滨州整体吊弦安装使用说明书
吊弦安装及装配解析

13 安全帽
顶
作业人员每人 1顶
14 电验电器 27.5KV 套 2
由NordriDesign™提供
1 接地线 6
组2
1 钢丝刷
把2
LOGO
生命才是真实的:在你的心跳时你可 以感觉到它,在你血脉中可以感到它 的震颤,生命遍地都是--在花中在 河流里,在星星中
4.1 流程图
念
1.理 念
4.2方法 4.2.1 作业准备 按规程要求填写工作票并交付工作领导人,工 作领导人向作业组全体成员宣读工作票、分工并进 行安全预想,检查工具、材料。 4.2.2 完成安全措施 做好安全措施,工作领导人确认完成安全措施后, 通知各作业组开工。 4.2.3测量检查 ①测量吊弦偏移 A把线坠挂在承力索吊弦线夹处,记下线坠在地面 的投影。 B把线坠挂在接触线吊弦线夹处,记 下线坠在地面的投影。 C用钢卷尺量出两投影间的距离H。 D用钢卷尺量出吊弦的长度L。 E计算出吊弦的偏移E=H/L。 •F利用安装曲线图查出当时温度的吊弦偏移值,比 较计算的E值是否符合标准。
3.3 主要材料设
备
序 号
名称
规格
单 位
数 量
备注
1
吊弦
10m m2
套
适 量
2
铁线
φ4.0 mm
kg
适 量
3
铁线
φ2.0 mm
kg
适 量
4 砂纸
张2
5
电力复 合脂
K适 g量
1.理 念
1.理 念
3.4所需资料: 接触网平面布置图(对应检修区段)、 吊弦安装位置参数、承力索及接触线安 装曲线。
1.理 4、检修流程、项目及方法
C安装吊弦: a、在承力索处涂抹适量导电膏,将承力索吊 弦线夹线安装在承力索上,并在承力索和线夹中 间安装线卡子,用扭矩扳手拧螺母至设计力矩, 同时按要求安装防松垫片。 b、将接触线吊弦线夹与接触线接触部位涂 抹适量导电膏,并将其卡住接触线沟槽,用扭矩 扳手拧螺母至设计力矩,同时按要求安装防松垫 片。 c、拆除铁线。 4.2.4.3吊弦线出现断股、散股、烧伤等本身 缺陷
接触网工程载流式整体吊弦整体吊弦测量预制安装施工作业指导书

接触网工程载流式整体吊弦整体吊弦测量预制安装施工作业指导
书
第一节载流式整体吊弦(整体吊弦)测量
一、施工准备
1、劳动组织
2、工机具
二、工艺流程图
三、操作方法
1、施工准备
①承力索架设并超拉完毕,完成承力索座归位和中锚安装后,可进行吊弦测量。
②将当天所测量支柱号及安装图号提前填入记录表中。
2、测量悬挂点承力索高度
将多功能接触网检测仪放置在悬挂点下轨面上,操作检测仪,测出承力索距轨水平面的距离值报记录人。
3、测量跨距
一人拉尺头,一人拿尺尾,其余一人中间扶钢尺,并拿平面图或事先将当天测量跨记录在一张纸上,向拿钢尺人报设计跨距数,一般每跨分两尺测完,如与实际不符,将测得的值进行加减后报记录人。
4、结束
完成当天任务,收回工具、材料,施工负责人整理测量记录,填写施工记录。
四、技术标准
1、直线沿一轨测量。
2、曲线沿外轨测量,但要注意“直缓”,“缓圆”点的位置,将准确位置距支柱值测出报记录人。
五、注意事项
防护人员按安全技术规定负责防护。
载流式整体吊弦计算测量记录表
区间(站)上(下)行第锚段(道)附表1
月日。
整体吊弦
整体吊弦在常速电气化铁路接触悬挂上,一般采用环节吊弦,通过长期运行实践证明,用渡锌铁线制作的环节吊弦,普遍存在着安装精度差,接触线高度需经常调整,在有电分段处如绝缘锚断关节,因吊弦分流而烧断吊弦的事故。
在高速电气化铁路接触悬挂结构上,对导线高度要求十分严格,即各悬挂点导线高度必须等高,其相对误差越小越好,吊弦要有较高的可靠性,并能在大电流系统中,具有一定的导电性能,为使我国高速接触悬挂安装水平与国际水平接近,目前已在京郑线和广深线上普遍采用整体吊弦。
整体吊弦采用铜合金铰线或不锈钢,两端通过压接方式与吊弦线夹连接,其最大拉伸工作荷重不得小于1KN,与承力索、接触线间的滑动荷重不得小于1.0KN,吊弦综合拉断力不小于4.0KN。
整体吊弦具有如下特点:1、采用整体导流式吊弦结构由于吊弦与线夹间为压接连接工艺,机械强度高,在电气上具有不间断性,可承受一定的电流,避免了环节吊弦产生的磨损和电火花烧伤等情况。
2.耐腐蚀,寿命长,适用机械化加工制作,有利于批量生产。
3、经过精确计算后,一次性安装不需调整,减轻了维修工作量。
为了保证整体吊弦的安装要求,应从设计、施工与维修等方面考虑。
首先在设计上,要合理控制锚段长度,提高补偿器的传动效率,减少坠砣串重量误差,在高速铁路区段,一般采用铸铁坠砣,避免因混凝土坠砣吸湿性而带来误差,要合理选配腕臂,水平拉杆等支撑结构,保证导线高度满足技术要求。
在维修和施工中,要提高腕臂、水平拉杆的预配精度。
目前,已有专门软件,在计算机上对腕臂、水平拉杆等结构尺寸进行精确计算。
要改善测量手段,提高测量和安装精度,特别是悬挂点两侧吊弦的位置,应准确测量,避免安装后人为调整,维修中应注意与工务部门配合,随时监视工务维修动向,保证高速区段导线高度误差不超过20mm.。
接触网整体吊悬安装—预制(指导书)
整体吊弦安装—预制1适用范围适用于整体吊弦预制。
2作业准备2.1内业技术准备作业指导书编制后,应在开工前组织技术人员认真学习实施性施工组织设计,阅读、审核施工图纸,澄清有关技术问题,熟悉规范和技术标准。
制定施工安全保证措施,提出应急预案。
对施工人员进行技术交底,对参加施工人员进行上岗前技术培训,考核合格后持证上岗。
2.2外业技术准备组建专业预配组,负责整体吊弦预配工作。
3技术要求(1)吊弦预配数据是根据CATLAB软件的计算结果进行预配;(2)吊弦下料、测量、制作在中心料库采用专用预制平台进行,压接工具采用厂家提供或指定的压接工具及模具;(3)吊弦用各种零配件表面光滑无毛刺,各部尺寸应符合设计要求;(4)吊弦线应无散股、断股现象,截面应符合设计要求;(5)吊弦两端两压接套环应在同一平面内,两端线鼻子的弯曲方向相反;(6)吊弦制作完成后应进行复测,长度偏差不应大于1.5mm;(7)载流环的长度符合设计要求(一般为320mm)。
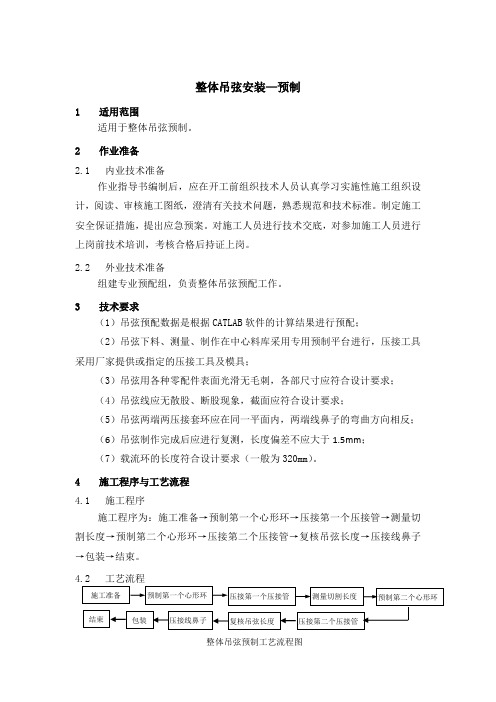
4施工程序与工艺流程4.1施工程序施工程序为:施工准备→预制第一个心形环→压接第一个压接管→测量切割长度→预制第二个心形环→压接第二个压接管→复核吊弦长度→压接线鼻子→包装→结束。
4.2工艺流程整体吊弦预制工艺流程图5施工要求5.1施工准备(1)领取预制计算单并根据预制计算单和载流式整体吊弦的部件(详见图1)和整体吊弦类型(详见图2)从库房领取预制所需数量。
检查外观质量并放置在预配作业台旁;24311---线鼻子2---吊弦线3---压接环4---心形环图1 载流式整体吊弦部件图A B CA---载流整体吊弦B---整体吊弦C---滑动整体吊弦HTS---承力索上的吊弦线夹HFD---接触线上的吊弦线夹GHTS---承力索上的滑动吊弦线夹1---线鼻子3---压接环4---心形环5---线夹图2、整体吊弦的类型(2)预制前应将适当长度的吊弦线进行适度预张拉。
(3) 吊弦预制单说明。
整体吊弦预制
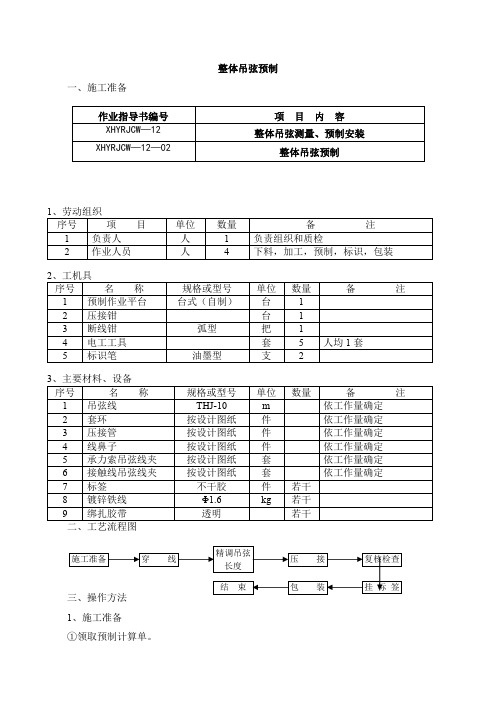
整体吊弦预制一、施工准备1、施工准备①领取预制计算单。
②依据计算单领取当日加工材料,并对其进行外观质量检查。
③检查制作工具及检测工具。
2、穿线①从线盘拉出一定长度的吊弦线,将线头散股部分用弧型断线钳剪掉。
②将吊弦线绳穿入压接管,再将线头回头从压接管穿出,穿另一压接管,并回头后穿回(如图)。
③在第二个压接管的吊弦绳回头内套入套环。
④将穿入压接管与镶入套环的线头一端拉紧,同时将压接管上推,使吊弦线与套环圆弧密贴。
回头线从套环中心到线头长度为275mm。
⑤用上述3、4方法,按计算长度减承力索、接触线线夹长度调整到位。
留出275mm回头,剪断吊弦线。
3、精调吊弦长度①可先将一头压接。
另一头挂在滑动的柱上拉直。
③长度与计算尺寸相等,可进行下一步骤压接。
如偏差过大应调整,再重复测,直到达到精度要求。
4、压接①用德方提供的压接钳压制压接管。
②将线鼻子套入线头,用德方提供的压接钳,压接好线鼻子。
5、复核检查对压接好的成品吊弦应进行复核检查,总长度超过1.5mm视为不合格品,应另加工。
6、挂标签将吊弦顺号标签捆绑在吊弦压接环上。
7、包装①一跨吊弦扎一捆,扎时应理顺,用Φ1.6不锈钢丝最少扎两道(两端),在绑扎线上标上跨距支柱号。
②一个锚段扎一大捆,标上区间锚段号。
然后按站、区分装,并予以标识。
8、结束负责人填写预制记录。
四、技术标准1、THJ铜绞线无散股、断股等现象,截面尺寸符合设计要求。
2、零配件表面光滑无毛刺,各部尺寸符合设计要求。
3、两端回头揻制方向相反。
4、吊弦长度偏差为1.5mm。
5、两套环应在同一平面内。
6、两端线鼻子的弯曲方向相反。
7、吊弦标签应标明××锚段××#--××#第×根吊弦。
五、注意事项1、不合格产品严禁使用。
2、试验段应将承、导吊弦线夹连在一起进行精度复测,以保证其精度(平台上固定钢筋改为导线即可)。
3、在捆装过程中,应保证吊弦线顺直,不弯曲变形,必要时在每扎吊弦内垫一根小木方。
整体吊弦管理_整体吊弦安装_整体吊弦操作

使用前请仔细阅读说明书
整体吊弦
产品介绍
分为2种:压接式整体吊弦和螺栓可调式整体吊弦(JL9303)。
压接式整体吊弦是将确定好长度的整体吊弦线与承力索吊弦线夹及接触线吊弦线夹分别压接固定(可在工厂或施工现场的加工车间进行压接),施工时可一次安装到位,不需要调整。
螺栓可调式整体吊弦是先将吊弦线与接触线的吊弦线夹进行压接固定,而与承力索的吊弦线夹的连接则是根据现场实际情况调整好吊弦线长度后再用螺栓固定,这种吊弦的特点是适应于吊弦长度变化无规律的地方,如有集中荷载的跨距及其它在安装及运营中需要调整吊弦长度的地方(如各种卡绝缘子串、线岔、分段绝缘器、中心锚结等位置)。
可调式绝缘型整体吊弦包括不锈钢钢丝绳、钢丝绳两端的上部和下部弦环、塑料开口绝缘衬套、不锈钢U形卡、连接螺丝、带槽螺栓、压绳垫片等零部件组成。
其特征在于开口绝缘衬套与承力索之间绝缘,使吊弦不导流,避免了电火花烧伤吊弦。
整体吊弦检修作业指导书

标准值:设计值。
安全值: 160km/h及以下区段≤12m。
限界值:160km/h及以下区段≤15m。
相邻吊弦高差
标准值:相邻吊弦高差≤10mm。
安全值:V≤120km/h时,相邻吊弦高差≤50mm;120km/h<V≤160km/h时,相邻吊弦高差≤20mm。
限界值:同安全运行值。
4
吊弦偏移超标调整
c、拆除铁线。
吊弦状态
1吊弦的长度要能适应在极限温度范围内接触线的伸缩和弛度的变化,否则应采用滑动吊弦。
2整体吊弦:吊弦预制长度应与计算长度相等,误差应不大于±2mm。吊弦截面损耗不得超过20%。
6
吊弦线出现断股、散股、烧伤等本身缺陷调整
更换吊弦。
7
接触线吊弦线夹倾斜调整
松开接触线吊弦线夹,用接触线扭面器扭正接触线面(方法见接触线检修工艺),然后紧固接触线吊弦线夹。
n、固定线鼻子在压接钳口位置,压接第一个压痕和第二个压痕。
o、重复上述程序固定压接另一头的线鼻子,并注意线鼻子的相对位置。
C安装吊弦:
a、在承力索处涂抹适量导电膏,将承力索吊弦线夹线安装在承力索上,并在承力索和线夹中间安装线卡子,用扭矩扳手拧螺母至设计力矩,同时按要求安装防松垫片。
b、将接触线吊弦线夹与接触线接触部位涂抹适量导电膏,并将其卡住接触线沟槽,用扭矩扳手拧螺母至设计力矩,同时按要求安装防松垫片。
3
测量检查
①测量吊弦偏移
A把线坠挂在承力索吊弦线夹处,记下线坠在地面的投影。
B把线坠挂在接触线吊弦线夹处,记下线坠在地面的投影。
C用钢卷尺量出两投影间的距离H。
D用钢卷尺量出吊弦的长度L。
E计算出吊弦的偏移E=H/L。
整体吊弦
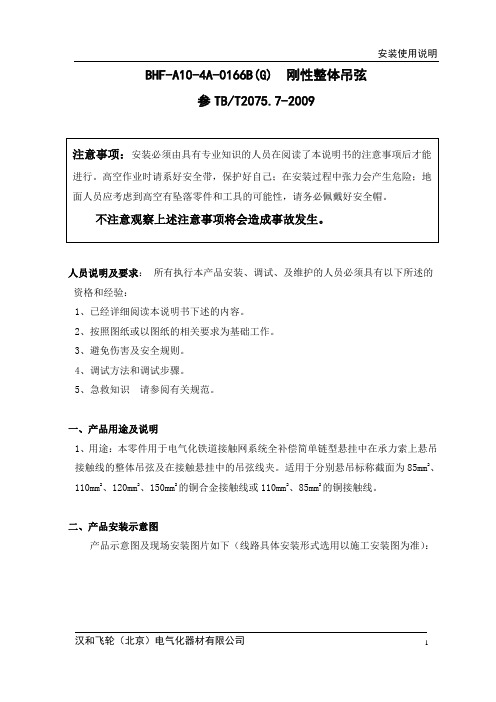
BHF-A10-4A-0166B(G) 刚性整体吊弦参TB/T2075.7-2009人员说明及要求:所有执行本产品安装、调试、及维护的人员必须具有以下所述的资格和经验:1、已经详细阅读本说明书下述的内容。
2、按照图纸或以图纸的相关要求为基础工作。
3、避免伤害及安全规则。
4、调试方法和调试步骤。
5、急救知识请参阅有关规范。
一、产品用途及说明1、用途:本零件用于电气化铁道接触网系统全补偿简单链型悬挂中在承力索上悬吊接触线的整体吊弦及在接触悬挂中的吊弦线夹。
适用于分别悬吊标称截面为85mm2、110mm2、120mm2、150mm2的铜合金接触线或110mm2、85mm2的铜接触线。
二、产品安装示意图产品示意图及现场安装图片如下(线路具体安装形式选用以施工安装图为准):三、机械性能1、整体吊弦的拉伸荷重为不小于1.47kN。
2、整体吊弦与接触线和承力索之间的滑动荷重不小于0.98kN。
3、接触线吊弦线夹弯矩荷重为24.5N。
4、整体吊弦及吊弦线夹的最大垂直工作荷重为1.3kN。
5、吊弦线夹的垂直破坏荷重不小于3.9kN。
6、吊弦线拉断力的不小于5.67kN。
7、接触线吊弦线夹与接触线间的滑动荷重不小于1.0kN。
8、承力索吊弦线夹与承力索间的滑动荷重不小于1.0kN。
9、压接后,吊弦线与压接管间的滑动荷重不小于3.9kN。
四、安装方法1、根据安装示意图或装配图材料表检查零部件是否齐全;检查零件是否有影响使用的质量缺陷或变形;线夹本体型号与线型规格是否一致;紧固件之间的配合是否灵活。
2、出厂前按照规定测尺寸将吊弦的压接加工完成。
3、根据现场的实际安装高度,结合使用吊弦弯曲设备弯曲吊弦。
弯曲设备的使用方法详见吊弦弯曲设备使用说明书。
3、从承力索上方,将吊弦沿着开口旋转,套在承力索上。
4、将保护套的尼龙套A、B片套在承力索上同时让吊弦套在尼龙套上,用开口销锁紧。
5、将螺栓松开,把螺纹夹板和螺孔夹板的牙型嵌入接触线的沟槽内摆正,用7毫米六方扳手拧紧特殊螺栓,再用扭矩扳手紧固达到34 N.m。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整体吊弦TB/T2075.8C-10
1、用途:
本零件用于在全补偿链型接触悬挂中悬吊接触线。
整体吊弦组成:由接触线吊弦线夹、承力索吊弦线夹、心形环、钳压管、连接线夹、吊弦线等组成。
吊弦结构采用心形环结构,吊弦线在接触线端的连接采用钳压管压接连接。
压接方式采用现场预配,实际吊弦长度按施工要求确定。
为防止电流灼伤吊弦,吊弦线与承力索、接触线之间有可靠的电气连接和防护措施。
2、适用范围:
用于在截面为70mm2、95 mm2、120 mm2、150 mm2铜合金绞线承力索上悬挂截面为85mm2、120 mm2、150 mm2铜合金接触线。
3、材料
(1) 吊弦线采用铜合金绞线,由49 股单丝绞合。
线材符合TB/T3111-2005。
采用牌号为JTMH10 的铜合金绞线。
(2) 吊弦线夹本体采用铜合金CuNi2Si。
材料状态为R490 的铜镍硅合金板材。
(3) 止动垫圈、吊弦线固定螺栓、可调螺栓均按GB/T1220-2007,采用牌号为06Cr19Ni10。
螺母、心形环均按GB/T1220-2007,采用牌号为12Cr18Ni9的奥式体不锈钢。
螺栓技术性能满足A2-70 级。
(4) 钳压管、连接线夹均按GB/T5231-2001,采用牌号为T2 的加工铜,其机械性能应符合GB/T2040-2002 中M 状态的规定。
4、产品示意图
5、性能要求:
5.1 整体吊弦的最大垂直工作荷重为1.3kN。
5.2 整体吊线垂直破坏荷重不小于3.9kN。
5.3 整体吊弦与接触线及承力索之间的滑动荷重不小于1.0kN。
5.4 线夹本体的拉伸破坏荷重不小于3.9kN。
5.5 承力索、接触导线吊弦线夹紧固力矩为25N.m。
6、制造工艺
吊弦线夹本体、吊环、心形环、线鼻子采用金属模冲压工艺。
7、安装
7.1 压接吊弦线
7.2 压前准备:
7.2.1 压接工具是否使用灵活。
7.2.2 压接模型腔无缺陷,尺寸是否符合图纸要求,如工作中磨损过量,应立即更换压接模。
7.2.3 压接前要检查压接模型腔、钳压管、心形护环及压接用线规格的一致性。
7.2.4 必备的工、夹量具及其他辅助装置准备齐全。
如吊线定位、测长、剪切工具及量具等,以满足整体吊弦的压接质量,并保证压接过程安全、高效的完成。
7.3 压接
7.3.1 将线穿过钳压管,放入心形护环,线头从钳压管另一端穿出,用力使绞线缠紧心形护环,钳压管尽量靠近心形护环。
防止单丝未穿入及伤线现象,复查吊弦长度L值。
7.3.2 将穿好线的钳压管放入压接模,宽度方向垂直模腔放置,并保证钳压管中心与压接模型腔中心重合。
7.3.3 注意将长线侧放在一个腔槽的模具一侧,且压痕距压接管端面距离不小于5mm。
7.3.4 合模压接必须保证压接模具上下模合拢,无间隙,一次压接到位。
7.3.5 连接线夹的压接
7.3.5.1 将吊弦线端部穿入连接线夹压接孔底部,直接用六方型压接模压接。
压接图如图所示。
7.4 压接后的检验
吊弦线压接后的检验包括表面质量、牙型尺寸和滑移指标测试。
7.4.1 压接部位应光滑、无裂纹;
7.4.2 压接牙型尺寸的检验可以通过专用样板或检测模具的牙型尺寸来间接测量。
一般压接次数达到500 次后检查压接模具牙型尺寸磨损情况;
7.4.3 压接500 次以后进行对该批产品进行滑移指标测试。
7.5 线夹的安装
7.5.1(料库)车间预配
7.5.1.1 将承力索吊弦线夹螺栓松开、卸下,将吊环穿入压接好的吊弦线的一端心形护环之内,将吊环穿入压接好的吊弦线的一端心形护环之内,用螺栓将吊环、连接线夹和线夹本体连接,穿入双耳止动垫圈、螺母及螺纹卡子(螺纹卡子只对95、70 型)。
注意:螺母不紧固,止动垫圈不弯折。
7.5.1.2 同样,将接触线吊弦线夹螺栓松开、卸下,将吊环穿入压接好的吊弦线的另一端心形护环之内,将吊环穿入压接好的吊弦线的一端心形护环之内,用螺栓将吊环、连接线夹和线夹本体连接,穿入双耳止动垫圈、螺母。
注意:螺母不紧固,止动垫圈不弯折。
7.6 现场装配
7.6.1 将承力索吊弦线夹螺栓松开、卸下,线夹本体套在承力索上(注意一次找准悬挂点位置,一次套到位),线夹圆弧与承力索外圆要吻合。
将吊环穿入压接好的吊弦线的一端心形护环之内,用螺栓将吊环、连接线夹和线夹本体连接,穿入双耳止动垫圈、螺母及螺纹卡子,双耳止动垫圈的长肢与线夹本体端面垂直,止动垫圈的短肢与螺母六方面垂直,用手钳将止动垫圈的长肢弯折固定在线夹本体侧面,并轻轻敲击使密贴。
预紧螺栓,用扭矩扳手紧固至
25Nm,紧固时止动垫圈不得旋转,连接线夹与承力索成45°角。
最后将止动垫圈的短肢弯折固定在螺母最近的六方侧面,并轻轻敲击密贴。
7.6.2 将接触线吊弦线夹螺栓松开,线夹本体套在接触线上,并调整好位置,线夹牙型与接触线沟槽吻合。
用手钳将止动垫圈的长肢弯折固定在线夹本体侧面,并轻轻敲击使密贴。
预紧螺栓,用扭矩扳手紧固至25Nm,紧固时止动垫圈不得旋转,连接线夹与接触线成45°角。
最后将止动垫圈的短肢弯折固定在螺母最近的六方侧面,并轻轻敲击使密贴。
7.7 安装后检查
检查项目:承力索吊弦线夹、接触线吊弦线夹的紧固力矩、连接线夹压接后六方尺寸、连接线夹紧固后成45°角、连接线夹是否有裂纹、开裂。
止动垫圈长、短支掰动方向。
8、使用工具
8.1、压接:压接工具、压接模具、卡尺;
8.2、安装:扭矩扳手、扳手、钳子。
9、检查维护
9.1、定期进行检查。
9.2、线夹螺栓、螺母不应松动。
9.3、各装卡部位无松动现象。
9.4、压接处吊弦线应无相对滑动。
9.5、线夹与接触线及承力索之间夹持应牢固。