制造设备工时定额计算表20100702
机械制造企业工时定额计算准则
机械制造企业工时定额计算准则(1) 中批量以上td=(tj+tf) X (1+K%)+tzz/N(2) 单件小批量td=tj X (1+K%)+tbx+tzz 式中,td ——单件加工时间定额(min)tj ——机动时间(min)tbx ——布置场地与休息和生理需要时间(min)tzz ——准备与终结时间(min)K——tbx 和tzz 占tj 的百分比N――生产纲领一一相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比(2) 、单件小批生产类型的其他时问,包括tf 、tbx 、tzz 时间占tj的百分比(K%)及装卸时间。
tzz时间按N=10考虑,直接计入单件时间定额中。
2、确定(1) 、卧车:①工步辅助时间:5〜15(mi n)②一般装卸时问:0.5〜15(min)③tbx 时间tj 的16%(min)④tzz时间为50〜90(min)(2) 、立车:①工步辅助时间为15〜50(min)②装卸时间为10〜50(min)③tbx时间为tj的14〜16%④tzz 时间为70〜120(min)(3) 、镗床:①工步辅助时间为5〜15(min)②装卸时间为20〜240(min)③tbx时间为tj的15〜17%(min)④tzz时间为90〜120min)(4) 、钻床:①工步辅助时间为3〜5(min)②装卸时间为15〜30(min)③tbx时间为tj的11〜13%(min)④tzz时间为30〜60(min)(5) 、铣床:①工步辅助时间为5〜15(min)②装卸时间为1〜12(min)③tbx时间为tj的13〜15%(min)④tzz时间为30〜120(min)(6) 、刨、插:①工步辅助时间为6〜10(min)②装卸时间为1〜120(mi n)③tbx时间为tj的13〜14%(min)④tzz时间为30〜120(min)(7) 、磨床:①工步辅助时问为2〜8(min)②装卸时间为0.3〜8(min)③tbx时间为tj的12〜13%(min)④tzz时间为15〜120(min)(8) 、齿轮机床:①工步辅助时间为2〜5(min)②装卸时间为2〜8(min)③tbx时间为tj的11〜12%(min)④tzz时间为50〜120(min)(9) 、拉床:①工步辅助时间为1〜2(min)②装卸时间为0.5〜1(min)③tbx时间为tj的12%(min)④tzz时间为25(min) 切削用量的计算与选择原则1 、计算:(1) 、切削速度Vc①车、铣、钻、镗、磨、铰:Vc=d XnX n/1000(m/min)Vc=(d XnX n)/(1000 x 60)(m/s)式中,d ---- 工件或刀具(砂轮)直径(mm)n ---- 工件或刀具(砂轮)每分钟转数(r/min)②刨、插Vc=L X (1+V 刨程N空程)X n/1000=(5/3) X L X n/1000=0.0017 X L X n(n/min)或用下公式:VC=n X L X (1+m)/1000(n/min) 式中,L 刨程行程A长度(mm) n——每分钟往复次数(次/min) m一般取0.7(因为返程必须速度快)(2) 、每分钟转数或每分钟往返次数n①n=Vc X 1000/( nx d)=(Vc x 3) x 1000/d(r/min)②n=Vc X 1000X 3/(5 X L)=Vc/(0.0017 X L)(双程数/min)式中:d ---- 工件或刀具直径(mm)L ---- 行程长度(mm)(3) 、进给速度VfVf=af X Z X n(mm/min)式中:af ——每齿进给量(mm/z)Z――刀具齿数n ---- 每分钟转数(r/mi n)(4) 、进给量f①f=vf/n(mm/r)②af=f/Z(mm/z)(5) 、切削深度ap①ap=(dw-dm)/2②钻削ap=dw/2式中:d ------- 待加工直径(mm)dm --- 已加工面直径(mm)(注:范文素材和资料部分来自网络,供参考。
设备维修工时定额

班组工时剩2倍系数
1.材料根据实际用量计算;
2.如需要送货上门安装,外加搬运工时和运费
碳钢板
δ=2,Q235
M2
焊条
CHE507,φ3.2
Kg
砂轮切割片
φ380×4
张
砂轮磨片
φ100×2
张
焊机
时代ZXT-400
h
剪板机
QC11Y-6×2500
h
爬
梯
类
槽钢
#,Q235
m
角钢(m)+焊管(m)+花纹板(m2)×1.5+槽钢(m)×2
4.特殊带压堵漏根据实际情况开工时;
φ50<管径≤φ100
12h
36h
φ100<管径≤φ150
16h
48h
φ200<管径≤φ300
20h
60h
φ300<管径
示情况
钢带堵漏
钢带
δ=1,304
M2
管径≤φ50
12h
36h
φ50<管径≤φ100
16h
48h
钢带拉紧器
手动
h
φ100<管径≤φ150
20h
60h
示情况
堵漏机具
手动/气动
h
例:法兰外径240,需高空作业:班组工时=24+24*1.2=28.8h;签证单工时=72+72*1.2=86.4h
类别
项目名称
材料及机具用量明细
人工消耗定额
备注
材料(机具)名称
型号规格
单位
规格
班组工时定额
签证单工时
架
子
类
货
架
类
工时定额计算表

说明:1.对接焊缝工时均为无损探伤焊缝的工时且含清焊根及清焊根后焊工修磨清理焊缝焊接工时,非无损探伤对接焊缝的工时按照表中 公式的2/3计标。
说明:1.对接焊缝工时均为无损探伤焊缝的工时且含清焊根及清焊根后焊工修磨清理焊缝焊接工时,非无损探伤对接焊缝的工时按照表中 公式的2/3计标。 2.SMAW+SAW焊缝的焊接工时计标方法:先按SMAW对应板厚查表计标工时的3/4计标,清根后SAW对应板厚(一般按δ7计标)查表计时工时。 3.表中工时均为平位施焊工时,当改变施焊位置,按难易程度乘以系数1.3(容易-困难程序:开-横-立-全位置-仰焊) 4.产品试板焊接工时一律按600mm长度和相应厚度计标。 5.每台产品附加工时为总工时的5%-10%(按焊接方法分别计标)。
SMAW
焊脚高度
开坡口
2 3 3 3 3 3.3 3.3 3.3 3.3 3.3 4 4 4 4.3 5.3 6.3 7.3 8.3 10.3 13 16.3 20.3 24 27.3
不开破口
1 1 1 1 2 2 2 2 2.3 2.3 2.3 2.3 3.2 3.2 3.2 3.2 4.2 4.2 4.2 4.2 5.3 5.3 5.3 6.4 6.4 7
TIG
0.06 0.06 0.06 0.06 0.06 0.07 0.08 0.1 0.12 0.15
(小时分/kg熔敷金属)
SMAW 5.3
SAW 2.3
堆焊
小时分/kg熔敷金属
SMWA
SAW
3
1
注: 当管外径大于57mm时应按管
子展开长度根据焊脚高度计标 工时
注: 当母材厚度≥40mm时为深
纵(环)焊缝
26 10
28 12.3
最全机加工工时计算表 _ REV00.01

1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 *3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0**工件直径为上道工序所留尺寸**当加工孔径较大时,ap取大值;加工孔径较小,且加工精度要求较高时,ap取小值切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度三切削用量制定的步骤背吃刀量的选择进给量的选择切削速度的确定校验机床功率四提高切削用量的途径采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。
工时定额计算最终版)

工时定额计算手册目录一. 普通车床............................................1.车床时间定额标准(通用部分) ...................................................................................2.C615~C618时间定额标准.............................................................................................. 3.C620时间定额标准....................................................................................................... 4.C630时间定额标准....................................................................................................... 5.C650时间定额标准.......................................................................................................二.镗床........................................... 1.镗床时间定额标准 ........................................................................................................三.立式机床.......................................... 1.立式机床时间定额标准 ................................................................................................四.龙门刨床.......................................... 1.龙门刨床时间定额标准 ................................................................................................五.牛头刨床.......................................... 1.牛头刨床时间定额标准 ................................................................................................六.磨床............................................ 1.平面磨时间定额标准 .................................................................................................... 2.外元磨时间定额标准 .................................................................................................... 3.内元磨时间定额标准 ....................................................................................................七. 铣床.................................................. 1.铣床时间定额标准(一) ............................................................................................八.制齿机床......................................... 1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 ................九.拉床.................................................. 1.拉床时间定额标准 ........................................................................................................十.插床........................................... 1.插床时间定额标准 ........................................................................................................十一钻床............................................... 1.钻床时间定额标准 ........................................................................................................十二. 钳工............................................... 1.钳工时间定额标准(一) .......................................................................................... 2.钳工时间定额标准(二) .......................................................................................... 3. 钳工时间定额标准(三) ...........................................................................................十三. 冷冲模............................................. 1.冷冲模装配时间定额标准 ............................................................................................十四. 冲床................................................ 1.冲床时间定额标准 ........................................................................................................十五. 锻造................................................ 1.锻造时间定额标准(一) ............................................................................................ 2. 锻造时间定额标准(二) .............................................................................................十六. 铸造................................................ 1.铸造时间定额标准 ........................................................................................................ 2. 铸造复杂程度分类 .........................................................................................................十七. 铆工................................................ 1.铆工时间定额标准(一) ............................................................................................ 2.铆工时间定额标准(二) ............................................................................................十八. 点焊................................................1.电焊焊接时间定额标准 ...................................................................................................十九.木型..................................................1.木型制造时间定额标准(一) ....................................................................................2.木型制造时间定额标准(二) ....................................................................................二十. 喷漆...............................................1. 喷漆时间定额标准 .........................................................................................................附录...................................................一.冷冲模赚装配复杂程度分类 ..............................二.公式时间定额标准,设备适用范围及工序内容 ..............三. 应用举例.....................................1.车床C620加工例题......................................................................................................2.2.5m立车.....................................................................................................................3.镗床例题 ..................................................................................................................4.Z525 ................................................................................................................................5.龙门刨(6M)...........................................................................................................6. 牛头刨.........................................................................................................................7.15 吨冲床..................................................................................................................8.M7120—M131W............................................................................................................9.M7120 ............................................................................................................................10.M131W.........................................................................................................................11.设备Y38.....................................................................................................................12.设备B516K.................................................................................................................13.设备L6110 .................................................................................................................14. 设备X52......................................................................................................................一. 普通车床1.车床时间定额标准(通用部分)(续)(续)(续)2.C615~C618时间定额标准3.C620时间定额标准4.C630时间定额标准5.C650时间定额标准二.镗床1.镗床时间定额标准三.立式机床1.立式机床时间定额标准四.龙门刨床1.龙门刨床时间定额标准五.牛头刨床1.牛头刨床时间定额标准六.磨床1.平面磨时间定额标准2.外元磨时间定额标准3.内元磨时间定额标准七. 铣床1.铣床时间定额标准(一)2.铣床时间定额标准(二)(续)八.制齿机床1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准。
工时定额计算标准

t=4-6 0.7 1.2 1.4
t=7-10 0.9 1.4 1.7
内腔 630 钻孔 150 φ 20铣刀 150 φ 20铣刀 200
φ 10铣刀 100 φ 10铣刀 150
铣孔 380 铣孔 380
工时定额统计计算标准
序号 1 工序名称 激光切割 分类 材质 铝合金 mm/min 碳钢 不锈钢 材质 铝合金 mm/min 碳钢 不锈钢 长度 <1000mm min/刀(弯) <2000mm <3000mm min/只 min/只 min/个 min/个 单位 t=1-2 2000 2400 8000 t=3-4 2000 2000 6000 t=5-6 1600 2000 t=5-6 145 类别/标准定额 t=7-8 t=10 1600 t=7-8 130 80 t=12 1 1.5 1.8 1400 t=10 120 75 t=12 70 70 t=16 50 50 t=20 30 30
2
水刀切割
3 4 5 6 7
折边 内装吊挂壁下料 内装吊挂壁铣孔 钻床扩孔 钻床扩孔
8Leabharlann 龙门加工mm/min
mm/min
9
五轴加工 mm/min
10 11 12 13
拉铆铆钉 压铆铆钉 MIG焊接 TIG焊接
min/只 min/只 mm/min mm/min
t=1-3 0.5 1 1.2 2.5 3 0.5 0.5 外形 端墙板 360 铣筋 吊挂壁 170 满刃切削 φ 32铣刀 (铝材) 200 小切深(钢 φ 32铣刀 材材) 250 切割端头 吊挂壁 400 铣外形 平顶板 380 铣筋 吊挂梁 380 铣筋 门柱 380 0.42 0.33 600 150
工时定额公式
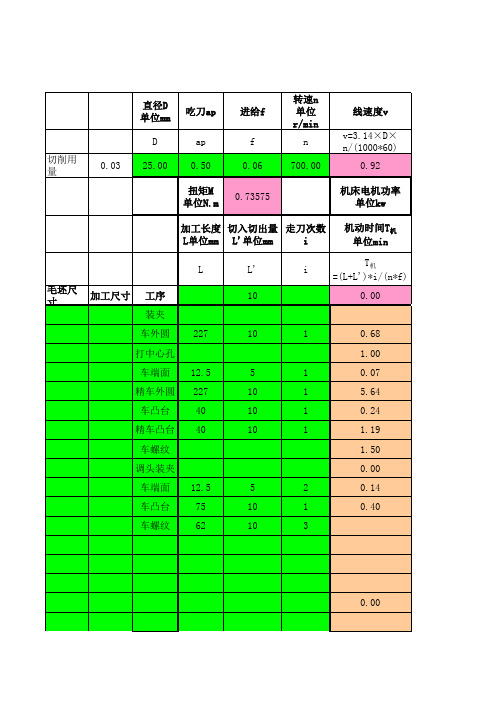
加工长度 切入切出量 走刀次数 L单位mm L'单位mm i L 毛坯尺寸 加工尺寸 工序 装夹 车外圆 打中心孔 车端面 精车外圆 车凸台 精车凸台 车螺纹 调头装夹 车端面 车凸台 车螺纹 12.5 75 62 5 10 10 2 1 3 12.5 227 40 40 5 10 10 10 1 1 1 1 227 10 1 L' 10 i
工时定额计算公式模
直径D 单位mm D 切削用量 0.03 25.00 吃刀ap ap 0.50 扭矩M 单位N.m 进给f f 0.06 0.73575 转速n 单位 r/min n 700.00 线速度v v=3.14×D× n/(1000*60) 0.92 机床电机功率 单位kw 机动时间T机 单位min T机 =(L+L')*i/(n*f) 0.00
0.05 进给f 转速n
ห้องสมุดไป่ตู้0.5
700
0.5 0.06 0.3 0.06 0.05 0.4 0.5 0.3
500 700 700 700 220 400 500 700
0.00
0.5
0.2
280
0.00
21.50
6.47
30
T准结 准结时间
0.68 1.00 0.07 5.64 0.24 1.19 1.50 0.00 0.14 0.40
0.00
装卸
各部分累计: 本批次加工数量: 10 本批次加工总时间:
10.86 418.36
工时定额计算公式模板
单位时间 切削力Fz 单位切削力p 内金属切 单位N 单位N/mm2 除量 Fz=p×ap Zw=1000× Fz/(ap×f) ×f ap×f×v 58.86 2.2 1962.00 允许使用功率 功率系数0.85 27.48 1.87 单位切削功率 kw/mm3.s-1 Pe=p*10-6 0.001962 切削功率Pm 单位kw Pm=Pe×Zw 切削功率Pm 单位kw Pm=Pe×Zw 0.05
工时定额计算手册
工时定额计算手册目录一. 普通车床 (6)1.车床时间定额标准(通用部分) (6)2.C615~C618时间定额标准 (16)3.C620时间定额标准 (20)4.C630时间定额标准 (24)5.C650时间定额标准 (28)二.镗床 (32)1.镗床时间定额标准 (32)三.立式机床 (38)1.立式机床时间定额标准 (38)四.龙门刨床 (42)1.龙门刨床时间定额标准 (42)五.牛头刨床 (46)1.牛头刨床时间定额标准 (46)六.磨床 (48)1.平面磨时间定额标准 (48)2.外元磨时间定额标准 (53)3.内元磨时间定额标准 (58)七. 铣床 (62)2.铣床时间定额标准(二) (70)八.制齿机床 (75)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (75)九.拉床 (82)1.拉床时间定额标准 (82)十.插床 (86)1.插床时间定额标准 (86)十一钻床 (88)1.钻床时间定额标准 (88)十二. 钳工 (94)1.钳工时间定额标准(一) (94)2.钳工时间定额标准(二) (98)3. 钳工时间定额标准(三) (104)十三. 冷冲模 (110)1.冷冲模装配时间定额标准 (110)十四. 冲床 (116)1.冲床时间定额标准 (116)十五. 锻造 (123)2. 锻造时间定额标准(二) (127)十六. 铸造 (131)1.铸造时间定额标准 (131)2. 铸造复杂程度分类 (139)十七. 铆工 (145)1.铆工时间定额标准(一) (145)2.铆工时间定额标准(二) (151)3.铆工时间定额标准(三) (154)十八. 点焊 (158)1.电焊焊接时间定额标准 (158)十九.木型 (166)1.木型制造时间定额标准(一) (166)2.木型制造时间定额标准(二) (172)二十. 喷漆 (177)1. 喷漆时间定额标准 (177)附录 (182)一.冷冲模赚装配复杂程度分类 (182)二.公式时间定额标准,设备适用范围及工序内容 (203)三. 应用举例 (209)1.车床C620加工例题 (209)2.2.5m立车 (218)3.镗床例题 (220)4.Z525 (222)5.龙门刨(6M) (225)6. 牛头刨 (230)7.15 吨冲床 (232)8.M7120—M131W (234)9.M7120 (235)10.M131W (237)11.设备Y38 (239)12.设备B516K (240)13.设备L6110 (242)14. 设备X52 (244)机床 分类 T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618 C620 C630 C650 一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2598
230h/T
0.000
0
130h/T
2560 2.560
333
范围 CCC分级调质机
X≤25 X≤25 X≤25 X≤25 X≤1.3 2.8<X≤4
CCD分级干燥器
二级吸皮器
旋转喂料器
喷射干燥机
气流干燥机 DDS
DDD
CDD 康宝塔 康宝塔(滞留塔) 康宝塔(填料塔) 回转干燥机 磷脂干燥器 VSC调质机-加热段 VSC调质机-进料段 VSC调质机-进风段 VSC调质机-出风段 VSC调质机-卸料段 DDD夹套制造 方型浸出器-碳钢 方型浸出器-不锈钢 环型浸出器-碳钢
1
一类压 力容器
1.1
非特殊设备 且无特殊装
1
139
140.736
3329.0 3.329 碳钢
1
固定管板 列管式
1
ASME压 力容器
1.3
非特殊设备 且无特殊装
1
609
75.000
116.0 0.116
9
105.000 23718.0 23.718
2490
80.000 47/套
30128.0 30.128 4
序 号
设备名称
A FEC-平刮板 输 送 设 备
型号
25 25 25 25
设备种类
刮板制作 装配 中间段
头尾装配
头段尾段
B 容器
容器
C 换热器
换热器
D 环型浸出器-碳钢 ≥2500T 主设备
DC壳体
DC夹套 DT DC
直径> 3600 直径≥ 3200
直径5500
旋转阀制造工时
搅拌器制造工时
基本定额工时Y
方形容器
平底伞盖
锥底椭圆盖
非特殊设备且无 特殊装置 带搅拌容器
带盘管容器
带夹套容器
汽提塔
吸收塔 解析塔 换热管即胀接有 焊接
环型浸出器-气相不锈 钢 环型浸出器-全不锈钢 环型浸出器-管道组装
FEC-密封绞龙
FEC-绞龙 FEC-平刮板 FEC-弯刮板 FEC-提升机 TRAMCO-平刮板 TRAMCO-弯刮板 TRAMCO-提升机
固定管板列管式
无RT检测
U型管束式
局部RT检测
双壳程固定管板列管式 一类压力容器
浮头式
二类压力容器
平底盖
ASME压力容器
椭圆底平盖
PED压力容器
双椭圆封头
锥底平盖
制造净重 (Kg)
工时计重 (T)
材料
材料 系数
结构
结构 系数
技术 要求
技术要 求系数
特殊装置
特殊装 置系数
定额工时
1.000
0.000
120.000 1254.3 1.254
273
32.000
1.0 1.000
160.000
565.5 0.566
387.800
327.0 0.327 碳钢
1
双椭圆封 头