一种新型砂轮修整装置的开发与应用
渐开线廓形砂轮数控修整实验系统的开发

关键词 :数控技术 ;砂轮修整 ;成形法磨齿 中图分类号 :P 9 . T 319 文献标识码 : A d i1 .9 9ji n 17 — 3 5 2 1.6 0 3 o: 36 /.s .6 2 4 0 .0 10 . 3 0 s
De eo me to x e me tls se f r CNC v l p n fe p r n a y t m o i
p o o e lo t m s v i a d t e d v l p d p o a i f a i l t r n l n e fc .T e S C E S r p s d a g r h i a d, n h e eo e r g m s e s e wi f e d y i tra e h U C S i l r b h i
! ! = 兰
CN1 2—1 5 /N 32
ቤተ መጻሕፍቲ ባይዱ
实
验
室
科
学
第 l 4卷
第 6期
21 0 1年 1 2月
LAB0RAT 0RY
S E CI NCE
V0 4 No 6 L1 . De . 01 c2 1
渐开 线廓形砂轮数控修整实验 系统的开发
任 小 中,丁军鹏 ,谢 丰坤
p o r mmi o l nd rga ng to ,a wh e r s i g e pe me t i c mp e e e l d e sn x r n s o l td. Ex e me tl r s l ho h t t e i p r n a e u t i s ws t a h
o h s e p rme tl y h u d t n frf t e e e o i g CNC g a r rn n y tm. ft i x e i n a st e f n a i urh r d v l p n o o o e rf m g i dig s se o Ke r y wo ds: u rc lc n r lt c oo ;wh e r s i g;g a r rn i g n me i a o to e hn l g y e ld e sn e rfm g i d n o
新型丝杠磨床砂轮修整器设计
摘要本文对砂轮修整器作了较为系统的介绍,讲述了砂轮修整器的历史背景和将来的发展方向。
基于砂轮修整器的发展现状,提出了一种新型丝杠磨床砂轮修整器结构。
在设计过程中,对其结构进行了分析,使其能够完成修整砂轮外轮廓的动作。
修整砂轮时修整轮与被修整轮的接触面能够保持垂直。
对该机构进行了简单的受力分析;确定了各个零件的尺寸,并运用Pro/E软件设计出各零件的三维结构和组装图。
用CAD 软件画出了零件图和装配图。
通过之前的计算选取电机,最后完成该机构的设计。
关键词修整器机械设计丝杠磨床AbstractIn this paper, a newtypes griding wheel dresser was introduced. The historical background of grinding wheel dresser and future direction was described.Through the understanding of grinding wheel dresser, had a new screw design of grinding wheel dresser. In the design process, its structure was analyzed, so that it can complete trimming the outline of the griding wheel.The paper achieved when the dressing wheel and the contact was maintained vertical.Then the force of its simple analysis carried out to determine the size of each part, and use Pro/E software to design three-dimensional map of parts and assembly ing CAD software to draw diagrams and assembly drawings of parts. Selected by the calculation before the motor, the mechine was completed.Keywords Dresser Mechanical Design lead Screw Grinding Machine目次1绪论 (1)1.1引言 (1)1.2 砂轮修整器的发展现状 (1)1.3 课题的来源和要求 (4)1.4 论文的组织结构 (5)2 砂轮修整器总体方案设计 (5)2.1 丝杠磨床简介 (5)2.2 修整器的功能要求 (5)2.3 砂轮修整器的总体设计 (6)3机构的运动学分析 (9)3.1 机构的正反解 (9)3.2 基本尺寸的确定 (10)3.3 修整力的计算 (11)4 机械结构设计与分析 (12)4.1 电机的选择 (12)4.2 修整轮部分的机构设计 (19)4.3 丝杆螺母副轴承和联轴器的选取 (28)4.4 机构底座部分的设计 (36)4.5 砂轮修整器的三维总装图 (41)5 控制方法和流程 (42)结论 (44)致谢 (45)参考文献 (46)1绪论1.1引言随着科学技术的迅速发展,国民经济各部门所需求的多品种、多功能、高精度、高品质、高度自动化的技术装备的开发和制造,促进了先进制造技术的发展。
数控轴承磨床砂轮修整装置设计

3
数控轴承磨床砂轮修整装置设计
2.1.2 连续修整
砂轮的修锐往往意味着必须中断磨削过程。这样中断不仅降低生产效率,而且由 于磨削过程的专一性导致磨削性能的不一致。所以,加工中修整受到高度重视。连续 修整技术向来是研究与开发的重点。连续修整时,砂轮通常以预定修整速度过修整, 以补偿工件磨削过程中可能发生的砂轮最高磨损速度。连续修整期间有过量的材料从 砂轮上被去除。因此,十分注意检测砂轮表面的磨损速度或状态。磨削过程中采用各 种传感器(其中包括加速度计和测力传感器)来间接检测砂轮表面状态。由于磨削过程 和磨床的动态性能影响传感器性能,获取准确数据本身就很具挑战性。即使有了数据, 进行数据处理,并将间接得到的信号与砂轮表面磨损联系起来加以分析以满足较高的 精度要求,也并非易事。
1
数控轴承磨床砂轮修整装置设计 Grinding)技术取得了突破性进展后,人们意识到一个全新的磨削时代已经到来。高速 磨削技术是磨削工艺本身的革命性跃变,是适应现代高科技需要而发展起来的一项新 兴综合技术,它集现代机械、电子、光学、计算机、液压、计量及材料等先进技术成 就于一体。随着砂轮速度的提高,目前磨削去除率已猛增到了3O00 mm3 /mm·s甚 至更多,可与车、铣、刨等切削加工相媲美,尤其近年来各种新兴硬脆材料(如陶瓷、 光学玻璃、光学晶体、单晶硅等)的广泛应用更推动了高速磨削技术的迅猛发展。日 本先端技术研究会把高速加工列为五大现代制造技术之一。国际生产工程学会(CIRA) 将高速磨削技术确定为面向21世纪的中心研究方向之一。
我国从 80 年代开始生产数控平面磨床,随着数控系统性能与可靠性的提高,价 格更趋合理,使数控磨床与普通磨床的比价为广大用户所接受,同时随着先进制造与 自动化技术在生产中的要求提高,数控磨床的使用也将越来越广泛。数控平磨及其它 磨床将向加工柔性更好的高档磨削加工中心和更加高效的专用数控磨床方向发展。我 们相信伴随着计算机、信息技术革命的深入,数控磨床在其智能化、系统信息控制等 方面,将会有很大的进步。
数控成型磨床砂轮修整器的设计

精密制造与自动化2011年第3期设计与开发数控成型磨床砂轮修整器的设计蔡国英(上海理工大学机械工程学院上海200093)摘 要分析评价了目前使用的修整渐开线、三角形、直齿花键等形状的两轴联动数控修整器,介绍了研制开发的一种新的数控成型砂轮修整器。
详细介绍了采用尖端具有过渡圆弧的金刚石修整器的结构及特点优势。
总结出简化成形砂轮修整的编程过程,避免了复杂的数字控制和软件计算分析,同时可以降低修整器的制造成本,可为数控成型磨床砂轮修整方案设计提供参考。
关键词成型磨削新型砂轮修整器数控修整目前普遍使用的数控花键轴修整器(以MKA8612/H的修整器为例)是两轴联动的数控修整器,它可以通过数控编程来修整砂轮呈渐开线形、三角形、直齿花键等各种形状。
但这种修整器是采用金刚石滚轮来进行修整的,滚轮对砂轮进行修整那部分的工作半径不能太小,因此对砂轮的修整形状也有所限制,如把砂轮修整成内凹或比较尖锐的形状就不能实现。
为了要弥补上述修整器修整功能的不足,最近研制开发了一种新的数控成型砂轮修整器。
1 数控砂轮修整器的结构设计一般来讲,当数控磨床的两个数控移动轴在进行两轴联动时,可以使用单点金刚石修整很简单的成形砂轮轮廓,但对于成形砂轮截面轮廓多变并且斜率变化非常大时,因为修整工具具有一定的厚度,还是可能出现单点金刚石砂轮修整器与砂轮轮廓的干涉。
因此应限制金刚石笔的轴线与成形砂轮轮廓之间的夹角保持在一定的角度范围内可以摆动,这样就可以消除金刚石笔与砂轮轮廓可能发生的干涉现象。
金刚石笔摆动的圆心位置决定数控修整程序中的曲线插补过程,因为随着金刚笔的摆动需要两个移动轴进行补偿运动才能保证修整点按照设定曲线轨迹运动,当金刚笔需要转过一定角度时,必须同时移动两根轴才能保证砂轮修整点位置的不发生变化。
这时可以简单地将金刚笔的摆动圆心设在过渡圆弧的圆心上,这时金刚笔的摆动角度就不会对金刚笔与砂轮修整点的位置产生影响。
修整时金刚笔的摆动中心将沿着砂轮轮廓作等距线的运动,这样就可以简化金刚石砂轮修整器修整轨迹的数控程序设计。
数控成形砂轮磨齿机砂轮修整技术
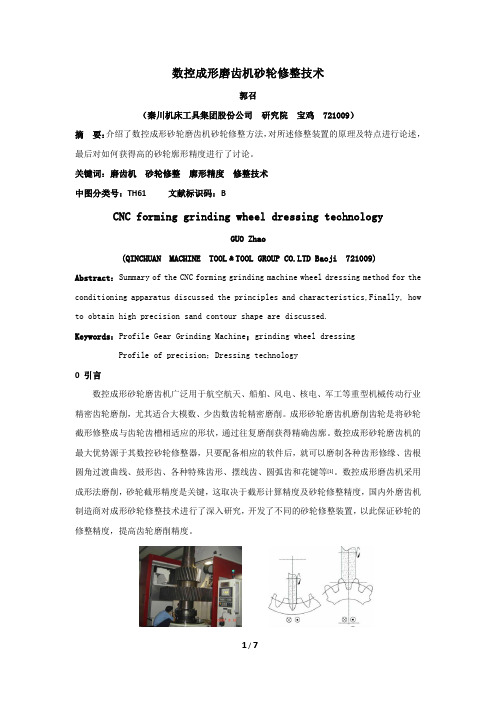
数控成形磨齿机砂轮修整技术郭召(秦川机床工具集团股份公司研究院宝鸡721009)摘要:介绍了数控成形砂轮磨齿机砂轮修整方法,对所述修整装置的原理及特点进行论述,最后对如何获得高的砂轮廓形精度进行了讨论。
关键词:磨齿机砂轮修整廓形精度修整技术中图分类号:TH61文献标识码:BCNC forming grinding wheel dressing technologyGUO Zhao(QINCHUAN MACHINE TOOL﹠TOOL GROUP CO.LTD Baoji721009)Abstract:Summary of the CNC forming grinding machine wheel dressing method for the conditioning apparatus discussed the principles and characteristics,Finally,how to obtain high precision sand contour shape are discussed.Keywords:Profile Gear Grinding Machine;grinding wheel dressingProfile of precision;Dressing technology0引言数控成形砂轮磨齿机广泛用于航空航天、船舶、风电、核电、军工等重型机械传动行业精密齿轮磨削,尤其适合大模数、少齿数齿轮精密磨削。
成形砂轮磨齿机磨削齿轮是将砂轮截形修整成与齿轮齿槽相适应的形状,通过往复磨削获得精确齿廓。
数控成形砂轮磨齿机的最大优势源于其数控砂轮修整器,只要配备相应的软件后,就可以磨制各种齿形修缘、齿根圆角过渡曲线、鼓形齿、各种特殊齿形、摆线齿、圆弧齿和花键等[1]。
数控成形磨齿机采用成形法磨削,砂轮截形精度是关键,这取决于截形计算精度及砂轮修整精度,国内外磨齿机制造商对成形砂轮修整技术进行了深入研究,开发了不同的砂轮修整装置,以此保证砂轮的修整精度,提高齿轮磨削精度。
新型砂轮修整器的控制系统配置及应用

转 动 会 引 起 修 整 工 具 刃 E处 2个 移 动 轴 l
伺服电机 ;2蜗轮蜗杆机构;3蜗轮转动轴一 . . 转臂 转动轴 坐标数值 ( 即修整工具刃 E位置) l 的改变 , 1 . 4转 臂 :5砂 轮 ;6数 控 磨 床砂 轮 底 座 ;7修 整器 本 体 ; . . . . 在 常 规 数 控 编 程 时必 须 进 行 相应 的补 偿 ,
器 的转 动 轴通 过 修 整工 具 刃 口圆弧 的 圆心 .
图3 是图 l 中部件 l——修整笔的放大 图,图 O 中 a点处 即是修整笔 的刃 E位置.商 品化 的通用 型 l 修整笔在该处有一个 O m的刃 E圆弧 ,转动轴轴 .m 3 l
心 线 D D必 须 通 过该 圆 弧 的 圆心 O点 ,也 就 是 图 l — 中 的 C点 . 转臂上装有夹 紧装置用于夹 紧修整笔 l .夹 紧 O 装 置被 设 计 成 在 水 平 面两 个 方 向上 均可 微 调 ,以便
动 一 定 角 度 时 ,固 定 在 蜗 轮 转 轴 上 的转
臂也转动相应 的角度 ,使修整 笔的轴线
C跟 踪 砂 轮 截 面 曲线 的法 线 D方 向 . 因 此 该 新 型 数 控 砂 轮 修 整 器 能 精 确 修 整 各 种 曲 面 的砂 轮.
砂轮修整机参数

机器型号:VIK-X01机器布局:立式工作精度:0.005mm用途:砂轮工作面的修整。
适用行业:磨削加工。
产品类型:全新修整类。
控制形式:人工半自动。
一. 机器功能简介:本砂轮修整机是在吸收国外同类机器技术的基础上研制改进的,根据市场需求着重优化功能,提高机器性能及效率,以期使机器的性价比达到最优化,是现有市场上人工半自动控制砂轮修整机中最先进的产品。
本机器是在机器整体立式布局的基础上通过两组可双向运动的十字滑台、一个带摇臂的旋转轴以及一个收电机带动的转动臂来实现砂轮工作面的修整动作。
在砂轮工作面可修整成型带角度的斜面,圆弧,圆角等形状,修整精度高,可在机器上安装检测装置(如投影仪)直接边修整边检测。
机器是采用被修整砂轮和修整砂轮材质的不同,用不同的转速来达到修整的功能,通过调整两个十字滑台上的轴及旋转轴来控制砂轮表面形状的修整,通过边修整边检测来确定最终的效果。
机器旋转轴上安装有角度限位机构,修整砂轮斜面形状时可能过其上的刻度来控制斜面角度。
检测装置通过电脑控制,电脑及机器的电气部分单独用一控制柜安装,实现与机器的分离,能更好的保护到电气元件及检测环境不受砂轮粉尘的影响。
二.主要配置:标准配置:2.1二条高精度机械主轴;2.2高精度研磨丝杆;2.3旋转轴,日本NSK轴承;2.4高精度滑轨;2.5国产投影仪或CCD+高清镜头;2.6电脑一台,安装测量软件一套;2.7测量用LED灯;2.8 控制柜1个;另可选配:大功率吸尘器;三、主要参数:●被修砂轮主轴座孔——————(另可依客户指定加工孔及砂轮主轴)●被修砂轮直径—————Ø50~Ø200 mm●被修砂轮最大厚度——————30 mm●被修砂轮孔径————————Ø31.75mm (或依客户要求)●被修砂轮速度—————————40~1450R.P.M.(可调速)●被修砂轮马达.——————————1.1Kw●被修砂轮左右行程——————————150 mm●被修砂轮前后行程————————————120mm●被修砂轮圆弧——————————————Ø0~30 mm●修整砂轮(SIC)尺寸————————————Ø180X30XØ31.75 mm●修整砂轮速度.....................................................................1470R.P.M.恒速●修整砂轮左右摆动次数...................................0~50/每分钟(可调速)●修整砂轮左右摆动距离............................................................0~40/mm(可调)●修整砂轮马达............................................................................................0.55 Kw ●修整砂轮左右摆动马达............................................................................0.025Kw 四、机床电器:总功率约1.8Kw,电源为220V,频率50Hz,电压误差+10至-15%,频率误差+/-1Hz.五、机器重量:机器重约:1000KG六、机器尺寸: 2000X1000X1800(mm)七、可修磨产品品种:金刚石砂轮;立方氮化硼砂轮(CBN);绿色碳化硅砂轮等.。
CBN砂轮的修整方法及其应用

CBN砂轮的修整方法及其应用作者:冯宝富蔡光起盖全文1 引言CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领域获得了广泛应用。
在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易堵塞砂轮工作表面空隙。
为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。
CBN砂轮的整形、修锐技术是CBN砂轮应用领域一个相当重要的研究课题。
CBN砂轮的修整可分为整形和修锐两个步骤。
整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。
根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。
2 CBN砂轮的整形方法CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。
2.1 车削整形法车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。
1) 单颗粒金刚石笔整形单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。
金刚石笔的尖端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。
采用单颗粒金刚石笔修整陶瓷结合剂CBN砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。
2) 金刚石片状修整器整形采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Development&Application of a New mype Repairing Set of Grinding Whee
GAO Tian’an.YU Shulin (Wanxiang Qianehan Co.,Ltd.I Hangzhou 311215。CHN}
为了实现十字轴的多台肩光滑连接设计结构的一 次性成形磨削,我{fj通过对工艺的精心研究,结合国产 无心磨床的特点,开发出一种新型砂轮修整装置,实现 了十字轴一轴线两端的十字轴多台肩一次性修整砂 轮,以及多台肩十字轴的光滑连接磨削,解决了多年来 未能解决的十字轴一次性成形磨削工艺,而且加工成 本低,生产效率提高两倍,取得了良好的经济效益和社 会效益。
圈2盘剐滚轮修整砂轮示意图
3 磨削加工的方法 磨削产品前先将金刚滚轮和内外圈依次安装在修
整器芯轴上。安装内圈时必须按产品中问开档尺寸调 整好,使日段的足寸公差确保在0.05 mm以内,并按 产品中间开档尺寸调整机床上两砂轮之间的距离后, 用金刚滚轮修整砂轮。通过一次性成形法实现砂轮刃 口的多台肩复合修整,砂轮修磨后即可进行产品加工。
Keywords:New Type;Repairing Set;Development and Application
万向节是汽车传动系中的一个重要组成部分,十 字轴是万向节中极为关键的元件,耍承受汽车运动中 传动的转矩。其加工工艺通常是采用普通外圆磨床修 磨砂轮后,摩削十字轴台肩外径和轴颈,但无法实现轴 颈根部R处的光滑连接,从而在该处造成应力集中, 导致万向节在汽车使用过程中出现断裂,给产品的安 全性和使用寿命带来威胁;为此,提高产晶的性能和可 靠性势在必行。另一方面,随着汽车行业的迅速发展, 万向节的结构种类出现多样化、复杂化,对传统老结构 万向节的单台肩十字轴设计逐渐转为多台肩光滑连接 设计,使十字轴本体台肩、轴颈之间的应力平衡化,从 而提高万向节十字轴的整体强度。
制造技术与机床 MANUFACTURING TECHNOLOGY & MACHINE TOOL 2007(9)
引证文献(2条)
1.牟思惠 圆弧球面砂轮修整工具的设计[期刊论文]-机械制造与自动化 2010(6) 2.牟思惠 圆弧球面砂轮修整工具的设计[期刊论文]-机械制造与自动化 2010(6)
本文链接:/Periodical_zzjsyjc200709008.aspx
②本装置解决r普通外圆磨』末加j二工序的瓶颈问 题,缩短了生产周期,降低r生产成本,生产效率提高 两倍。
⑧解决了产品的磨削烧伤问题,I刊时使加工表面 粗糙度提高一级。
③通过一次性光滑连接磨削的产品的性能测试结 果,疲劳寿命和静扭强度提高20%以},确保了产品 的安全性和可靠性。
第一作者:高天安,1956年生,5-程师,技术部经 理,中国有特殊贡献的专家,主要从事汽车万向节设 计、工艺研究I-作,曾获得省、市级多项科技成果奖及 42项专利,在企业内部拥有9项核。技术。
图1采用单头金刚滚轮在外圆磨床佳磨砂轮后粗磨工件轴颈筒匿
一ManufacltireofMolorParts汽车霉部件制造
磨削方式详见图3。 加工工艺为:用一次性成形的金刚滚轮装置修整
砂轮一一次性精磨4轴颈外圆及台肩外圆、倒角及过 渡圆弧R一磨削4轴颈端面。
由此可见,采用新型装置后,产品的磨加工工序由 4道减少为两道,由4轴颈分4次磨削改为两次磨削, _[入的劳动强度大大减轻,生产效率提高了两倍。由 于无心磨床的线速度比普通外圆磨床高,解决了轴颈 的磨削烧伤问题。另外,一次性磨削后的产品轴颈光 滑连接,表面粗糙度从老工艺的R。0.8¨m提高到五。 0.4",,消除了老工艺精磨轴颈产生的小台肩(如图 4)。经过万向节总成的疲劳寿命对比测试,同一种型 号光滑连接的十字轴万向节的疲劳寿命和静扭强度平 均比老工艺生产的产品提高20%以上。
Abstract:Introduce a new type repairing set of grinding wheellwhich is applied to grinding technolo鄹"of u—joint and spider with multi—shoulder.Design a new type repairing set of画nding wheel to center—less grinding machine with general cutting style,which can repair mad finish the grinding wheel in one time, realize U—joint and spiderg smoothly connection.Thus 20%of II—jointg fatigue life and static torque strength have been increased,also 1 grade of pmductg surface roug}1ness has been improved and twice production efficiency has been received.
汽车霉都件制造Manufa啪。fM0fof吲。
一种新型砂轮修整装置的开发与应用
高天安于妹琳
(万向集团钱潮般份有限公司,浙江杭州3t1215)
摘要:介绍一种新型砂轮修整装置的开发。并应用于多台肩万向节十字轴的磨削工艺。在普通切入式无心 磨床上设计开发一种新型的砂轮修整装置,对砂轮进行一次性成形修整。实现万向节十字轴多台肩 的光滑连接,并一次性磨削,使万向节疲劳寿命和静扭强度提高20%以上,产品表面粗糙度提高一 级,生产效率提高了两倍。取得了良好的经济效益。
万方数据
l 传统多台肩十字轴磨斟虫a3:T艺的现状分 析
多台肩十字轴的传统磨削加工工艺是:研磨十字 轴4个轴颈端面的工艺孔一采用单头金刚滚轮在外圆 磨床上修磨砂轮一在外圆磨床上粗磨4轴颈一在外圆 磨床上精磨4轴颈一磨削4轴颈端面。
该工艺工人劳动强度大,生产效率较低,此外十字 轴的轴颈尺寸及形位公差难以控制,工序能力分析 c。值达不到要求,精磨轴颈后轴颈与台肩连接处会形 成一个小台肩,产生应力集中,经常出现磨削烧伤,导 致烧伤部位硬度偏低,从而影响产品性能和寿命。图 I所示为单头金刚滚轮修磨的砂轮粗磨工件轴颈的简 图。
2 新型装置的设计与原理
为了解决以上问题,结合普通切入式无心磨床的 结构原理和砂轮的特殊修整方式,通过多方论证,专门 设计出一套磨加工方案,在无心磨床上配置金刚滚轮
固黝: 修整装置。通过多次试验,最后实现了一次性修整一 ’b∥…}*o 8
轴线卜的两端砂轮多台肩的复杂形状,使十字轴台肩、 外圆、倒角及过渡圆弧R在无心磨床上一次性磨削成 形。该新型装置由金刚滚轮、滚轮芯轴、内外挡囤及安 装滚轮的底座等部分组成,如图2所示。
(编辑吕伯诚)
(收稿开期:2006一i0—26) 文章螭号:7907 如亲癌担衰豪对摩支妁看灌,请将文章编号填入读者意见调查裹中的相应位置。
·
25
一种新型砂轮修整装置的开发与应用
作者: 作者单位: 刊名:
英文刊名: 年,卷(期):
高天安, 于姝琳, GAO Tian'an, YU Shulin 万向集团钱潮股份有限公司,浙江杭州,311215
图3无心磨床磨射多台肩十字轴示意甜
捷劈鲽 、‰一;,……M
万方数据
(a)光措连接的十字轴轴两
(b)非光精连接的十字轴轴颈 Nhomakorabea图4光滑连接的十字轴轴颈与非光滑连接的十字轴 轴颈形氇对比
4 结语
①本装置的研究与开发,可以实现多台肩f‘字轴 产品的磨轴颈工艺在普通切人式尤心磨床上一次性磨 削,是一种十字轴新型的砂轮修整及成形磨削的方法。