注射不 均匀、压力不稳定、冷却不充分 等问题,影响产品质量和生产效
率。
02
橡胶注射模具流道设计规则
经验总结方法
总结词
经验总结方法是根据已有的经验和知识,结合实际生产情况,对橡胶注射模具流道设计进行总结和优 化。
详细描述
经验总结方法需要具备丰富的经验和知识,包括对橡胶材料、注射工艺、模具结构等方面的了解。通 过分析实际生产中遇到的问题,如滞留、冷却不均等,可以对流道设计进行总结和优化。同时,可以 借鉴已有的成功案例,从中获取灵感和知识,进一步优化流道设计方案。
详细描述:在设计中,应充分考虑高粘度、高填充量对 流道的影响,选择合适的流道尺寸和浇口形式,以减小 注射阻力和提高填充均匀性。
详细描述:在设计中,应注意控制注射速度和压力,避 免出现喷射、短射等问题,同时注意保持模具温度的稳 定,以减小橡胶收缩率的波动。
05
结论与展望
结论
流道设计对橡胶注射成型至关 重要,合理的流道设计可以有 效提高产品质量、生产效率和
圆管组合注射模设计
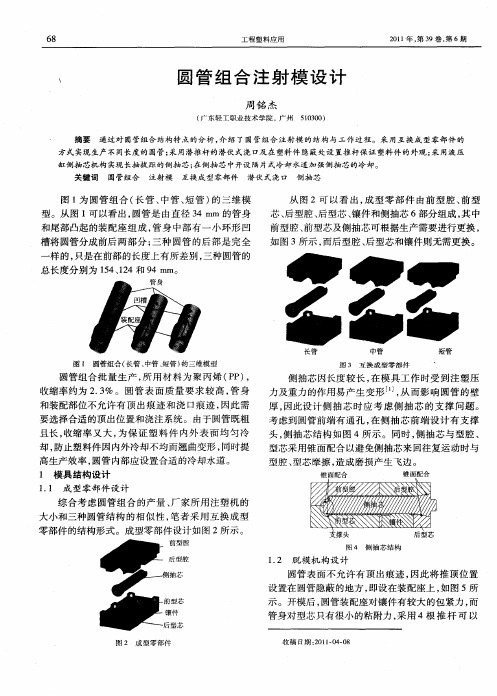
方式 实现 生产不 同长度的 圆管 ; 用潜推杆 的潜伏 式浇口及在塑料件 隐蔽处设置推杆保 证塑料件 的外观 ; 用液压 采 采
缸 侧 抽 芯 机 构 实现 长 抽 拔 距 的 侧 抽 芯 ; 侧 抽 芯 中 开设 隔片 式 冷 却 水 道 加 强侧 抽 芯 的 冷 却 。 在
关 键 词 圆管 组 合
p rs we e u e t ns r hes /a e q a iyo h a . Th y r u i y i e i o e p ln c a im g s d t a r utt a t r s d o e u e t u ̄ c u lt ft e p ns e h d a lc c lnd rsdec r — ulig me h n s W, u e oc ry o he S
前 4个 月我 国塑料 制品 出 口 6 4亿美 元
据 统 计 , 4个 月 , 国进 出 口 总值 1 0 3 2亿 美 元 , 前 我 10 . 比
中石化 联手 S bc 建基础 塑料 项 目 ai新
中 国石 油 化 工 股 份 有 限 公 司 ( 称 中 石 化 ) 2 l 下 于 O 1年 5
件 推 出模外 的 同时 将 圆管 与 浇 注 系统 分 离 , 完成 塑
料件 的脱模 。合 模 时 , 模 机 构 在 复 位 杆 带 动 下 复 脱 位 ,同时 滑块 及 侧 抽 芯 也 在 液 压 缸 的驱 动 下 复 位 ,
完 成一 个周 期 。
I 6
潜 伏 式 浇 口 (潜 推 杆 式 )
去年 同期增长 2 . % 。其 中出 口5 5 85 5 3亿美元 , 长2 . % ; 增 74
芯 、 型腔 、 型芯 、 后 后 镶件 和侧抽 芯 6部 分组成 , 中 其
双主流道注射模设计

l j
图 2 单 侧浇 口 具 模
图 3 双侧浇口模具
弯曲变形,但会产生流道压力损耗大 , 模具结构复 杂, 流道凝料难以从模具 中取出等缺点。 这种情况不但发生在上述例子中。 而且模具结 构上要使用长型芯成型的塑件大多数会碰到这个
k e s p e s r r m pa t mo tn ma i aa c n c n e d n l i n s ls c e n ig e e p r s ue fo ls c i l s n b ln e a d a v e t dmiih ea t b dn d - e i y i l t n o o i C r . f c o f 1r O S ei g e
K y w rs i et n mo l: d ul pi ay rn e ;d u l j : l O ; bnig d f co : e od : n co u ji d o b r r un r 0 b e o C r e d e et n e m e t n g e n l i
Dein o jcin mo l t o be p i r u n r s fi et ud wi d u l r g n o h ma y r n e
C Z i ig h- n ,U u , I N I a - n O Y n p J n A G f og ,Z U o g V i e ( h n d eo a t o t n la d T c nc lC l g C e g u A rn ui V c i a n e h i ol e,C e g u ih a 10 1 hn ) c a o a e h n d ,Sc u n 6 0 2 ,C ia
维普资讯
模具工业 2O 年 第 3 卷 第 7 O6 2 期
一字型布局的四腔注射模充模平衡设计

2°茁 年第4期_______________________________________________________________________________________________Mould Technology模具技木一字型布局的四腔注射模充模平衡设计熊毅①②刘清文①②(①河南工业职业技术学院,河南南阳473009;②河南省材料成形装备智能技术工程研究中心,河南南阳473009)摘 要:针对圆形盒盖内部有对称侧凸、内顶面有加强筋的难题,设计了弯销抽芯机构,以解决侧型芯和产品干涉的问题。
由于产品两侧均有抽芯机构,将一模四腔布局为一字型以减小模具周界尺寸,但带来了浇 注系统不平衡的问题。
通过改变流道布局,平衡了浇注系统,通过CAE 对比分析,平衡式的流道在充 填时间差、压力差、温度差等指标明显降低,充模一致性大幅度提升。
最后,设计了拉断点浇口、脱流道注分型、产品推出共4个分型面,优化了模具整体结构,省去了推出空间,减小了模具厚度。
关键词:圆形盒盖;弯销;一字布局;浇注系统平衡;分型面中图分类号:TQ320.66 文献标识码:ADOI : 10.19287/j ・ cnki. 1005-2402・ 2021. 04・ 024Bala n ee desig n of four 一 cavity injection mold filling with lin e ar layoutXIONG Yi ①②,LIU Qingwen ①②(©Henan Polytechnic Institute , Nanyang 473009,CHN ;②Henan Material Forming EquipmentIntelligent Technology Engineering Research Center , Nanyang 473009, CHN )Abstract : In order to solve the problem of symmetrical scoliosis and reinforcing rib on the inner top of the circularbox cover , a dog-leg cam mechanism was designed to solve the problem of interference between the sidecore-type and the product. Due to the dog-leg cam mechanism on both sides of the product , the layoutof the 4-cavity of a mold is arranged as a font to reduce the perimeter size of the mold , but it brings the problem of unbalanced filling system. By changing the runner layout , the pouring system is balanced.Through CAE comparative analysis , the filling time difference , pressure difference , temperaturedifference and other indexes of the balanced flow channel are significantly reduced , and the filling con sistency is greatly improved. Finally , four parting surfaces are designed , including the pull point gate , e-ject the runner , the main parting and the product release , which optimizes the overall structure of the mold, saves the space for the parting and reduces the thickness of the mold.Keywords :round cover ; dog-leg cam ; linear layout ; balance of gating system ; parting surface 内侧凸凹是塑料件的常见结构之一,斜顶⑴、斜滑块*3]等作为经典的内侧抽芯机构被广泛使用。
弹簧压盖注射模设计

根据该塑件的结构特点及使用要求 ,考虑模具设
计与制造 的成本 , 结合塑料制品的分型面的设计 , 模腔
采用 由动模镶块 1 4与定模镶块 1 共 同组合 而成 , 5 如
图 3 弹簧压盖注射模具总装图 ) ( 所示 。定模镶块 1 5 的结构如图 4 所示 。
位置 II — 所示。这样的选择使得型腔 的加工基本都在
24 脱模 机构 的设计 .
一
该模具共采用 3 O根顶杆和 1 根顶料杆同时作用 来顶出塑料制品及流道中的冷凝料 ,其布置方案如图 2 和图 3 ( 弹簧压盖注射模具总装图) , 所示 顶杆选用 了 标准件 ,6 1 根 4的顶杆作用在塑料制 品上 , 根 4 6
所示
寸
2
图 1 弹簧压盖零件 图
作者 简介: 张大雁 , 17 出生 , 男。98年 主要从 事模具设计与机械制
图 2 型腔与分 流道布置 图
造方面的教学研究工作。
维普资讯
|: 具 工程 |模
2 0 .01 总 6 0 6N .2 9期
维普资讯
弹簧压盖注射模设计
张大雁 ’ 黄友训 。 1 广东省轻工业高级技工学校, 广东广州, 5 0 0 . 130 2 广东省 中山市高级技工学校,广东 中山, 5 8 0 . 243
擅 ■:本文介 绍了弹簧压益注射模具的设计与制造方法, 并阐述 了该模_ e r作过程 。 g  ̄- , 该注射模具
园 留 4 .、 困 囹
:
B
困 圃 圉圉 囵 园I 』 园 圈 园
I
考虑模具的成本要求 , 这里采用 了标准模架 , 型号
及规格为 : I12- 3 一 2一 6 。各模板材料为 4 A - 0 A 0 B 5 C 0 8 5
塑料灯座注射模设计

设 计 ・ 究 研
塑 料 灯 座 注 射 模 设 计
金 捷 (沙 洲 职业工 学 院 , 苏 张家港 2 5 0 江 1 6 0)
摘要: 对塑料 灯座 的技 术要 求和 工 艺结构进 行 了分 析 , 计 了一种 新 型 的模 具 结构 , 作 可靠 , 设 动
Ab t a t sr c :Te h c l e u r me t nd e hn q e s r c u e o t p a tc a l e r n — c nia r q ie n a t c i u t u t r f he ls i lmp ho d r we e a a l z d.A w ul t u t r s d sg e ye ne mo d s r c u e wa e i n d.Th p r to ft u d i ei be.The d m o n f e o e a in o he mo l sr l l a e u to t ls i a t ss o h.Pr c ie h w ha hepr du tq l y c n n ur d b he mou d. he p a tc p rs i mo t a tc ss o t tt o c uai a be e s e y t t l
《 电加工与模具》 01 2 1 年第 3 期
R =R +( ~2)mm , 0 1 d=d0+0 5mm .
取主 流道 球 面 半径 R =1 9mm, 主 流 道 的小 取 端 直径 d=4 5mm。 .
为 了便 于将 凝 料 从 主 流道 中拨 出 , 主 流道 设 将
计 成 圆锥形 , 斜 度 为 l~3 。经 换 算 得 主 流道 大 其 。 。
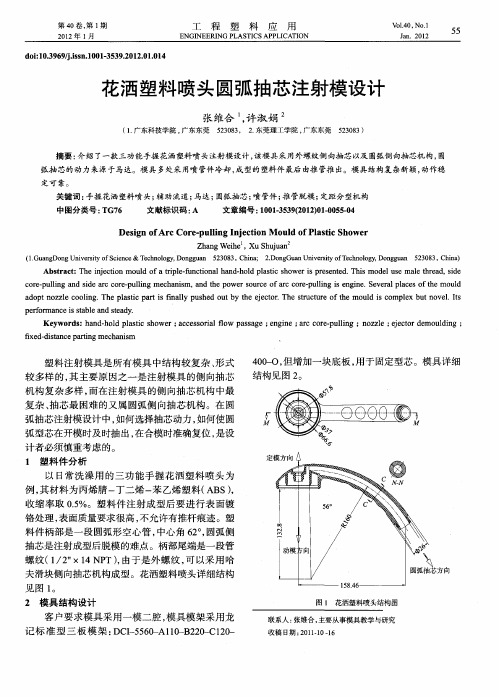
花洒塑料喷头圆弧抽芯注射模设计
蛔 j 咖 、 1
。
・。 ・。
工/
、\
圈 警
:
L= 』 [ ]
l .I
m 。
[
[ ]
]
5 4 5 3
3 1 3 2 3 3 3 4
3 5
5 2 5 1 5 0 6 1
i 6
3 8 3 9
2
_ .
a o t o zec oig T epat atsf al uh do t yteeetrT es u tr fh udi c mpe u o e.t d p zl o l . h ls cp r i i l p se u jco. h t c eo emo l o l b t v 1I n n i n y b h r u t s x n s
4, 0 定模 型芯 3 , 9动模型芯 l、2 圆弧抽芯 9 滑块 55, ,
模 2 和 3 组成。为保证 成型零件的位置精度 , 8 1 模具 结 构 中冷 却效 果 最 好 的冷 却 方 式 。第 三 , 具 最 为 增加 了 4个 锥 面定位 柱 3 。 6 重要也最为复杂 的冷却是 圆弧型芯 9 的冷却 , 由于 2 3 圆弧抽 芯 机构 和侧 向抽 芯 . 型芯是圆弧形的 , 以冷却水道也是弧形 的, 所 模具采
花洒塑料喷头 圆弧抽芯 注射模设计
张 维合 , 淑 娟 许
( . 东科技学院 , 东东莞 1广 广 5 3 8 , 2东 莞 理 工 学 院 , 东 东 莞 203 . 广 538 2 0 3)
摘要 : 介绍 了一款 三功能手握花洒 塑料喷 头注射 模设计 , 该模 具采用外螺纹侧 向抽芯 以及 圆弧侧 向抽 芯机 构, 圆
●
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南工业大学毕业设计(论文)2011届毕业设计(论文)任务书课题名称:斜顶杆抽芯夹片注射模设计学生姓名:系别:机械工程学院专业:机械设计与制造指导教师:2011 年4 月12 日I注:本任务书一式三份,由指导教师填写,经教研室审批后一份下达给学生,一份交指导教师,一份留系里存档。
摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本文介绍了注射成型的基本原理特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;制品采用材料为低密度PA6。
注射成型是热塑性塑料成型的主要方法之一,可以一次成型形状复杂的精密塑件。
本设计进行了夹片的注塑模设计,对零件结构进行了工艺分析。
确定了分型面、浇注系统等,选择了注射机,计算了成型零部件的尺寸。
采用点浇口。
利用直导柱导向,斜顶杆顶料,顶板完成脱模。
如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核。
并用AUTOCAD绘制出一套模具装配图和零件图。
通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。
关键词:注塑模;工艺分析;分型面;浇注系统;注射机;成型零部件。
ABSTRACTPlastic industry is in the world grows now one of quickest industry classes, but casts the mold is development quick type, therefore, the research casts the mold to understand the plastic product the production process and improves the product quality to have the very big significance.This paper discusses the designing of the mould for producing the plastic case of can cover with Pro/E; This design introduced the injection takes shape the basic principle, specially single is divided the profile to inject the mold the structure and the principle of work, to cast the product to propose the basic principle of design; Material is thePA6. Liquid plastic molding injection molding is one of the main ways to shape a shaped complex precision mold pieces. The design of the can cover cast mould design, structural parts for the craft analysis. Identified sub-type face, such as the old system, chose injection machine, the size of a shape parts. Use side runner. Using straight-pillar orientation, push rod top expected, leading to complete drawing of patterns and winning ways of pumping core materials and components for the choice. This structure ensures that instrument design work using reliable. Injection molding machine to the final structure and the degree of machine . And use AUTOCAD , Pro/E mapping components assembly, and parts of a map.Through this design, may to cast the mold to have a preliminary understanding, notes in the design certain detail question, understands the mold structure and the principle of workKEY WORDS : T hermo plastics;Plastic Injection Mould;Process analysis;Parting Surface;Gating system;Injection Molding Machine;Molding parts .目录摘要 (I)ABSTRACT .................................................................................................................................................. I V1前言 (4)1.1模具在加工工业中的地位 (4)1.2塑料模具有塑料工业中的重要性 (2)1.3我国模具技术的现状及发展趋势 (2)2.1塑件及塑件材料的特点 (3)3. 注射机型号的确定 (3)3.1注塑机基本参数 (3)3.2选择注塑机 (4)3.2.1由公称注射量初选注射机 (4)4.夹片的注塑模具设计 (5)4.1分型面的选择 (5)4.2型腔数目的确定与排列形式 (5)4.3浇注系统的设计 (6)4.3.1 主流道设计 (6)4.3.2 分流道设计 (6)4.3.3 浇口的设计 (7)5. 成型零件的设计与加工工艺 (9)5.1凹模工作尺寸的计算 (9)5.2凸模工作尺寸的计算 (10)5.3固定板与支承板的设计 (11)5.3.1 固定板的设计 (11)5.3.2支承板的设计 (11)5.4侧向分型与分型机构的设计 (11)5.5脱模机构的设计 (12)图5.4脱模机构 (13)5.6脱模力计算 (13)5.7排气设计原则 (14)6 注射机的校核 (14)6.1注射压力的校核 (14)6.2锁模力的校核 (14)6.3塑化能力的校核 (15)6.4安装部分相关尺寸的校核 (15)6.5模具厚度校核 (15)6.6模具安装尺寸校核 (15)6.7开模行程校核 (16)7.模具总装图及工作原理 (16)参考文献 (17)致谢词........................................................................................................................... 错误!未定义书签。
附录............................................................................................................................... 错误!未定义书签。
附1:CAD部件图 ................................................................................................... 错误!未定义书签。
附2:英文翻译........................................................................................................ 错误!未定义书签。
1前言1.1模具在加工工业中的地位模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
在各种材料加工工业中广泛的使用着各种模具。
例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。
模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
在各种材料加工工业中广泛的使用着各种模具。
例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。
模具影响着制品的质量。
首先,模具型腔的形状、尺寸、表面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、内应力大小、各向同性性、外观质量、表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。
其次,在加工过程中,模具结构对操作难以程度影响很大。
在大批量生产塑料制品时,应尽量减少开模、合模的过程和取制件过程中的手工劳动,为此,常采用自动开合模自动顶出机构,在全自动生产时还要保证制品能自动从模具中脱落。
另外模具对制品的成本也有影响。
当批量不大时,模具的费用在制件上的成本所占的比例将会很大,这时应尽可能的采用结构合理而简单的模具,以降低成本。
[3]现代生产中,合理的加工工艺、高效的设备、先进的模具是必不可少是三项重要因素,尤其是模具对实现材料加工工艺要求、塑料制件的使用要求和造型设计起着重要的作用。
高效的全自动设备也只有装上能自动化生产的模具才有可能发挥其作用,产品的生产和更新都是以模具的制造和更新为前提的。
由于制件品种和产量需求很大,对模具也提出了越来越高的要求。
因此促进模具的不断向前发展。
1.2塑料模具有塑料工业中的重要性塑料模具是当今工业生产中利用特定的形状,通过一定的方式成型塑料制口的工艺装备或工具,它属于型腔模的范畴。
通常情况下,塑件质量的优劣及生产效率的高低,其模具的因素约占80%。
然而模具的质量好坏又直接与模具的设计与制造有很大关系。
随着国民经济领域的各个部门对塑件的品种和产量需求俞来俞大、产品更新换代周期俞来俞短、用户对塑件的质量要求俞来俞高,因而对模具设计与制造的周期和质量提出了更高的要求,这就促使塑料模具设计和制造技术不断向前发展,从而也推动了塑料工业以及机械加工工业的高速发展。