标准工艺统计表
国家电网公司输变电工程标准工艺管理办法
规章制度编码:国网(基建/3)186-2015 国家电网公司输变电工程标准工艺管理办法第一章总则第一条为全面深化应用标准工艺,持续提升输变电工程质量和工艺水平,全面创建优质工程,依据《国家电网公司基建质量管理规定》等制度,制定本办法。
第二条本办法所称标准工艺,是对公司输变电工程质量管理、工艺设计、施工工艺和施工技术等方面成熟经验、有效措施的总结与提炼而形成的系列成果,由输变电工程“工艺标准库”、“典型施工方法”、“标准工艺设计图集”等组成,经公司统一发布、推广应用。
标准工艺具有技术先进、安全可靠、经济适用、便于推广等特点,是工程项目开展施工图工艺设计、施工方案制定、施工工艺选择等相关工作的重要依据。
第三条公司依据“统一研究、集中发布、全面推广、严格考核”的原则进行标准工艺全过程管理。
第四条本规定适用于公司建设管理的35千伏及以上输变电工程(含新建变电站同期配套10千伏出线工程)的标准工艺管理,其他工程参照执行。
第二章职责分工第五条国网基建部管理职责(一)负责公司系统输变电工程标准工艺的归口管理。
(二)负责组织开展标准工艺的深化研究、成果发布。
(三)指导标准工艺应用与实施工作。
对省公司级单位标准工艺的应用管理情况进行检查、评价、考核。
(四)负责组织标准工艺应用培训,组织召开标准工艺研究与应用现场交流会,总结、推广工作经验。
第六条省公司级单位(包括省(直辖市、自治区)电力公司和公司直属建设公司,以下同)基建管理部门管理职责(一)负责所辖区域标准工艺应用管理工作。
(二)在年度质量管理策划方案中编制标准工艺应用专篇,明确标准工艺管理目标及措施。
(三)负责对建设管理单位(负责具体工程项目建设管理的省公司级单位、地市供电企业、县供电企业,以下同)标准工艺实施管理的督导、检查、考核工作,负责组织在本单位投资或建设管理的输变电工程中全面应用标准工艺。
(四)负责组织标准工艺应用培训,组织召开标准工艺研究与应用现场交流会,总结、推广工作经验。
每日检修情况统计表

合计 (人 数)
11
管理人员相关工作
1、疫情期间两种消毒液不允许 混合使用 ,对隔离人员用电话 慰问。 2、检修项目票证办理、现场安 全措施落实、检修进度、检修质 量确认 3、醇库卸车安全措施落实及巡 检,班长两小时一次,操作工半 小时一次。 4、编写开车方案,准备工作及 单机试车 5、明日检修项目编制、上报 6、A、B现场创建; 7、学习CAD制图,管理人员考试 安排;五严五防全员学习背诵; 8、岗位电话排查、照明排查、B 系统双甲阀门状态排查、螺栓 9、A系统地沟盖板统计
2月9日合成车间检修项目统计表
序号
车间
管理人员 (人数)
工艺长白 班人员 (人数)
检修工 (人数)
1 合成 5
1
5
序号
车间
管理人员 (人数)
工艺长白 班人员 (人数)
检修工 (人数)
1 合成 5
1
5
合计
(人
管理人员相关工作
数) 1、疫情期间两种消毒液不允许
混合使用 ,对隔离人员用电话
慰问。
2
、检修项目票证办理、现场安全
措施落实、检修进度、检修质量
确认
3、
醇库卸车安全措施落实及巡检, Nhomakorabea班长两小时一次,操作工半小时
11 一次。
4、编写开车安全方案,安全附件
排查等
5
、明日检修项目编制、上报 6
、A、B现场创建;
7、动设备的检修内容、项目编
制
8、
精准复工文件学习、年休、轮休
、请假严格按照文件要求执行
2月10日合成车间检修项目统计表
间检修项目统计表
标准化岗位创建相关工作 (工艺)
日常检修项目(检安)
焊接质量统计分析表

焊接质量统计分析表20 年焊缝一次交检合格率焊缝返修率焊接工艺纪律执行用户反馈有关焊缝质量意见监察、监检机构反映焊缝质量意见上次存在问题对策措施的效果备注本季共生产台数焊缝外观一次合格率焊缝无损检测一次合格率总拍片数返修片数指标%实绩指标%实绩指标%实绩指标%实绩100% 100% ≥85 95% ≥97 99.3% 523 4 ≤30.7% 100 100%一、焊接质量评价与分析:经上述统计:1、焊缝外观一次合格率呈□上升□下降;其主要问题和原因是飞溅、焊工不注重短弧焊接。
2、焊缝无损检测一次合格率呈上升□下降;其主要问题和原因是注重坡口两侧的处理和焊接工艺的执行。
3、焊缝返修率呈□上升下降;其主要问题和原因是焊工质量意识上升。
4、焊接工艺执行率呈□下降;其主要问题和原因是5、用户意见呈□上升□下降;其主要问题和原因是 /6、监察、监检机构反映意见呈□上升□下降;其主要问题和原因是 /7、上次存在问题对策措施的效果□良好□不好,其主要问题和原因是 /二、对策措施(纠正/预防措施):加强焊工培训,提高焊工的技能水平和质量意识,加强与客户的沟通、反馈,做好工艺改进工作。
制表: 20 年月焊接质量统计分析表20 年焊缝一次交检合格率焊缝返修率焊接工艺纪律执行用户反馈有关焊缝质量意见监察、监检机构反映焊缝质量意见上次存在问题对策措施的效果备注本季共生产台数焊缝外观一次合格率焊缝无损检测一次合格率总拍片数返修片数指标%实绩指标%实绩指标%实绩指标%实绩100% 100% ≥85 96% ≥97 99.9% 837 1 ≤30.1% 100 100%一、焊接质量评价与分析:经上述统计:1、焊缝外观一次合格率呈上升□下降;其主要问题和原因是焊工能做好焊前准备工作。
2、焊缝无损检测一次合格率呈上升□下降;其主要问题和原因是注重坡口两侧的处理和焊接工艺的执行。
3、焊缝返修率呈□上升下降;其主要问题和原因是质量意识上升。
公路工程质量评定表格(标准表格)
公路工程质量评定表说明1、本套表格适用于公路工程建设上运用,包括试验、检测、评定及施工原始记录。
2、本套表格包含评定标准(F80/1-2004) 要求评分的部分项目。
事实上本套表格是工程质量检验报告单所对应项目的评分表。
目的是对工程进行最终评定结论,作为交竣工验收的重要资料。
评定标准未规定的项目不列入此表。
3、总评表是评表的汇总。
权重依据评定标准附录A 的规定,因此总评表的数据来源于评表的结果。
总评表结果即得出工程项目的评定结果。
4、由于评表的规定分有部分项目可能有增减,有的评表未填写规定分。
填表人依据实际状况填写。
5、对于路途工程可分段评定,在桩号及部位栏填上起止桩号,并在表头填上“第×段共×段”,标段评定时以路途长度加权平均。
6、数据应真实牢靠,不能及施工检查数据有冲突。
甲方代表、监理工程师应细致审核把关,并比照评定标准的外观检查项目进行评定,最终签名认可。
7、路基、柔性基层、沥青路面弯沉值评定参见附录I8、喷射混凝土抗压强度评定参见附录E9、水泥混凝土弯拉强度评定参见附录C10、路面结构层厚度评定参见附录H11、路基、路面压实评定参见附录B12、水泥混凝土抗压强度评定参见附录D13、水泥砂浆强度评定参见附录F14、单位、分部及分项工程的划分参见附录A15、分项工程质量评分,其检验内容包括基本要求、实测项目、外观鉴定和质量保证资料四个部分。
只有在其运用的原材料、半成品、成品及施工工艺符合基本要求的规定,且无严峻外观缺陷和质量保证资料真实并基本齐全时,才能对分项工程质量进行检验评定。
16、分项工程的评分值满分为100分,按实测项目接受加权平均法计算。
存在外观缺陷或资料不全时,须予减分。
Z[检查项目得分×权值]分项工程得分Z 检查项目权值分项工程评分值=分项工程得分—外观缺陷减分—资料不全减分(1)基本要求检查分项工程所列基本要求,对施工质量优劣具有关键作用,应按基本要求对工程进行细致检查。
工艺工程师绩效考核指标
工艺事故记录
月度统计
季度考核
5
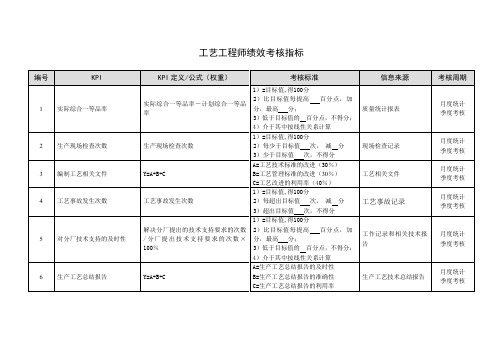
对分厂技术支持的及时性
解决分厂提出的技术支持要求的次数/分厂提出技术支持要求的次数×100%
1)=目标值,得100分
2)比目标值每提高百分点,加分,最高分;
3)低于目标值的百分点,不得分;
4)介于其中按线性关系计算
工作记录和相关技术报告
月度统计
季度考核
2)每少于目标值次,减分
3)少于目标值次,不得分
现场检查记录
月度统计
季度考核
3
编制工艺相关文件
Y=A+B+C
A=工艺技术标准的改进(30%)
B=工艺管理标准的改进(30%)
C=工艺改进的利用率(40%)
工艺相关文件
月度统计
季度考核
4
工艺事故发生次数
工艺事故发生次数
1)=目标值,得100分
2)每超出目标值次,减分
6
生产工艺总结报告
Y=A+B+C
A=生产工艺总结报告的及时性
B=生产工艺总结报告的准确性
C=生产工艺总结报告的利用率
生产工艺技术总结报告
月度统计
季度考核
工艺
编号
KPI
KPI定义/公式(权重)
考核标准
信息来源
考核周期
1
实际综合一等品率
实际综合一等品率-计划综合一等品率
1)=目标值,得100分
2)比目标值每提高百分点,加分,最高分;
3)低于目标值的百分点,不得分;
4)介于其中按线性关系计算
质量统计报表
月度统计
季度考核
生产现场检查次数
纺织企业生产工序执行标准统计表
经纬编产品工艺参数执行标准年月日品名匹重kgKg/条m/匹全毛长mm原料下车幅宽cmg/㎡备注起毛工艺参数执行标准年月日品名匹重kgKg/条原料起毛次数n起毛前长宽起毛后长宽布速m/min备注白坯刷烫工艺参数执行标准年月日品名匹重kgKg/条原料刷毛布速m/min烫光布速m/min烫光温度℃刷毛次数烫光次数备注白坯定型工艺参数执行标准年月日品名匹重kgKg/条原料布速m/min温度℃上胶比例备注水洗工艺参数执行标准年月日品名匹重kg Kg/条布速m/min水温℃柔软剂添隔时间(分)柔软剂添注时间(秒)备注花坯烘干工艺执行标准年月日品名匹重kgKg/条原料烘干温度℃布速m/min烘前长宽cm烘后长宽cm备注花坯刷烫剪工艺参数执行标准年月日品名匹重kgKg/条原料刷速m/min烫速m/min烫温℃剪温℃刷毛次数烫光次数剪毛次数备注剖幅坯布工艺参数执行标准年月日品名匹重kg KG/条原料刀速车速备注压花产品工艺参数执行标准年月日品名匹重kg KG/条原料压花温度℃压花时间(秒)备注毛毯印花预烘工艺执行标准年月日品名匹重kgKg/条原料坯布宽度m刮色浆次数(遍)预烘温度℃备注毛毯印染蒸化工艺执行标准年月日品名匹重kgKg/条原料蒸化时间(分钟)蒸化温度℃工作压力MPa备注成品毛毯针码执行标准年月日匹重kg Kg/条单针码针/10cm双针码针/10cm成品边中尺寸偏差cm备注品名。
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
标准工艺统计表
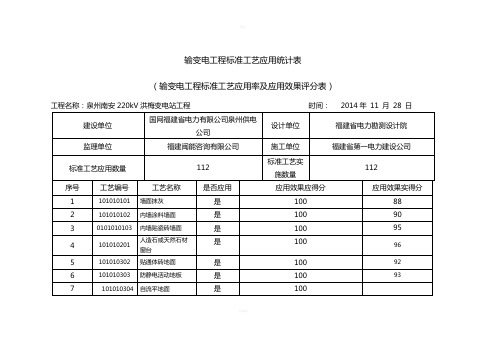
输变电工程标准工艺应用统计表
(输变电工程标准工艺应用率及应用效果评分表)
工程名称:泉州南安220kV洪梅变电站工程时间:2014年11 月28 日
可编辑
可编辑
可编辑
可编辑
可编辑
可编辑
可编辑
2. 工程竣工预验收时,建设管理单位(部门)组织评价并填写是否应用、应用效果得分率。
3.应用效果得分按100分计,应用效果实得分按照附件11标准工艺应用效果考核评分表进行评分,应采用未采用的标准工艺项目,应用效果实得分为0分。
4. 标准工艺应用率=应采用的标准工艺数量/实际采用的标准工艺数量×100%;应用效果得分率=应用效果实得分合计/(100×应采用的标准工艺数量)×100%.
可编辑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
输变电工程标准工艺应用统计表
(输变电工程标准工艺应用率及应用效果评分表)
工程名称:泉州南安220kV洪梅变电站工程时间: 2014年 11 月 28 日
- 1 - / 8
- 2 - / 8
- 3 - / 8
- 4 - / 8
- 5 - / 8
- 6 - / 8
2. 工程竣工预验收时,建设管理单位(部门)组织评价并填写是否应用、应用效果得分率。
- 7 - / 8
3.应用效果得分按100分计,应用效果实得分按照附件11标准工艺应用效果考核评分表进行评分,应采用未采用的标准工艺项目,应用效果实得分为0分。
4. 标准工艺应用率=应采用的标准工艺数量/实际采用的标准工艺数量×100%;应用效果得分率=应用效果实得分合计/(100×应采用的标准工艺数量)×100%.
- 8 - / 8。