ASM 进阶线弧控制手册
AS 系列快速入门手册说明书

AS系列快速入门手冊绵密网络 专业服务中达电通已建立了70余个分支机构及服务网点,并塑建训练有素的专业团队,提供客户最满意的服务,公司技术人员能在2小时内回应您的问题,并在48小时内提供所需服务。
中达电通公司版权所有如有改动,恕不另行通知400 - 820 - 9595扫一扫,关注官方微信沈阳电话:(024)2334-1160哈尔滨电话:(0451)5366-5568长春电话:(0431)8892-5060呼和浩特电话:(0471)6297-808北京电话:(010)8225-3225天津电话:(022)2301-5082济南电话:(0531)8690-6277太原电话:(0351)4039-485郑州电话:(0371)6384-2772石家庄电话:(0311)8666-7337上海电话:(021)6301-2827南京电话:(025)8334-6585杭州电话:(0571)8882-0610合肥电话 :(0551)6281-6777武汉电话:(027)8544-8475南昌电话:(0791)8625-5010成都电话:(028)8434-2075长沙电话:(0731)8549-9156重庆电话:(023)8806-0306 昆明电话:(0871)6313-7362广州电话:(020)3879-2175厦门电话:(0592)5313-601南宁电话:(0771)2621-501乌鲁木齐电话:(0991)4678-141兰州电话:(0931)6406-725西安电话:(029)8836-0780贵阳电话:(0851)8690-1374福州电话:(0591)8755-1305地址:上海市浦东新区民夏路238号邮编:201209电话:( 021 )5863-5678传真:( 021 )5863-0003网址: AS-0249310-032022/06/13AS系列快速入门手册版本修订一览表版本变更内容发行日期第一版第一版发行2016/07/15第二版1.第2.2.1节增加挡板安装说明2.第2.3.1节更新电源模块配线说明3.第2.8节更新”新增功能块”软件画面4.第2.9节更新”新增程序”软件画面5.第3.3.1节更新”新增装置监控表”软件画面2017/01/20第三版1.由于AS系列硬件手册及AS系列操作手册已合并为AS系列硬件及操作手册,故更新其相关信息2.增加DIADes igner软件相关信息及第3章DIADes igner程序规划撰写与下载监视3.第1.2节更新AS系统架构最大限制信息4.原第2章及第3章合并为第2章5.第2.1.3.1节更电源端配线信息6.第2.1.5节更新ISPSoft软件开启路径7.第2.2.1.1节更新CO MMG R软件开启路径2022/06/13AS系列快速入门手册目录第1章简介1.1 手册内容简介......................................................................... 1-2 1.2 系统架构简介......................................................................... 1-3 1.3 主机运作介绍......................................................................... 1-4第2章ISPSoft程序规划撰写与下载监视2.1 程序规划编写......................................................................... 2-32.1.1 准备工作........................................................................ 2-32.1.1.1 硬件......................................................................... 2-32.1.1.2 软件......................................................................... 2-42.1.1.3 工具与材料 ................................................................ 2-42.1.2 安装.............................................................................. 2-52.1.2.1 安装模块................................................................... 2-52.1.2.2 安装脱落式端子........................................................... 2-72.1.3 配线.............................................................................. 2-82.1.3.1 电源模块配线.............................................................. 2-82.1.3.2 数字输入模块配线........................................................ 2-92.1.3.3 数字输出模块配线........................................................ 2-92.1.3.4 模拟输入与输出模块配线.............................................. 2-102.1.3.5 送电....................................................................... 2-112.1.4 范例说明...................................................................... 2-112.1.5 建立项目...................................................................... 2-122.1.6 规划硬件架构 ................................................................ 2-152.1.7 建立全局符号 ................................................................ 2-202.1.8 建立功能块 ................................................................... 2-222.1.9 建立主要程序 ................................................................ 2-29 2.2 程序下载与监视.................................................................... 2-352.2.1 COMMGR设定.............................................................. 2-382.2.1.1 启动COMMGR ......................................................... 2-38i2.2.1.2 开启COMMGR ......................................................... 2-382.2.1.3 设定COMMGR ......................................................... 2-382.2.2 专案下载...................................................................... 2-402.2.2.1 设定项目通讯........................................................... 2-402.2.2.2 下载硬件配置........................................................... 2-412.2.2.3 下载程序内容........................................................... 2-422.2.3 程序监视与除错 ............................................................. 2-442.2.3.1 程序监视................................................................. 2-442.2.3.2 程序与系统除错 ........................................................ 2-48第3章DIADesigner程序规划撰写与下载监视3.1 程序规划编写 ........................................................................ 3-33.1.1 准备工作........................................................................ 3-33.1.1.1 硬件 ........................................................................ 3-33.1.1.2 软件 ........................................................................ 3-43.1.1.3 工具与材料................................................................ 3-43.1.2 安装............................................................................. 3-53.1.2.1 安装模块................................................................... 3-53.1.2.2 安装脱落式端子 .......................................................... 3-73.1.3 配线............................................................................. 3-83.1.3.1 电源模块配线............................................................. 3-83.1.3.2 数字输入模块配线........................................................ 3-93.1.3.3 数字输出模块配线........................................................ 3-93.1.3.4 模拟输入与输出模块配线 ............................................. 3-103.1.3.5 送电 ...................................................................... 3-113.1.4 范例说明...................................................................... 3-113.1.5 建立项目...................................................................... 3-133.1.6 规划硬件架构................................................................ 3-153.1.7 建立全局变量................................................................ 3-193.1.8 建立功能块................................................................... 3-213.1.9 建立主要程序................................................................ 3-293.2 程序下载与监视.................................................................... 3-343.2.1 COMMGR设定.............................................................. 3-34 ii3.2.1.1 启动COMMGR ......................................................... 3-34 3.2.1.2 开启COMMGR ......................................................... 3-34 3.2.1.3 设定COMMGR ......................................................... 3-35 3.2.2 专案下载...................................................................... 3-36 3.2.2.1 设定项目通讯............................................................ 3-36 3.2.2.2 下载项目-硬件配置与程序 ............................................ 3-37 3.2.3 程序监视与除错.............................................................. 3-38 3.2.3.1 程序监视................................................................. 3-38 3.2.3.2 程序与系统除错......................................................... 3-43 3.2.4 既有ISPSoft项目转移..................................................... 3-44iiiMEMO iv1第1章简介目录1.1 手册内容简介 .................................................................................. 1-2 1.2 系统架构简介 .................................................................................. 1-3 1.3 主机运行介绍 .................................................................................. 1-41-1AS系列快速入门手册1.1手册内容简介针对AS系列PLC的产品,台达依照不同的应用需求,分别为用户准备了不同的说明手册。
ASM线弧控制

811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300進階線弧控制手冊AB 339EagleAdvance Loop ControlRevision : ADate : 11-03-20021AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300目錄:基本線弧 3 Trajectory Display Per Wire 22 Loop wire Feed ModeQ_Loop & Square Loop 介紹 4 Y Compensation (%)23 Loop Modes listPenta Loop & M Loop 介紹 5 Y Compensation Pre Delay 24 Definition OF LoopMode termsQ & Square & Penta Loop 之比較 6 Loop Top Above 1st Bond 25 BGA_QALoop Height (LH)7 Twist Motion Set up 26 STD_SAReverse Height (RH)8 Twist Offset Correction (%)26 STD_SQReverse Distance (RD)9 Twist Reverse Motion Mode 27 BGA_SMTReverse Distance Angle (RDA)10 Linear Trajectory BGA_SAPNeck Angle10 Convex1 Trajectory CSP_SRTLoop Height Correction11 Convex2 Trajectory RSTDSQScale 11 Concave Trajectory RBGASAPSpan Length 12 Twist Forward Motion Mode RBGASMTSpan Angle Correction13 Linear Trajectory BGA_TWSWire Length Factor 13 Convex1 Trajectory BGASP2Loop Height Scale Factor 14 Convex2 Trajectory RBGATWS2nd Kink Smoothness 15 Concave Trajectory RBGASP22nd Kink Height Factor 16 Reverse Motion Setup M_LOOP32nd Kink Bump Factor 16 Pull Ratio CSP_ LongSpan 2 Length 17 Vertical Pull Level M_LOOP4Span 2 Angle Correct 18 Vertical Pull Time BGA_ Last3rd Kink Smoothness 18 Vertical Pull Srch Delay CSP LastSlop Length (um)19 Vertical Pull Sync Offset STD_ LowContact Angle Correction 19 Feed Power Set up STD_ HighSlope Straightness 19 Feed Power Timer ProfileX & Y Balance (%)20 Feed PowerTrajectory Profile Tune21 Search Speed 2Loop Auto Tuning 21 Loop Wire Feed ModeSearch Delay 21 J Wire Angle Effect AtDEC sample offset 21 Loop Peak OffectSync Offset Base 21 Speed Profile2AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
ASM AB520操作手册
ASM操作手册AB520自动超声波焊线机档案名:修订本:B日期:2002年5月目录第1章安全措施第2章机器介绍2.1 机器总说明2.2 特微2.3 规格说明第3章机器结构3.1 系统分块图3.2 机器结构3.2.1 工作夹具3.2.2 X-Y-θ工作台3.2.3 高速焊头3.2.4 电源3.2.5 真空工作夹具(任选的)3.3显示与观测3.3.1 显示系统3.3.2 观测系统3.4 PC控制系统3.4.1 PC控制系统3.5驱动系统3.6机器控制部件3.7开关面板3.8 控制面板第4章机器安装第5章机器校正5.1 说明5.2 校正步骤5.3 马达微调5.4 调节对应面参数5.4.1 手动调节聚焦高度5.4.2 自动调节聚焦高度5.4.3 手动调节光线5.4.4 自动调节光线5.5 摄像机校准5.6 图像识别系统(PRS)校准5.7 校正聚焦偏距5.8 校正焊尖偏距(BTO)5.8.1 one point BTO by CRT 5.8.2 two point BTO by CRT 5.8.3 one point BTO by Manual 5.9 校正旋转中心(COR)5.10 校正USG板5.11 线夹校正5.12 焊接力度校正第6章操作与控制6.1 启动机器6.2 机器控制程序说明6.3 机器控制6.3.1 自动焊线控制6.3.2 焊线程序输入步骤6.3.3 焊线程式操作6.3.4 编辑焊线程序6.3.5 自动焊接操作6.3.6 CRT焊接操作6.3.7 错误讯息6.4 自动COR(旋转中心)控制6.4.1 利用自动(AUTO)图像(预设的图像)6.4.2 利用手动图像(用户选定的图像)6.4.3自动COR的持续时间6.5 BQM控制6.5.1 什么是BQM6.5.2 如何设定失线探测?6.6 优化焊线参数控制6.7 PRS优化6.7.1 管芯校准6.7.2 PCB校准6.7.3 测试已载入的图像第7章控制功能与参数7.1 系统设定操作表7.2 编写操作表7.3 自动焊线操作表7.4 测试维修操作表第8章故障检修8.1 故障检修I (焊线质量)8.2 故障检修II (报警及错误信息)8.3 故障检修III [线路板及驱动器(LED)发光二极管显示说明]8.3.1 AB520步进器及电磁线圈驱动器(02-15757)8.3.2 HIPEC520 DUAL ELMO AC伺服驱动器(02-15716)/(02-15716-01)8.3.3 AB520AC伺服驱动器(03-15831)(03-15832)8.3.4 PC可编程频率USG板(03-20903)8.3.5 LED驱动板(MARK II)(03-20814-02)8.3.6 HIPEC 520 PC 控制板(03-20818)8.3.7感应器分配板(03-20886)第1章(略)第2章机器介绍.2.1 机器总说明AB520铝线楔形焊线机为您提供完全精密间距及高速灵活的楔形焊接技术,精制的焊头及XYθ工作台实现了精确高速的铝线焊接,保障了较高生产能力(可能提高30%),进而增加了您在市场上的竟争力,先进的“Eagle PRS”(Eagle图像识别系统)保证了焊接位置的精度,也减少了人员操作茧自缚,提高了成本效率,以这些尖端特性,AB520适用于焊接比较广范围的线路板上晶片(COB)产品,继承AB510系列之经验,增加了以下新技术:XY工作台利用滚珠螺杆获得精密的分解度和更高的准确性θ工作台直接与100K精密编码器连接并间接地由伺服马达由精密计时带驱动,伺服一步旋转为θ工作台提供较精密的0.0036°旋转,这样提高了θ工作台的分解度焊头由滚珠螺杆驱动获得较高的准确性和稳定性AB520配有电脑控制系统2.2特微2.2.1焊接系统较低惯性及稳定型的焊头稳定有效的AC伺服马达控制XYZ和θ轴焊头行程间距23mm采用垂直高速移动及30º的送线角度可编程焊接力度5—200G正常及反向焊接功能可编程控制个别焊线线弧带有自行校准功能的ASM超声波发生器可编程焊接时间和焊接力度高分解度的Xyθ工作台及焊头自动送线/扯线系统提供可编程的线尾长度非接触式音圈马达线夹提供可编程夹持力度配有失线自动检测的焊接质量监控系统(BQM),使因未粘合及基片污染而导致的生产损失达到最低光学系统ASM EAGLE256灰度级PRS特定的副像素精度用于图像校正高速及高精度的自动校正功能,节省了时间并减少了人员操作错误自动调焦和自动光度调节提供了精确的图像识别效果XYθ工作台AC伺服马达控制XY及θ轴通用灵活的2.2 X 2.2”行程范围的XY工作台适用于不同应用退偶合XY工作台设计用于减少了人员操作错误控制系统易于操作的综合控制面板15”VGA显示器易于配置的转换开关适用于110V/220VAC输入电压双语操作表显示操作舒适的人机工作台座理想的安全保护装置用于预防温度热和过电压故障选项订制的真空工作夹具侧面摄像机用于焊接监察2.3 规格说明1)焊接焊接方式:超声波焊接焊接直径:20-50.4um(0.8-2.0mil)铝线出线角度:30°焊接速度:200ms在2.0mm(79mil)线长焊接压力:可编程(5-200G)焊接时间:程序控制(0-255ms)焊接功率:可编程(0-1watt)焊线位置:±15.3um(±0.6mil)@3°焊接区域:距旋转中心12.5mm(0.492”)半径2)记忆容量程序数软盘:5/1.44M:(根据程序尺寸)硬盘:60每个程序最大PCB数:1每个程序最大管芯数:100每个程序最大线数:5000条3)X-Y工作台工作台行程:58mm X 58mm(2.2” X 2.2”)机械结构:横向滚轮轴承工作台加滚珠螺杆精确度:0.625um(0.0246mil)4)θ工作台工作夹具:AB520系列工作夹具PCB尺寸:最大101.6mm X 152.4mm(4”X 6”)机器结构:工作夹具直接与精密的100K编码器接合,并间接地按照精密计时皮带由AC伺服马达驱动精确度:0.0036°5)焊头Z-行程:23mm(0.9”)机械结构:横向滚轮轴承加滚珠螺杆精确度:1um(0.039mil)6)对位点数管芯:1,2点基片:0,1,2点7)光学系统校准系统:4.1倍放大倍数(镜像校准),可编程控制焦距显微镜:10倍-45倍放大倍数(可随意调校放大倍数)8)操作、安全及显示系统操作用件:AB520键盘控制面板(控制球+10个快捷功能键+功能旋钮)开关:在机台前面板上的开关用于机台电源、侧光、显示器安全措施:易于操作的电源切断开关,机台接地操作者接地插头过电压保护装置温度保护装置显示器:VGA显示器用于观察工作效果及控制操作资料存储:软驱动器及快记忆体(DOC)9)电源电压:110V/220V/230V AC±10%(单相,工厂预设)频率:50/60HZ功率:600W10)尺寸及重量长X宽X高尺寸(基本机身):900mmX730mmX770mm(35.4”X28.7”X30.3”)重量:192kg第三章机器结构3.1 系统分析图3.2 机器结构AB520由以下部件组成3.2.1 工作夹具工作夹具适合于固定不同尺寸的PCB3.2.2 X-Y-θ工作台X-Y-θ工作台应用横向滚珠导轨及滚珠螺杆来提高分解度和焊线精度3.2.3 高速焊头完全重新设计的焊头更适合于高速焊线。
ASM IHAWK-V焊线操作规程
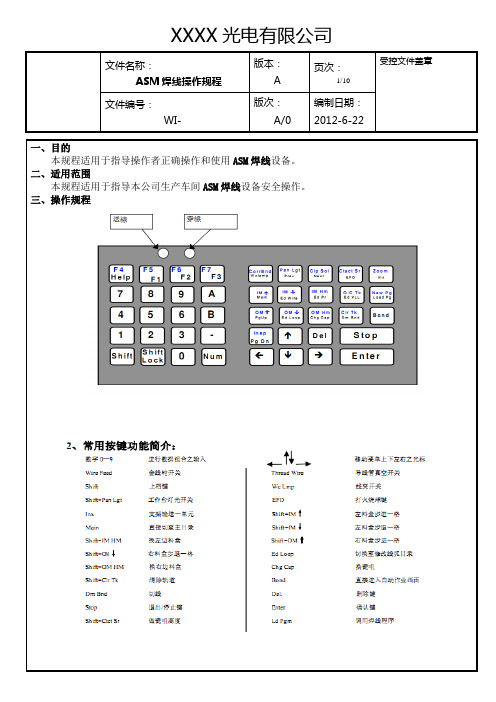
文件编号:WI- 版次:A/0编制日期:2012-6-22一、目的本规程适用于指导操作者正确操作和使用ASM焊线设备。
二、适用范围本规程适用于指导本公司生产车间ASM焊线设备安全操作。
三、操作规程文件编号:WI- 版次:A/0编制日期:2012-6-221、开机前的准备:1)检查轨道上是否有材料阻塞,如有发现,要清除干净;2)检查BOND HAND是否在中心位置上,如果没有,移动到中心位置。
2、开机时的要求:1)打开气、电源(气压4-6Kg/c㎡,电压220VAC);2)依次打开主电源、显示器开关;3)机台自检完成后(约2分钟),自动进入待机状态。
3、开机后具体操作步骤3.1安装金丝3.1.1 将金丝装入滚轴上,金丝环缺口一端朝外,用镊子夹起金丝尾端,并接在接地装置杆上,(注:金丝绿贴纸一端为首端,红/蓝的为尾端,具体依其包装标示);3.1.2 用镊子夹起金丝首端,按穿线路径穿线,(注:不良的路径可能影响Looping或烧球)。
3.2.上料3.2.1 将已固好晶的半成品放置于料盒内(注:放时支架大杯方向朝右),将有支架的料盒放置于进料盒升降台定位槽内;3.2.2 将空的料盒放置于出料文件编号:WI- 版次:A/0编制日期:2012-6-223.3.轨道调整3.3.1 轨道高度调整:进入 MAIN ——6.WH MENU——0.Setup lead Frame——3.DeviceHeight——A. 利用上下箭头设定轨道高度,以压板刚好压在杯沿下为准(数字越高则轨道越往下降、数字越低则轨道越往上升,02 支架一般为 2500 左右,04 支架一般为 3600左右)————Stop。
注意,调整前一定要清除轨道,调整后需上一条支架进行微调。
3.3.2 轨道微调步骤:MAIN――6.WH MENU――5.Device Dependent offset――1. Adjust――9. Track――A (通过 CCD看高度至压板正好压在碗杯下边缘,调整时应先用上下键打开压板,再用左右键调整高度。
ASM操作手册

ASM操作手册ASM-51宏汇编使用手册A51与ASM51比较接近,但没有ASM51复杂。
如果不使用过于复杂的宏指令,二者基本上是一样的。
ASM-51宏汇编主要用来开发Intel8051系列单片机,它具有宏处理,数据处理,列表处理和条件处理等多种功能。
源程序的编写完全采用Intel标准助记符和行格式。
程序编写后,经ASM-51汇编后生成列表输出文件(.LST)和目标代码文件(.HEX)。
此目标代码文件(.HEX)可直接用Keil等开发环境进行模拟/调试,或烧到硬件仿真器的ROM 上运行。
一、宏汇编语言的基本语法1.1宏汇编的特点ASM-51宏汇编完全支持Intel助记符的汇编语言,它含有宏语句,英文大小写字母,变量名,标号等不受限制,有二,十,十六进制和串参数类型,有汇编控制指令和多层条件语句,程序逻辑分段,还有模块化程序设计的连接功能,汇编速度快等特点。
1.2语句汇编语言可分为两类语句:指令性语句和指示性语句。
(1)指令性语句这一类语句是指在汇编过程中能生成指令代码的语句(如MOV,DEC等)。
其格式为: [标号:][指令助记符][操作数][;注释]其中方括号[]中为选择项。
下同。
(2)指示性语句这一类语句即通常所说的伪指令,它指示汇编程序后面的指示性语句如何产生代码。
ASM-51宏汇编完全支持Intel助记符的汇编语言,因此汇编程序的格式,指令完全与8051汇编语言一样,这里不再介绍它们的指令系统。
1.3 常量与数值运算(1)常量及其表示常量,就是在汇编时已经确定的值。
在汇编语言中,常量主要用作指令性语句中的直接操作数,也可用于存储器操作的组成部分(如位移量),或者为伪指令中的变量输初值。
为便于程序设计,常量有多种表示形式:二、十、十六进制数和字符串等,它们的格式各不相同,并采用不同的基数标记加以区分。
表--1列出其格式。
常量以数值形式直接写在汇编语言的语句中称为字面常量,若预先为它定义一个符号名,然后在语句中用符号名来表示该常量称符号常量。
ASM XTREME焊线机程式编辑流程

SMD程式编辑流程(以PPA2835三晶为例) 1.所需配件PPA2835焊线治具一套2.所需工具内六角扳手,更换治具专用柱子3.所需物料料盒两个,PPA2835支架一片4.改机步骤4.1程序编辑4.1.1进入菜单PROGRAM→Program Management→Clear Program把原来的程序删除掉。
4.1.2进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Lead Frame Parameters→Setup Lead Frame Parameters→输入PCB的参数进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Magazine Handler→输入料盒参数进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Lead Frame Parameters→Lead Frame Device Offset→Adjust Indexer Offset,此时将拉一片材料在轨道中,按左右键调整PCB第一个单元的位置→按Enter继续调整第二单元的位置→同样按Enter后继续调整第三、四…单元的位置→调完后按Enter完成拉料位置调整4.2编辑程序:4.2.1支架对点:进入PROGRAM→Edit bond Program→Edit Master bond Program教读一个新程序。
选择支架对点1→鼠标右键→点确认→选择支架对点2→鼠标右键→点确认→做对点1PR,调整灯光,黑白清楚→点确认→做对点2PR→点确认继续,完成支架PR设置。
4.2.2晶片对点:完成支架PR后,会对晶片晶片进行设置→一个碗背有几颗晶片(以长盈2835三晶为例)输入3→NEXT→晶片对点(1个晶片两个对点)第一个晶片对点1Die112Point1→鼠标右键→点确认→第一个晶片对点2Die1Point2→鼠标右键→点确认→Die2Point1→鼠标右键→点确认→Die2Point2→鼠标右键→点确认→Die3Point1→鼠标右键→点确认→Die3Point2→鼠标右键→点确认→做晶片1PR ,调整灯光,晶片识别一次,用Shape 里面的模板包含2个晶片电极就可以,搜素范围不要太大→点确认继续→晶片2PR →点确认继续→晶片3PR→点确认继续4.2.3编写焊线:Bond on 切换编线的点,焊接顺序:DIE3→LEAD,DIE2→DIE3,DIE1→DIE2,DIE1→LEAD (焊线方式为BSOB,要求正极值球,所以2打3),编完线之后退出.4.2.4测量焊针高度:进入PROGRAM →上面第三个BOND ASSISTANT SETUP →cantactlevel →Reference cantact 测量PCB 及芯片的高度,操作方法:鼠标右键材料图像出→鼠标右键测量→鼠标左键LEAD,选择DIE1→右键→右键→DIE2→右键→右键→DIE3→右键→右键完成。
ASM焊线机操作指导书
1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1start single bond按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9Disk utilities→0Hurd Disk program→1load Bond program选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1Die时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机的编程方法
ASM焊线机的编程方法ASM焊线机型号大全_ASM焊线机参数解说_ASM焊线机焊接编程的方法:ASM焊线机是常见的一种设备,ASM焊线机进行自动焊接,就要调试ASM焊线机的程序,根据自己焊锡产品的需要,进行焊锡机的编程。
那么ASM焊线机焊接编程的方法有哪些呢?1.准备好焊接的样品准备好需要焊接的样品,固定在ASM焊线机的工作平台上。
2.分析焊接样品同一个焊接样品,可能有大小不同的焊盘,也可能有不同的焊接方式,应该根据相关的焊接工艺的要求,分析焊接样品,确定使用点焊还是拉焊,确定使用多少组焊接参数(WK参数),确定每一个焊点使用哪组焊接参数(WK参数)。
3.调整烙铁组位置,选择合适的烙铁头。
将焊接控制器温度设置为50摄氏度,将送锡器调节成不送锡状态。
不同的焊接样品,可能需要烙铁头在一定的角度和斜度下工作,应该根据相关的焊接工艺要求,适当的调节烙铁组位置。
不同的焊接样品也需要使用不同大小,不同形状,不同功率的烙铁头,所以也应该根据相关的焊接工艺要求有,选择适合的烙铁头。
4.调整焊锡机的装入程序ASM焊线机正常启动,回零后,系统会自动装入默认的作业程序,也可以装入其他程序,或者建立一个新的程序,如果程序不为空,可以按住DEL键程序删除空。
5.选择示教模式按MODE键,将工作模式切换成示教模式,有两种情况,一种是手动模式,一种是微动模式。
按住VEL键可以切换手动移动的快慢速度,快速为手动速度,慢速为微动速度,当速度为手动速度时,页面右下角会显示手动的,当速度为微动速度时,页面右下角会显示微动。
如果在下面的各个步骤中,手动和微动速度不符合要求,太快或者太慢,就需要重新设置手动和微动的速度。
6.ASM焊线机回零按住HOME键,机器执行回零动作,以确保焊点坐标精确。
7.示教焊点坐标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300進階線弧控制手冊AB 339EagleAdvance Loop ControlRevision : ADate : 11-03-20021AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300目錄:基本線弧 3 Trajectory Display Per Wire 22 Loop wire Feed ModeQ_Loop & Square Loop 介紹 4 Y Compensation (%)23 Loop Modes listPenta Loop & M Loop 介紹 5 Y Compensation Pre Delay 24 Definition OF LoopMode termsQ & Square & Penta Loop 之比較 6 Loop Top Above 1st Bond 25 BGA_QALoop Height (LH)7 Twist Motion Set up 26 STD_SAReverse Height (RH)8 Twist Offset Correction (%)26 STD_SQReverse Distance (RD)9 Twist Reverse Motion Mode 27 BGA_SMTReverse Distance Angle (RDA)10 Linear Trajectory BGA_SAPNeck Angle10 Convex1 Trajectory CSP_SRTLoop Height Correction11 Convex2 Trajectory RSTDSQScale 11 Concave Trajectory RBGASAPSpan Length 12 Twist Forward Motion Mode RBGASMTSpan Angle Correction13 Linear Trajectory BGA_TWSWire Length Factor 13 Convex1 Trajectory BGASP2Loop Height Scale Factor 14 Convex2 Trajectory RBGATWS2nd Kink Smoothness 15 Concave Trajectory RBGASP22nd Kink Height Factor 16 Reverse Motion Setup M_LOOP32nd Kink Bump Factor 16 Pull Ratio CSP_ LongSpan 2 Length 17 Vertical Pull Level M_LOOP4Span 2 Angle Correct 18 Vertical Pull Time BGA_ Last3rd Kink Smoothness 18 Vertical Pull Srch Delay CSP LastSlop Length (um)19 Vertical Pull Sync Offset STD_ LowContact Angle Correction 19 Feed Power Set up STD_ HighSlope Straightness 19 Feed Power Timer ProfileX & Y Balance (%)20 Feed PowerTrajectory Profile Tune21 Search Speed 2Loop Auto Tuning 21 Loop Wire Feed ModeSearch Delay 21 J Wire Angle Effect AtDEC sample offset 21 Loop Peak OffectSync Offset Base 21 Speed Profile2AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-63004B1B1 Trajectory Parameters0. Search Delay Base 01. Search Delay Slope 02. Sync Offset Base -53. Sync Offset Slope 04. Dec Samples OS 58LC3AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300AB 339Eagle 操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
4Q-Loop 動作圖 SQUARE-Loop 動作圖Q-Loop 實際線弧 SQUARE-Loop 實際線弧811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300AB 339Eagle 操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
5PENTA LOOP ( 3 KINK’S) 動作圖 ‘M’ – LOOP (4 KINK’S) 動作圖PENTA LOOP ( 3 KINK’S) 實際線弧 ‘M’ – LOOP (4 KINK’S) 實際線弧811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300Q-Loop , Square 與Penta Loop 參數之比較Penta Loop6AB 339Eagle操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300AB 339Eagle 操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
7參數名稱 內定/範圍 參數功能Loop Height (LH) 單位: um 或mil 範圍:25-1500um 1 – 59 mil 一般設定: looping height 設定方式為量測時所渴望量測出的數值假如設定這參數在手動模式下 (loop height (manu).它代表使用者可以須手動調整設定弧高和reverse height假如設定這參數在自動模式下 (Loop Height (Auto )it means 它代表機器將自動調整計算 reverse height假如設定這參數在自動模式1下(looping height (Aut1))它代表機器將自動調整計算reverse height ,並且自動改變reverse distance和angle ,其預設值分別為80%和20%假如設定這參數在自動模式2(loop height (Aut2)它代表機器將自動計算reverse height ,並且自動改變reverse distance 和angle ,其預設值分別為80%和0假如這參數在自動模式3((loop Height aut3)它代表機器將自動計算reverse height 並且自動改變reverse distance 和angle ,其預設值分別為80%和 -30線弧範例811高雄市楠梓加工出口區東三街4-2號 傳真專線:(07)367-6399 電話:(07)367-6300AB 339Eagle 操作手冊本文件包含專屬於ASM Technology Singapore Pte. Ltd. 的資料。
本出版物未經ASM Technology Singapore Pte.事前書面同意不得複製影印、儲存於擷取系統或傳送。
本文件中的資料得隨時變更,而不事先通知。
8參數名稱內定/範圍參數功能及說明Reverse Height (RH) Auto Aut1Aut2 Aut3單位: 1 Step =10um 範圍: 1- 400 step 一般設定: 這reverse height 其單位是指Bond Head 馬達的step ,故其一個step =10um .此參數設定代表從第一銲點開始Bond Head(Z)上移放線至預備作reverse distance(XY Table 移動)前之高度注意:此動作過程中其線夾為openManu : 1. 使用者必須手動鍵入 reverse height 值.2. 在penta loop 和特殊的square loop sharp 這loop height 顯示的值將沒意義3. 須手動調整 Rev Height , Rev Distance 和 Rev Distance Angle ,因系統並不自動計算。