白车身凸焊技术
现代汽车白车身焊接工艺详解
求
求
全为镀锌、铅、 铬、铜或带涂层 钢板
全为低碳钢板
板在1.8以内 板在2.0以内
三层板搭接
三层板以上 搭接
全为镀锌、铅、 较厚板在2.0 铬、铜或带涂层 以内
钢板
全为低碳钢板 较厚板在3.0 以内
不允许
3.6以内 5.4以内
排列顺序要求
No. 排列顺序
说明
料厚要求
厚板在中间,薄
1
板在两侧
最薄料厚:
0-0.3 0-0.5 0-0.5 0-0.8 0-1.0
二氧化碳气体保护焊优、缺点
• 优点: • 适合焊接薄板及进行全位置焊接,生
产率高,变形小。 • 抗锈能力强,对工件表面质量要求不
高。
• 焊接质量好,强度比电阻焊高。
二氧化碳气体保护焊优、缺点
• 对上下板之间装配精度要求不太严格。 • 缺点: • 产生烟尘及有毒气体。
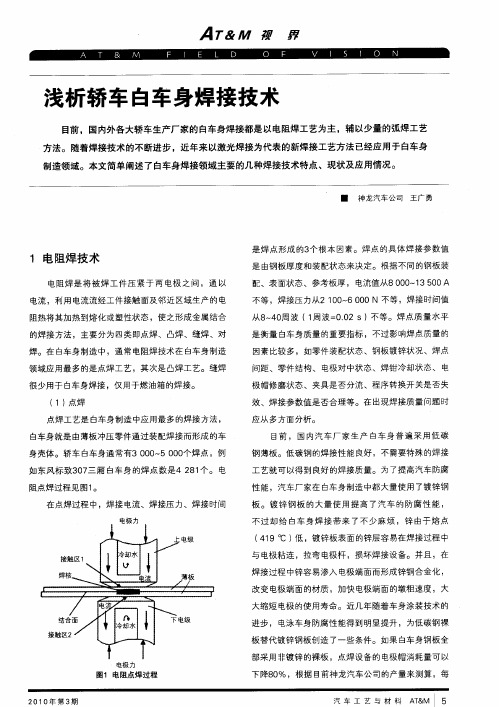
• 单点双面点焊,焊点直径Φ6(5√T)。 • 点焊:焊件装配成搭接接头,并压紧
在两电极之间,利用电阻热熔化母材 金属,形成焊点的电阻焊方法。 • 搭接接头要求:
搭接接头要求
• 搭接边不小于14mm,(有效搭接) • 板料越厚,搭接宽度适当放宽。
搭接形式 两层板搭接
厚度要求
材料
单层料厚要 合计料厚要
• 凸点位置要求:焊接同种金属时,应将凸 点冲在较厚的工件上;焊接异种金属时, 应将凸点冲在电阻率较高的工件上,但当 在厚板上冲出凸点有困难时,也可在薄板 上冲凸点。
• 凸点形状要求:推荐采用圆球型凸点,也可以 做成长形的(近似椭圆形)
点焊(悬挂式点焊机、固定式点焊机)
• 电阻焊包括:点焊、凸焊、缝焊、对 焊。
白车身焊接技术课件

确定节拍时间:
设工厂年产量为162000辆/年, 每年工作日为300天, 三班制,生产线开动率为85%。
1)日产量:Q=162000/300= 540 台/天 2)每日工作有效时间为 T=8*60*60*85%*3=73440 s 3)则生产节拍 t= T/Q=73440/540 = 136 s/台 4)计算各个工序所需工位数:
保证相同的生产纲领的条件下,对生产线几种不同 的设计方案的产品年生产成本进行比较。
2.产品单件成本比较法:
保证相同的生产纲领的条件下,对生产线几种不同 的设计方案的产品单件成本进行比较。
机床负荷率概念:
第i 道工序的单件时间tdi 与tp 不相符,则第i 道工序 所需机床数量:
设生产线上有n台机床,则机床平均负荷率:
白车身焊接生Байду номын сангаас线布局方案设计
转台式焊装线
类似回转木马结构,驱动机构比较简单,占地面 积较大,而且电、气、水的交点要由回转中心的 可回转接头接出。这种焊装线以生产分总成较合 适
汽车白车身车门分总成生产线布局方案
仓储设备—悬臂式货架
特点: 重量轻,承 载力强,造 价低
接件焊好,再进行内外板包边点焊
总体式车门:由构成总体冲压件的窗框与车门内 外板、车门铰链、加强板和车门内加强板组成, 再进行包边点焊
车门分总成工艺路线的拟定
工序时间的制定
生产节拍的计算:
N→生产线的计算生产纲领(包括备品率 和废品率); T→生产线年有效工作时间 m→生产线每天工作班次 k——生产线停修系数
投资回收期(年)
N→生产线的计算生产纲领(包括备品率和废品 率)(件/年); I→生产线建线投资总额(元); C→零件的制造成本(元/件); S→零件的销售价格(元/件)。 投资回收期限T↓,经济效益↑。
汽车白车身焊接总拼技术分析

汽车白车身焊接总拼技术分析焉知焉知·焉能不知1 概述在汽车制造企业中,怎样更快地推出新的产品,更快地对旧产品更新换代,是赢得市场的关键所在。
而产品平台化是既快速又节约投资的推出新产品的主要手段,所以在生产线规划过程中我们就要考虑产品的平台化,考虑线体的柔性化。
总拼技术是柔性线体实现的关键所在,是焊装柔性线体最重要的组成部分。
在工厂中,焊装线体相比涂装、总装线体的刚性强,产品通过性差,所以如何实现焊装线体的柔性化越来越被各汽车公司关注。
2 总拼形式简介常用总拼形式,具体如下:(1)、平移式总拼(single model)其动作顺序为:焊装线将下车体输送至总拼工位→ 侧围总成人工上件到夹具上→夹具平移到位→夹紧焊接。
该总拼形式具有定位精度和可靠性高,投资成本低的优势。
(2)、翻转平移式总拼(single model)其动作顺序为:焊装线将下车体输送至总拼工位→ 侧围总成自动上件到水平状态的夹具上→夹具夹紧后翻转至垂直状态→夹具平移到位后焊接。
该总拼形式具有定位精度和可靠性高,可实现自动化上件的优势。
(3)、翻转式总拼(single model)其动作顺序为:焊装线将下车体输送至总拼工位→ 侧围总成人工上件到倾斜状态的夹具上→夹具夹紧后翻转至垂直状态→焊接。
该总拼形式具有定位精度和可靠性高,投资成本低的优势,但操作空间小。
(4)、多面体式总拼多面体式总拼是在平移式总拼的基础上通过可水平旋转的滚筒转动来实现侧围夹具的更换从而达到柔性化目的。
最多可以安装4套侧围夹具,适应4种车型的切换。
多面体总拼形式技术成熟,投资成本相对较低,焊接空间较小。
(5)、OPEN GATE总拼OPEN GATE总拼是在平移式总拼的基础上通过堆栈法实现柔性化生产的一种总拼形式,只需在一个总拼工位就可以实现夹具和车型的切换,其动作顺序可参考平移式总拼。
其特点是车型可以单独调试,不影响车型正常生产;车身焊接稳定性较好,对钣金件精度要求相对较低;技术成熟度较高,后续车型增加方便;占地空间大;一次投入费用高。
白车身凸焊螺母焊接防错防漏系统的应用
测 器与 控制 器这 两个部 分 , 下面 分别 对它 们 的构造 、 功
收 稿 日期 : 2 0 1 3年 1月
2 0 1 3 / 8
机械制造 5 1 卷 第5 8 8 期
关键词: 凸焊 螺 母 防错 系统 白车 身
中图 分 类号 : T H 6 9
文献 标 识 码 : A
文 章编 号 : 1 0 0 0 — 4 9 9 8 ( 2 0 1 3 ) 0 8 — 0 0 5 0 — 0 4
凸 焊 螺 母 广 泛 应 用 于 白车 身 中 , 凸焊 螺 母 与 白车
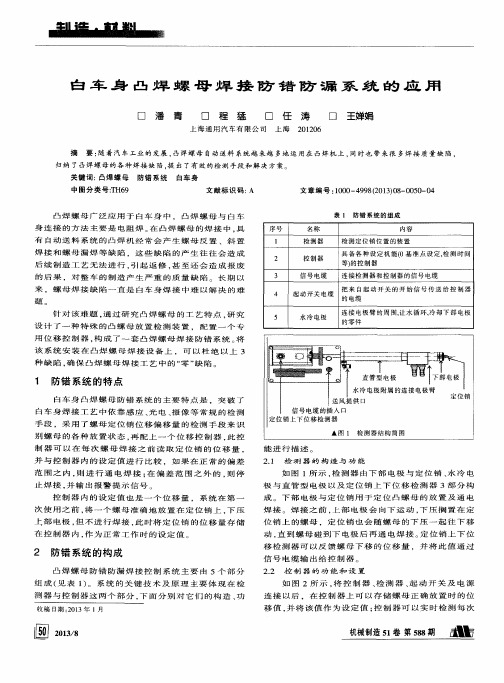
2 防 错 系统 的构 成
凸 焊 螺 母 防 错 防 漏 焊 接 控 制 系 统 主 要 由 5个 部 分 组 成 ( 见表 I ) 。 系 统 的 关 键 技 术 及 原 理 主 要 体 现 在 检
信 号 电缆输 出给控 制器 。
2. 2 控 制 器 的 功 能 和 设 置
如 图 2所 示 . 将控制器 、 检测器 、 起 动 开 关 及 电 源 连 接 以 后 .在 控 制 器 上 可 以 存 储 螺 母 正 确 放 置 时 的 位 移值 , 并将该 值作 为设 定值 ; 控 制 器 可 以 实 时 检 测 每 次
题 。
2
控 制 器
具 备 各种 设 定 机 能 f 0基 准 点 设 定 , 检 测 时 间 等1 的控 制 器
3 4
信 号 电缆
连 接 检 测 器 和 控 制 器 的信 号 电缆
起 动 开关 电缆 把 来 自起 动 开 关 的 开 始 信 号 传 送 给 控 制 器
的 电缆 定 位 销 上 Nhomakorabea 位 移 检 测 器
浅析轿车白车身焊接技术
料 ,它具有较高的力学性能、导电率和较强的抗变形 能力,是目前使用最普遍的电极材料。近几年 ,国内 外开发了一种新的电极材料氧化铝弥散强化铜 ,它是
通过 粉 末冶金 工 艺加工 得到 的新材 料 ,其 常温和 高温
码 ,大大提高了设备维修的效率。
随着逆 变技 术 的不断成 熟 , 变技术应 用 已经从 逆 弧焊 领域 扩展 到阻 焊领 域。 现在博 世公 司 、梅 达 电焊 机 公 司开 始在 国 内汽 车行 业销 售 中频逆 变 电阻焊机 , 与传统 的工频焊 机相 比, 中频 逆 变 电阻焊机具 有焊 接
电极 力
图1 电阻点 焊过 程
下 降8 % ,根 据 目前神 龙汽 车公 司 的产量 来测 算 ,每 0
汽 车 T艺 与 材 料 A &M T 5
201 0年 第 3期
AT &M 碘 界
年 节省 费用 约4 0 元。 0万 国 内汽 车 厂 家 主 要 采 用铬 锆 铜 作 为点 焊 电极 材 多种不 同装 配 的焊点 。另 外 ,控 制 器具 有故 障 自诊 断 功 能 ,当设 备 出现故 障 的时候 ,控 制器 会 出现 故 障代
初级 电压 单相
汽车厂家使用。根据神龙公司的使用效果来看 ,氧化
铝 弥散 强化 铜 电极对 降低 电极粘 连 现象 效果显 著 ;但
电极帽使用寿命长的特点没有体现出来。
是 衡量 白车身质 量 的重 要指标 ,不过 影 响焊 点质 量 的 因素 比较 多 ,如 零件 装 配状 态 、钢板 镀锌状 况 、焊 点 间距 、零件 结构 、电极 对 中状 态 、焊 钳冷却 状 态 、 电 极 帽修 磨状 态 、夹具 是 否分 流、程 序 转换开 关是 否 失 效 、焊 接参 数值 是 否合理 等 。在 出现 焊接质 量 问题 时 应 从 多方面 分析 。 目前 , 国 内汽 车 厂 家 生 产 白车 身普 遍 采用 低 碳 钢 薄板 。低 碳钢 的焊 接 性能 良好 ,不 需要特 殊 的焊接 工 艺就 可 以得到 良好 的焊 接质 量 。为 了提 高汽车பைடு நூலகம்防腐
白车身焊装制造工艺-

一、焊装制造工艺核心概述
几何尺寸的质量控制 • 利用机器人柔性激光检测系统,实现生产线上所有生
产的车身100%的在线检测和质量监控,通过测量每台 车身上关键点的三维坐标数据,分析出车身几何尺寸 的状况,并自动做出判断;采用移动测量臂、激光跟 踪仪定期检测焊装夹具,确保焊接工装设备几何精度 的稳定;利用检具和3D测量机,按批检查零件和整车 的几何尺寸,使零件和装焊整车几何质量得到严格的 控制
一、焊装制造工艺核心概述
• 常见的机器人在线检测系统由机器人系统、检测报警 控制系统、激光测量系统、数据分析系统和远程监控 系统等五大系统组成 。
• 激光在线检测技术的应用可以及时反馈白车身制造的 误差信息,提高了产品的合格率;实现了对车身总成 自动化实时监控,降低了白车身的返修率及报废率, 提高了生产效率;节省了人力,降低了人员的劳动强 度;同时提高了车身焊接的稳定性;降低了人员操作 造成的测量误差 。
二、白车身结构设计
• 汽车车身装配主要采用焊接方式,在汽车车身 结构设计时就必须考虑零部件的装配工艺性。 焊装工艺设计与车身产品设计及冲压工艺设计 是互相联系、互相制约的,必须进行综合考虑 ,它是影响车身制造质量的重要因素
二、白车身结构设计
二、白车身结构设计
车身结构的特点:
由覆盖件、梁、支柱及结构加强件等焊装成的集合体,提供车身所需的承 载力。
一、焊装制造工艺核心概述
“质量门(PQG)”焊接质量控制 • 质量门(PQG)属于生产线工位,工作任务是实时监
控焊点质量状态,针对缺陷及时报警,保证流出焊装 车间的白车身焊点质量100%达标。 • 在工艺设计时,通过编制监控文件,对监控区域的所 有焊点进行编组:同一焊接参数、同一钢板构成、同 一焊接设备的焊点属于同一组;同组焊点中抽检任意 一个焊点,可以代表本组其他焊点的质量水平,根据 该原则形成焊点监控表。 • 根据焊点监控图,结合考虑人机工程学因素和流水线 节拍,分析确定PQG工位数量和工位形式,以及确定 多少台车完成一个循环的检查。
白车身制造中新电阻凸焊技术的应用及质量控制

I白车身制造中新电阻凸焊技术的应用及质量控制程猛(上汽通用汽车有限公司,上海201206)摘要:新电阻凸焊技木在白车身制造中的应用,使外露焊点外表平整无焊痕,改善了外露焊点的感观质量:可以去除外露点焊 焊点的遮盖饰板,节省了单车成本:还可以减少烊件搭接边宽度,减轻车身重量。
文章详细介绍了电阻凸焊新技米的特点、 应用及质量控制方法。
关键词:白车身:新电阻凸焊技木:凸起:焊接:质量监控系统文献标识码:A中图分类号:U 466文章编号:2096*4137 (2020) 12-110-04 DOI :10」3535/j .cnki .10-1507/n .2020.12.43Application and quality control of new resistance projection welding technology for manufacture ofbody-in-whiteCHENG Meng(S A I C G e n e r a l M o t o r s C o., L t d , S h a n g h a i 201206, C h i n a )Abstract : The application of new resistance projection welding technology in the manufacture of body -in-white (BIW ) makes theappearance of exposed welding spot smooth and without weld marks , improves the perceptual quality of exposed welding spot , removes the cover panel of exposed welding spot , saves the cost of per vehicle , and reduces the width overlap edge of weld joint and body weight . This paper introduces the characteristics , application and quality control methods of the new resistance projection welding (RPW ).Keywords : body -in -white (BIW ); new resistance projection welding (RPW ); dimple ; welding ; quality control system〇引言随着汽车工业的发展以及人们生活水平的提高,乘用车 己经广泛进入家庭。
精选焊装白车身工艺分析标准

3.焊点布置基本规范
3.1、应用范围 车身点焊连接 3.2、点距及数量要求。
长、直焊缝焊点间距要求一般在50~80mm之间,局部强度要求较低的位置,如车门外板加强板与门外板的搭接点焊,距离可增大至100mm;螺母板及部分小件需要在较小的平面内达到连接强度要求,焊点可依实际情况增加,点距相应缩短。
前挡板总成
二、CO2焊技术要求
图3,弧焊搭接方式即为图2中b图所列,焊接质量无法保证;
图4,弧焊为对接结构,对接间隙和弧焊质量都难以保证;
S16-5301501
S16-5301411
弧焊
图4 弧焊对接结构
二、CO2焊技术要求
弧焊位置尽可能避免与点焊工序交错实施,要求车身弧焊能集中在车身骨架完成后的补焊工位一次完成,以便于烟尘处理和对其他工位、人员的弧光干扰,坚决杜绝下部车身拼焊及车身骨架拼焊工序间穿插弧焊(对于生产率较低的软、硬顶跑车和改装车不做此强制性要求);弧焊工序通常安排在焊接的最前和最末工序,即小零件、小分总成的弧焊和车身骨架状态的弧焊,中间工序一般不安排弧焊;
一、点焊技术要求
三层板点焊搭接顺序要求:
考虑到三层板点焊过程中焊核偏移对焊接质量的影响,在设计中尽量采用搭接形式1(薄板在中间,厚板在两侧)。
当镀锌钢板或高强钢板与低碳钢板混合焊接时,尽可能使镀锌钢板或高强钢板夹在低碳钢板之间,以增强可焊性,减少锌层对电极的污损和粘连。
1.3 搭接料厚一致性建议在同道工序,能够使用同一型号焊钳焊接的焊点,焊接料厚尽可能接近,以便于参数的统一。
二、CO2焊技术要求
图12,门铰链安装板与门铰链加强板在弧焊时,两零件之间是采用夹具压紧的,不需要预留焊接缝,图示尺寸a为0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 . 凸焊工作原理
凸焊时将板件放置在下 电极上 ,且定位销穿过板件上开
设 的 凸焊过 孔 ,然后将 销子 插 入 凸焊 螺母 的螺 纹孔 ,上 电极 下 降 ,完成 凸焊过程 。
高强钢上也有应用 ,相关参数设置及检验做 相应增强即可。凸焊工艺的参数主要是焊接
电流 、焊 接时 间和 电极 压力。
如图2 所示 ,凸焊一般由四个过程组成,第一是准备过程 ,
融
2 . 凸焊的特点
凸焊时由于电流集 中,故克服 了点焊时 熔核偏移的缺点 。凸焊时 ,电极必须随 凸点 被压溃而快速下降,否则会因失压而产生飞
溅。
加压
日 号
通 电 保持
图2凸焊工作原理
2 们 绎 第, 婀 M C 瑾代 霹 部 件
B。 d
■ 江淮汽车股份 有限公 司技术 中心/ 杨旭 乐 崔 占生
白车身凸焊技术
车身是汽车整车的重要总成,车身质量 的好坏直接影响整车的使用寿命。凸焊技术
作 为汽车 制 造 中四大 焊接 工艺 ,即点焊 、凸
凸焊设备及工作原理
1 . 凸焊设备
凸焊机 是 点焊 机的 一种 ,一般 由固定 点焊 机安 装 凸焊头 组 成 。图1 为 两种常见的 凸焊机 。
ww ̄ . mc 1 9 5 0 . c o m
凸焊相关概念
1 . 凸焊的概念
凸焊是点焊的一种变型,即在工件上预
先设 置 凸点 ,凸焊时 一次 在 凸点 处形成 一 个
( a )普通凸焊机
图1 凸焊机
( b )异形凸焊机
或多个熔核。
凸焊 一般 应用 在 低碳钢 及 低 合金钢 上 , 板件 厚度 一般0 . 5 ~4 . Oቤተ መጻሕፍቲ ባይዱmm,但 近年来 随着镀 锌板 及 高强 钢 的应 用 ,凸焊 工艺 在镀锌 板 及
焊、弧焊及螺柱焊中的一种 ,完成车身9 0 %
以上 的 装配 工作 量 ,因而 凸焊 质 量对汽 车 的 整车 质量有 着重 要影 响 。随 着汽车 性能 的 不 断提 高 ,尤 其是 高 强钢板 、镀 锌 钢板和 热成 形钢 板 的广 泛应 用 ,人们 对于 凸焊 质量 的 关
注度更是提到了前所未有的高度。