HDMI高频焊接工艺解析
HDMI产品制作工艺简介
HDMI CABLE 加工工藝簡介
十二、包美紋紙 用6mm寬美紋紙包住線皮約2mm及芯線和電子線. 美紋紙包2~3圈即可. 包后,美紋紙要捏緊,即美紋紙與芯線間可有空隙. 目的: 避免在啤內膽時,PE衝進芯線內,致使高溫湯 傷內鋁箔表層嘜啦,從而導致絕緣. 十三、啤內膽<一> 目的: 固定芯線和排線膠. 內膽模依外模大小同而同. 十四、線 將膠邊之芯線直並分開,以方脫芯.
HDMI CABLE 加工工藝簡介
十、組裝膠 & 十一、全檢組裝 HDMI排线胶是我司开发的独特专胶.采用此排线胶来定位芯线,使产品生 产性能加稳定,品质加可靠. 目前我司已產之HDMI膠規格有 30AWG,28AWG,25AWG 三种.
30AWG排線膠
28AWG排線膠
≦11mm
25AWG排線膠 組裝重點: 1. 所有電子線全部在一起並後翻.(目的:加快組裝速) 2. 電子線後翻位置依實際而定.(目的:避免交叉) 3. 編織地線要至膠偶PIN孔側. 4. 組裝后,地線套管口要抵到膠孔. 5. 脫皮口至膠內側間距為: ≦11mm.
hdmi焊接

hdmi线怎么焊接很简单,在百科上面找到接点,一一对应的焊上去。
注意视频信号组线,与控制信号单线不要焊错点位。
向焊接普通电线一样,用电烙铁、焊锡、松香焊接。
按原来颜色对接线就行。
注意,金属网也要接好,并注意不能与其他线接触(短路)。
接的好,不影响效果。
接不好就不能看。
HDMI转DVI-D焊接方法:HDMI(Male) DVI-D18+1(Male) 定义HDMI(Male) DVI-D18+1(Male) 定义1 2 T.M.D.S DATA2+ 11 22 T.M.D.S DATA CLOCK屏蔽2 3 T.M.D.S DATA2屏蔽12 24 T.M.D.S DATA CLOCK-3 1 T.M.D.S DATA2- 13 N.C.Consumer Electronics Control4 10 T.M.D.S DATA1+ 14 N.C.Reserved (in cable but N.C. on device)5 11 T.M.D.S DATA1屏蔽15 6SCL(DDC时钟线)6 9 T.M.D.S DATA1- 16 7SDA(DDC数据线)7 18 T.M.D.S DATA0+ 17 15DDC/CEC Ground8 19 T.M.D.S DATA0屏蔽18 14 +5V电源线9 17 T.M.D.S DATA0- 19 16 热插拔探测线10 23 T.M.D.S DATA CLOCK+自己动手焊接一根HDMI!首先搞定线序问题。
这个是HDMI 线的断面图。
剥开后是这样的其中,有4组是带屏蔽的。
即“1”,“2”,“3”,“4”,每组3根线,其中一根接地线,一跟为白色。
各自线的内容下图。
发表于2009-1-15 10:15 资料个人空间短消息加为好友声学处理-上海季花-声学扩散板制作专家!HDMI插头焊接有正反2面。
一面9个焊接点,一面10个焊接点。
网络上的技术大全,看不懂。
我直接上个最直接的吧。
HDMI线缆焊接
焊接一根HDMIIT 2009-06-17 18:00 阅读61 评论0字号:大中小忘记预埋HDMI的人是可耻的。
我就最可耻的那种。
装修的时候仅预埋了2根2CMPVC管。
随后自己穿了3根色差。
当初根本不知道2年后出了个1080P这个DD,也根本没想到HDMI这个东西效果如此精准。
同样的投影同样的幕布,仅一线之差效果如此之大,看了之后耿耿于怀。
草拟了4个方案。
1,找无线对接的机器,希望可以找到无线来连接,即一头接DVD一头接投影。
中间无线传输。
靠,天价啊,好象SONY出了个,至少网上有,价格大概6千多,还不知道什么时候可以买。
2,HDMI延长器。
,就这个东西。
一头接DVD一头接投影,中间用超5类网络线2根连接。
据说效果不错,而且2根CAT5完全可以从我的2CMPVC管轻松穿过。
3,翻地板,把原先装修的地板拆出来,重新埋根新HDMI,然后重新把地板铺上。
地板拆装损耗率未直,踢脚线估计大半费掉了。
损耗掉的地板补货极可能产生色差。
另外老婆一票否决。
么办法。
4,自己焊一根HDMI。
这个我朋友建议。
即买一根HDMI散线,插头。
穿完线之后自己焊头子。
有了朋友支持,于是上淘宝,购买散线,找功略,买头子,电烙铁,焊锡,松香,剥线钳,7788下来7.5米康百纳1。
3 版本。
3个插头,等等大概消费300元RMB。
首先搞定线序问题。
这个是HDMI 线的断面图。
剥开后是这样的其中,有4组是带屏蔽的。
即“1”,“2”,“3”,“4”,每组3根线,其中一根接地线,一跟为白色。
各自线的内容下图。
HDMI插头焊接有正反2面。
一面9个焊接点,一面10个焊接点。
网络上的技术大全,看不懂。
我直接上个最直接的吧。
灰色代表1,2,3,4的4组。
地线可以不焊接。
反正我没焊接也接通了。
焊接的关键是得保证每根线都一样长剥出来的金属丝也得保持一样长.否则可能焊接到最后一根的时候你发现线不够长不能把线弄的一团乱麻,必须整理整齐.接下来开始讲讲焊接心得在各位鲁班面前摆弄下了.本人非焊接专业人员,除了大学读书的时候焊接过2个接头以外,电烙铁几乎没碰过.现在要焊接那么复杂一东西,只能不焊地线了.首先剥线开始,自己弄插座的时候用火柴一烧,皮就去了,但是这个线很细很细,大概也就0.5毫米还不到点把,怕烧断了.剪刀怕剪断,于是买专门的剥线嵌,国产的,价值RMB20块.买时还跟老板开玩笑说我只用一次,用完还你,能否便宜点?先用剪刀剪出个整齐的断面,为了里面的19根小线一样长度.然后把皮去了,把屏蔽的金属网也去了,把屏蔽的锡纸也剪了,也就是狼友们剥MM衣服一样认真仔细轻柔利落地把所有障碍物给去了.剥线,个人觉得满关键的,我一共焊接了2个头子,第一天晚上朋友帮我焊,水平很好,但是用剪刀剥这些线剥掉1个多小时.第二天我自己焊,用剥线嵌,几分钟搞定,科技的力量啊.要比焊接的长度多剥几个毫米!!!避免有些烧友说的到最后一根线死活长度不够焊接不上去.比如插头上给焊接留的长度是2.5毫米左右,那么你最好剥出5毫米的金属丝.然后焊接每一根之前剪掉前面的2.5毫米.全剥干净了就得调情了,上焊锡.把插头上的焊锡跟线头上的焊锡都弄个一点点上去,要配合松香,要少点要均匀.还有线头上完之后,剪掉多余长度就一根根按照线序的图纸对号入座,把线头按在插座上,用尖头的电烙铁用点松香,往上那么轻轻一点,就完了.焊接完了就这样的了.大家自己一YY了.但是我的投影机背后只有DVI插口.于是我用HDMI转DVI头来转.网上有文章说,这样转换的话,会有13%的灰阶损失,会造成黑块增大不够透,缺层次.这个问题我好象有,就是不知道如何处理,还望各位大侠指点.。
hdmi生产工艺
hdmi生产工艺HDMI(High-Definition Multimedia Interface)是一种高清晰度多媒体接口,被广泛用于连接电视、显示器和音频设备等。
HDMI生产工艺是指HDMI接口的制造过程,下面将对HDMI 生产工艺进行详细介绍。
HDMI接口的生产工艺主要包括以下几个关键步骤:1. 制备基板:HDMI接口的制作需要首先准备相应的基板。
基板是HDMI接口的主要组成部分,它通过特殊的工艺制作而成,通常采用高纯度的石英玻璃或陶瓷材料。
2. 芯片封装:HDMI接口中的芯片是关键部件,它负责信号的传输和处理。
芯片制造过程包括芯片设计、蚀刻、薄膜沉积和封装等步骤。
芯片封装是将芯片封装到外壳中,通常采用焊接或黏合的方法。
3. 连接线制作:HDMI接口中的连接线负责信号的传输,它通常由铜线和绝缘材料组成。
制作连接线的关键是确保良好的电气特性和机械性能,通常采用绞合和电镀等工艺。
4. 外壳注塑:HDMI接口的外壳一般采用注塑工艺制作。
注塑是将熔融的塑料注入到模具中,并通过冷却固化成型。
外壳注塑需要考虑外形设计、材料选择和注塑工艺参数等因素。
5. 光学部件制作:HDMI接口中涉及到光学传输的部分,如光纤和光电元件。
光学部件的制作包括光纤拉丝、光纤连接和光电元件的组装等步骤。
6. 总装和测试:HDMI接口的总装通常包括将各个部件组装在一起,并进行功能测试和质量检验。
测试主要包括信号传输、电气特性和机械性能等方面的检测。
以上是HDMI接口的生产工艺的一般步骤和关键技术。
随着技术的不断发展,HDMI接口的生产工艺也在不断进步和改进,以满足市场对高清晰度音视频传输的需求。
同时,HDMI接口的生产工艺还需要考虑环保和可持续性发展等因素,以减少对环境的影响。
高频焊接工艺技术方法
感应圈的放置位置 感应圈的放置位置是指感应圈与钢管同中 心线时感应圈前端距挤压辊中心线的距离, 它对焊接操作有很大的影响。距离较远时, 加热时间长,热影响区宽,焊接质量下降; 并且焊接速度下降,电耗增加,生产率降 低;距离过近时,感应圈容易接触挤压辊 辊环,烧毁挤压辊。
阻抗器的作用 阻抗器由导磁芯棒和安放导磁芯棒的外壳 等组成。导磁芯棒是一种强导磁体,属于 铁素体铁芯,一般称作铁淦氧或磁棒。外 壳一般用非导磁材料制造:胶木,环氧树 脂,铝合金或铜等。
磁棒(阻抗器)要求
管径 1/2" 3/4" 1" 1 1/4" 1 1/2"
阻抗器的放置位置对焊接的影响 位置对焊接速度有影响。阻抗器应放置在V 形区加热段,中心线与管筒中心线一致, 管筒边缘上方应放置铁淦氧;b、对焊接质 量有影响。阻抗器前端在挤压辊中心位置 处时,焊管的压扁试验和扩口试验为最好, 超出或不到挤压辊中心时,焊接强度都有 下降。
开口角对高频焊接的影响 开口角指钢带在挤压辊成型时形成的V形区 的夹角,对焊接效果也有影响。角度小时 邻近效应强,增加了电流的密度,使热量 增高,有利于焊接。但角度也不宜过小, 过小时缝隙过狭,容易跳火放电,影响焊 缝质量。一般开口角在4°—7°范围内。
阻抗器的作用 增加管背感抗、减少沿内外圆周表面的电 流分流损失,增加沿V形区的有效电流,从 而提高焊速。感应焊时加阻抗器几乎可提 高焊速一倍;b、集中焊缝磁场。管坯内部 放阻抗器,焊缝上部放铁淦氧以后可以使 磁场集中于焊缝区,从而提高V形区电流, 提高焊速;c、增强电磁感应效果,提高焊 接电压和焊接电流。
高频焊接工艺课程培训
讲师:赫明 2015年06月6日
永远不要对客户说不, 客户需求就是我们的追求!
高频焊原理

高频焊原理1. 简介高频焊是一种常用的金属焊接方法,其原理是利用高频电流在金属接头处产生热量,使金属接头熔化并形成焊接。
高频焊广泛应用于管道、线材、板材等金属制品的生产过程中,具有焊接速度快、焊缝质量好、效率高等优点。
2. 高频焊的基本原理高频焊的基本原理是通过高频电流在金属接头处产生热量,使金属接头熔化并形成焊接。
其具体步骤如下:2.1 高频电源高频电源是高频焊的核心部件,它将低频电源的交流电转换为高频电流。
高频电源通常采用电子管、晶体管等器件产生高频电流,并通过电感、电容等元件进行调节和滤波。
高频电源的频率通常在10kHz至500kHz之间,根据焊接需求进行调节。
2.2 电极与工件在高频焊过程中,通常需要使用两个电极分别与工件接触。
其中一个电极作为主电极,通过高频电流传导热量到工件上;另一个电极作为辅助电极,用于引导电流流动和稳定焊接过程。
2.3 热效应当高频电流通过电极流过金属接头时,由于金属的电阻,电流会产生热量。
这种热量称为焊接热效应,它会使金属接头局部加热并达到熔化温度。
2.4 熔化与扩散随着焊接热量的增加,金属接头开始熔化。
熔化的金属会通过表面张力和压力的作用,填充接头间隙并形成焊缝。
同时,焊接区域的金属也会发生扩散,使焊接区域的金属结构得到改善。
2.5 冷却与固化当高频电流停止时,焊接区域的金属开始冷却。
在冷却过程中,熔化的金属会逐渐固化并形成焊接接头。
焊接接头的质量取决于冷却速度和金属的冷却过程。
3. 高频焊的工艺参数高频焊的焊接质量和效率受到多个工艺参数的影响,包括频率、电流强度、电极形状等。
下面介绍几个重要的工艺参数:3.1 频率高频焊的频率通常在10kHz至500kHz之间。
频率的选择会影响焊接速度和焊接质量。
较低的频率可以提高焊接速度,但焊接质量可能会降低;较高的频率可以提高焊接质量,但焊接速度可能会降低。
3.2 电流强度电流强度是指高频电流的大小。
电流强度的选择会影响焊接温度和焊接质量。
有关HDFE激光投射焊接工艺分析
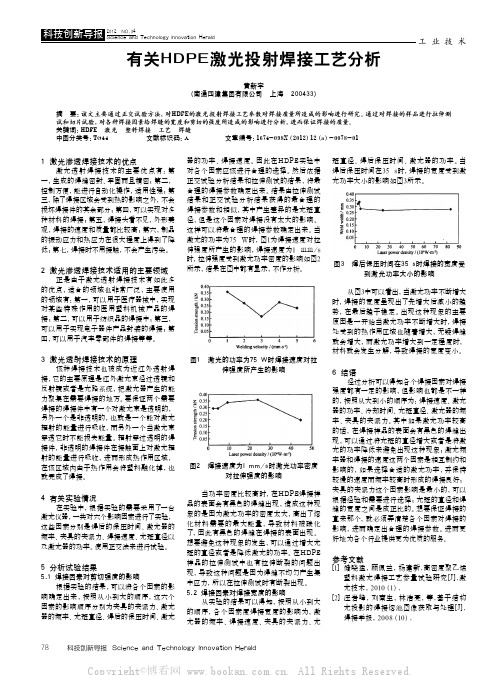
图1 激光的功率为75 W时焊接速度对拉
伸强度所产生的影响
图2 焊接速度为l mm/s时激光功率密度
对拉伸强度的影响
当功率密度比较高时,在HDPE焊接样品的表面会有黑色的焊缝出现,造成这种现象的是因为激光功率的密度太大,高出了熔化材料需要的最大能量,导致材料被碳化图3 焊后保压时间在35 s时焊接的宽度受到激光功率大小的影响
从图3中可以看出,当激光功率不断增大时,焊接的宽度呈现出了先增大后减小的趋势,在最后趋于稳定。
出现这种现象的主要原因是一开始当激光功率不断增大时,焊接处受到的热作用区域也随着增大,无疑焊缝。
hdmi焊接方法图文教程自己动手呀

HDMI焊接方法图文教程,自己动手呀
AV工程目前使用的多为HDMI 1.3的线,传输高清1080P信号在实践中约为10-15米(受不同的显示器、线材料、焊接工艺影响),最新的为HDMI 1.4的线(刚投入使用,据说可以传15-30米,待实际应用)。
HDMI线焊接步骤如下:1、不同的线缆选择不同的焊接头(黑色1.3与RGB粗细差不多,蓝色1.4比RGB线略粗);2、剥线如图(四组三根+七单根+外屏蔽)3、接头上锡,线头上锡,注意用较好较细的焊锡丝,接头上锡时二焊接点距离很近避免短路,如图:4、焊接,注意每组线的排列,焊接线的长短合理,外层屏蔽要用热缩管套好与外壳焊接(避免短路)如图:5、打热胶,要点是需将每
根线的间隙充满胶,不要让线与线之间存在空隙,这样使线头更加牢固,也不易折坏和短路,待胶基本干后,再打一层热胶,注意在打胶后立即套上外壳(让热胶将头子与外壳粘住),如要更好的防止外壳被拉掉可以在外壳尾端与线接触部分用502胶水点牢,如下图:焊接协议注:以下为从接头的正
面看,如焊接时从后面看的,排序号就是反过来的,即1号脚应在右边。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工焊接,质量更好。
pass rate in line >99%,机器焊接良品率达到99% Total cycle time use this technology < 450 seconds/cable harness; 制造每条连接线总的生产周期 小于450秒。
2013/4/16
Soldering process flow (工艺流程)
2013/4/16
HFIM高频感应焊接设备特点
图文显示,自动图形记录。能记录和显示焊接过 程的电压和电流曲线,用于工艺参数确定和焊接 过程品质控制。 设备软启动和关闭、以及自动频率跟踪,使得设 备运行更可靠。 实现高频感应焊接,这是一种无接触内热式焊接, 可实现理想的镏金焊形,没有尖角毛刺,这点是 超高频信号传输必备的技术要求。 HDMI高频感应焊机采用了尖端高频谐振技术, 使得设备体积小、重量轻,可便携使用。这种设 备无需要水冷设施,运行更可靠。
1》Strip outer layer
脱外皮
2》 Wire assignment 1 理线1
3》Wire assignment 2 理线2
4》Finished Wire assignment
5》Wire cutting
完成的分线理线
2013/4/16
切断冗余长度
6》Hold in fixture
装入治具
2013/4/16
Soldering joint by manua3/4/16
Soldering joint by manual (figure 2) 手工焊接2
2013/4/16
Soldering joint by machine
figure 1
高频设备焊接
低
脉冲焊
低
激光焊
高
感应焊
2013/4/16
电烙铁
PIN脚多密集、 接触传导加热,对 焊接困难、次数 塑胶件有热损伤 多、效率非常低 PIN 脚 多 密 集 、 接触传导加热, 对 两次焊接、易锡 塑胶件有热损伤 连、效率较高 PIN 脚 多 密 集 、 无接触传导加热 , 焊接次数多、效 对 塑 胶 件 无 热 损 率较低 伤 与 PIN 脚 多 密 集 无 接 触 感 应 涡 流 无关、一次焊接 加热, 对塑胶件无 、效率非常高 热损伤
浸锡效果
Soldering process flow
12》soldering tin wire embad machine 端子压锡丝
13》Solder pad with tin tip 插头压锡效果
14》 Soldering machine 高频
机
焊接机(双排焊) (2 rows in 1 cycle time)
2013/4/16
全鑫合HFIM高频感应焊接设备参数
2013/4/16
HFIM高频感应焊接设备特点
焊接过程可程序控制: HFIM高频智能钎焊设备由电脑控制,操作非常简单, 程序根据锡膏同金属化学反应的特性编写,能设置最 佳的温度曲线使焊接性能最佳。可设定焊接电压的升 压、恒压、降压程序控制和记录显示,从而实现高品 质过程控制。各时段可实现1-30sec的时间设定。一 般高频焊接过程只需要几秒钟,实现了焊接过程的柔 性控制. 高品质的人机操控界面,配备5英寸液晶屏图文显示, 薄膜开关按钮。工艺参数设置自如,能自动保存和随 时修改工艺参。
Soldering process flow
7》 Strip outer layer machine
8》Outer layer strip
芯线脱皮设备
芯线脱皮
9》 Finished wire pre treatment
10》Soldering dip
11》Wire after tin dip
浸锡
2013/4/16
2013/4/16
Soldering joint by machine
figure 2
2013/4/16
Feature with machine soldering 机器焊接特性
Complete 19Pin soldering within 1 time soldering cycle; 一次完成双面19pin焊接 Soldering cycle time is around 8 second ( including pre-set time);焊接周期8秒以内,含准备时间。 More Better quality than manual operation; 相比手
2013/4/16
HFIM高频感应焊接设备特点
实现同等线规的焊接所消耗功率是水冷式空心焊接 设备的1/4。 所有金属都可焊接,能够实现的焊接温度100℃- 1000℃,可焊接的材料最小尺寸0.3mm。
2013/4/16
不同HDMI焊接工具特性比较
项目
效率
方式
加热方式
性价比 低
焊接质量 清除氧化层差,锡量 不均匀、高频特性 差 清除氧化层差、锡 量均匀, 高频特性差 清除氧化层差、锡 量均匀、高频特性 差 清除氧化层良好、 锡量均匀、高频特 性优越
15》 Cable fixture
2013/4/16 焊接治具
16》 Finished goods
焊接成品
全鑫合HFIM高频感应焊接设备参数
电源:220V±10%,50Hz; 输出功率范围:100-1000W可调; 工作电压范围0-220V可设定; 工作频率500kHZ, 尺寸:长×宽×高=450×400×200; 重量:5kg;