抄纸机头箱系统及纸层成型部的介绍
纸机网前箱与多圆盘控制
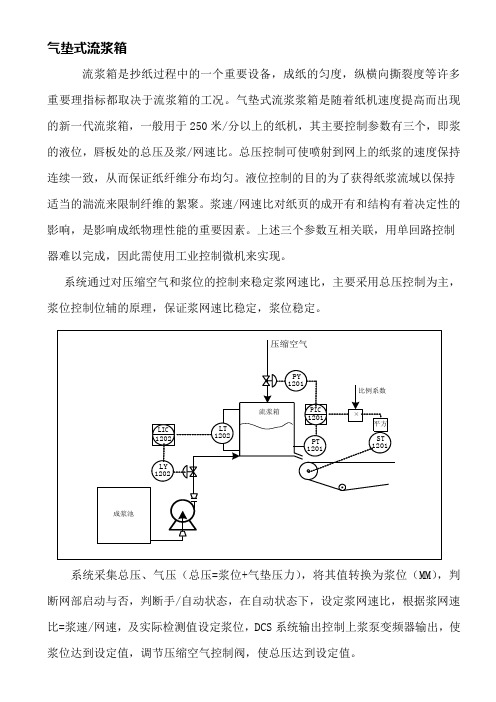
气垫式流浆箱流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
系统通过对压缩空气和浆位的控制来稳定浆网速比,主要采用总压控制为主,浆位控制位辅的原理,保证浆网速比稳定,浆位稳定。
系统采集总压、气压(总压=浆位+气垫压力),将其值转换为浆位(MM),判断网部启动与否,判断手/自动状态,在自动状态下,设定浆网速比,根据浆网速比=浆速/网速,及实际检测值设定浆位,DCS系统输出控制上浆泵变频器输出,使浆位达到设定值,调节压缩空气控制阀,使总压达到设定值。
通过总压控制为主,浆位控制为辅的双闭环协调控制系统,能够实现对浆网速比的稳定控制,通过不断调节上网浆量和气垫压力,使流浆箱的浆网速比及压力的控制精度大为提高。
系统设计为前馈PID调节方式,手自动无扰动切换。
(1)、流浆箱液位控制通过调节成浆池泵出口管道上的阀门开度大小来控制从成浆池到流浆箱的制浆流量以及纸浆总量,从而达到控制流浆箱液位的目的。
闭环控制回路的被控量就是流浆箱液位(用变频器控制更合理)。
(2)、流浆箱唇板处的总压控制对流浆箱的控制一般来讲遵循一下原理:V2=2gh其中:V——喷浆速度(m/s) g——重力加速度(9.8m/s2) h——总压头(m)上述公式说明:要想维持从流浆箱到湿部网上的流浆具有必要的喷浆速度,流浆箱内的压头必须随网速的平方成正比变化。
现在所采用的两种:敞开式和密封压力式。
纸机湿部和纸机干部
8
W. Lin 21-May-20
一般地,成形板的作用是延缓最初的 脱水,以使细小纤维和填料不会穿过浆层 被冲走。
脱水元件: 案板(刮水板)、案辊、低真空湿式 真空箱、高真空干式真空箱、高真空伏辊。
9
W. Lin 21-May-20
成形网
无端连续环形网。 由聚酯单丝、或金属编织而成。 网眼能留住纤维而让水分排除。
2.从湿纸饱和点到压区中线。(水由纸页 转入毛毯;总压力达到最高)
3.压区缝口开始扩大,直至水压力为零。 (纸页干度达最高点)
4.纸页和毛毯开始膨胀,纸页水分不饱和 直到它离开压区为止。(部分水又返回
纸页)
16
W. Lin 21-May-20
可见,在第4阶段,脱水受到制约。
为此,必须在纸页和毛毯经过压区后 将它们立即分开。 —— 在新型压榨设计中都提供了满足的 条件!
流浆箱的主要操作变数:浆浓、温度、浆网速比
● 一般地,在不损害单程留着率或不超过成形部滤水 能力的情况下,浓度低些可获得良好的纸页匀度。
● 温度较高时浆料的滤水性较好。
● 浆网速比一般接近于1。若浆速低于网速,则纸页
被拉着;反之,则被推着。但有时,需要推或拉一下 纸页,以改善脱水或改变纤维走向。
7
W. Lin 21-May-20
冲浆泵 (动力源) 净化器 (除砂器) 筛浆机
2
W. Lin 21-May-20
流送系统:专指冲浆泵循环系统。包括对抄 纸浆料进行计量、稀释,以及上网前的净化 与筛选。其范围是从贮浆槽到流浆箱堰板。
冲浆泵:流送系统的动力源,混合抄纸浆料 与白水,并将混合液送去流浆箱。要求流量 和压力稳定。
净化器与压力筛浆机:前者利用密度不同从 纸料中除去泥沙等杂质以及某些轻质杂质。 后者主要利用形பைடு நூலகம்的差异从纸料中除去杂质 并同时起分散纤维的作用。
纸箱自动成型封底机设备工艺原理
纸箱自动成型封底机设备工艺原理纸箱自动成型封底机是一种自动化设备,其工作原理是将预制纸板板片通过各类传动装置送至成型、封箱、贴标等各工位,在人员不需干预的情况下完成整个工作流程。
下面本文将详细介绍纸箱自动成型封底机的设备工艺原理。
一、整体结构纸箱自动成型封底机每个工位都有相应的传动装置以保证整个系统能够协调一致的运作。
1. 主传送机构主传送机构主要由控制系统、进料部分、传送部分、收料部分和安全保护装置构成。
控制系统包括PLC控制系统和伺服系统。
进料部分包括纸板板片的输送装置和纸板板片定位装置等,以确保在正常生产下原材料可以高效地输送。
传送部分由各项传送装置构成,以确保组合好的纸箱板片可以对接到下一个工位,由于每个传送装置的传动方式略有不同,所以各传送装置与传动部件的传动比都是不同的。
收料部分则需要装备收料装置,收料装置可以自动将组合好的纸板板片放进收料车上,使得整箱纸箱能够高质量地产生。
2. 成型工位成型工位主要由模板、压力衬板、送板板、热胶系统等最基本的组成部分。
纸箱成型工位是纸箱自动成型封底机组合纸板板片的最重要的工位,模板和送板板是真正完成成型工作的重要部件,因此其精度和对位精度都非常高。
为保证精度和可靠性,送板板的啮合毫米数、桶和安装时的余缝等都需要特别注意。
3. 封箱工位封箱工位主要由封箱板、压箱板、送箱板、压板和张力系统、安全保护等配件组成。
这些配件是为了确保封箱过程中的精度和质量。
二、工作原理1. 纸箱的成型纸箱自动成型工位中要完成的工作是把预制的纸板板片按照预定的方式进行压合成型。
进入成型工位的纸板板片需要经过如下步骤:•1)纸板板片以相应的步骤传送到成型工位;•2)传送的纸板板片由定位装置进行定位;•3)模板进行压合,以进行纸箱的成型;•4)将成型好的纸板板片传送出去。
2. 纸箱的封箱完成纸箱成型的下一个任务是将其进行封箱,纸箱自动封箱机工作时所要实现的任务是将纸箱口热熔,热熔完成后需要将纸箱口完全粘合起来。
抄纸生产流程

12
造生纸活业用的纸发概展述和公司抄纸设备介绍
22
备浆
32
抄纸
42
复卷
22
备浆主要流程:
高
高
原
散
浓
频
磨
配
抄 造
料
浆
除
疏
浆
浆
渣
解
部 分
原 料 检
备浆
验
23
散浆 碎浆机(水力式碎浆机)
工作原理:
纸浆吸水润涨后,利用叶轮的旋转使纸浆 受到水力剪切力作用,从而使纤维分散.
作用: 1、分散纤维(干浆、湿浆 、损纸) 2、混合化学品——循环剧烈 3、临时贮存槽——计量准确,控制浓度 4、放料板:筛除杂质
39
压榨
压榨作用:
1. 脱除纤维间的游离水 2. 增加纸页紧度(定量/厚度)
对纸页的影响:
厚度降低、强度增加、柔软度降低、皱纹结构等
40
干燥
烘缸及烘缸罩
作用:蒸发、排汽及支撑纸页起皱
干燥系统组成:烘缸、护罩、蒸汽和冷凝系统
干燥来源: 高压蒸汽 瓦斯
41
起皱
定义:使纸面产生弯曲或皱纹的过程 原理:二维结构——三维结构 机械构成:烘缸面、纸页、涂层、刮刀 皱纹形成:小皱纹——大皱纹 影响因素:粘附力、磨浆等
●卫生纸 —— 卷 筒(Roll Toilet—“RT”) —— 抽取式(Interfold Toilet—“IT”)
●面 纸 —— 盒 装(Box Facial—“BF”) —— 袖 珍(Pocket Facial—“PF”)
●纸手帕 —— 标准型(Std.Handkerchief—“Std.HK”) —— 迷你型(Compact handkerchief— “Comp.HK”) 面纸类
造纸和纸的抄造(北京林业大学造纸原理及工程)
• 4、流浆箱其他要求:流浆箱应有足够的刚性, 不变形、确保结构尺寸不变。
二)流浆箱的发展和类型:
• 1、敞开式流浆箱: 其结构特点是通过调节箱内浆位的高低来控制
上网的浆速(图3-39),只能用于中低速纸机; 2、封闭式流浆箱: 其结构特点是流浆箱的堰池是封闭的,通过变 更浆位上的空气气垫压力,能准确、灵活、大范 围地调节上网浆速(图3-40),适用于中速或较 高速纸机;
• d.案板易于调节,能精确的控制脱水量和脉动强 度;
• e.案板能延长网的寿命,便于推广塑料网。
3、网案的摇振装置
• 将胸辊和部分网案用偏心机构进行摇振。 • 目的:克服网上纤维再絮聚现象,降低纤维排列
的方向性和促进脱水,提高纸页匀度,改善纸页 成形。 • 振动指数=(振动频率×振动幅度)/纸机车速 • 当纸机车速低于600m/min以下(特别是生产 高定量纸)时,高频摇振对改善成形匀度有很明 显的效果;但当纸机车速高于600m/min时,摇 振对匀度的改善很少甚至没有。
• 游离浆含自由水多,易脱水。粘状浆含结合水多 难脱水。
• 3、要求:纸料在网部成形时,要求纤维适当扰动, 分散均匀。使抄成的纸页匀度良好,全 幅一致。
二.长网部
•
一)长网部纸页的脱水和成形(图3-58)
1、上网段:包括胸辊、成形板;
任务:成形,缓慢脱水。
2、成形脱水段:
A区(成形区):该区应缓和均匀脱水,以保证
4、纸料着网点与胸辊和成形板 的位置
• 1)纸料着网点:从胸辊中心线开始直到成形板这一区 间内。
2)成形板前段距胸辊越近,胸辊的脱水量越少。
3)进入夹区的空气的可能去向:
生活用纸抄纸工艺流程介绍29页PPT

Microfold初步细皱纹 (Primary Crepe)
Microfold初步细皱纹 (Primary Crepe)
Doctor Blade
Macrofold大皱纹 (Secondary Crepe)
Macrofolds大皱纹 (Secondary Crepe)
18
原纸
卷取
TM9
新月型
GOLD SHUN
2800
1200
TM10
新月型
GOLD SHUN
2800
1200
TM11
新月型
GOLD SHUN
2800
1200
TM12
新月型
GOLD SHUN
2800
1200
TM1
新月型
Acelli
5600
2400
新月型纸机成型特点
将低浓度的浆料喷向成形区进行脱水。成形区是压榨毛毯和成形网在成形辊上重叠弯曲在一起形
NBKP(北方松) 纸浆 CELGAR CELECT NBKP SOFT CANADA 纸浆 HOWE SOUND NBKP (好声)
产地
海南 印尼 巴西 海南 中国
加拿大 加拿大 加拿大 加拿大 芬兰 美国 新西兰 美国 加拿大 加拿大 法国 法国
印尼 印尼 台湾 日本 日本 巴西 巴西 巴西
加拿大 加拿大 加拿大 美国 加拿大 加拿大 加拿大
24
厂名 苏州抄一厂
苏州抄二厂
苏州抄三厂 孝感厂 新民厂 HN-GHY
HN-GSP 四川金红叶
纸机
型式
供应商
宽幅(mm)
设计车速(m/min)
TM1
新月型
Andritz
纸的抄造

纸浆经调配处理之后 ! 在送抄纸机之前 ! 还必须通过储浆池, 将纸浆混合均匀, 再用浆泵 把纸浆送入调浆箱, 根据纸张性能需要, 调节成一定的浓度, 然后通过沉砂盘和筛浆机, 除去 泥沙和结团的纤维束。所有这些过程, 对于纸张的质社, 如均匀度、 定量、 以及冻疙瘩等外观 弊病, 均有很大的影响, 浆料经除杂后即可送入抄纸机进行抄纸。
等。脱水机理除了依靠浆层本身压强的自然过滤外, 还利用脱水元件与网面形成瞬时真空 或真空箱的真空, 产生过滤作用, 使得浆料中的纤维和添加物沉淀到网面上, 而形成纸页。 铜网一般由磷青铜制成, 网的密度为 !" # $% & ’(" 根细丝, 网目的大小由所要生产的纸张规 格所决定, 近些年来也有用聚酯网取代铜网操作的抄纸机。 有的抄纸机在每一或每二个真空箱的后边还有一个水印辊。它是外表包一层丝网的空 心辊筒, 它可以增加纸张的强度, 这个水印辊只是轻轻地压在纸张上, 当纸张需要水印时, 必 须适当增加该辊的压力。 当水从丝网排出时, 要带走一些靠丝网面的细小纤维和填料, 因而它会造成纸页两面在 光学性能和表面性能上存在明显的不同。 圆网造纸机的网部由同笼、 网槽和伏辊三个部分组成, 网箱在网槽内回转, 由于圆网的 内外水位差所产生的过滤作用, 将纤维吸附在网上形成纸页。当毛布通过网面与伏辊之间 时, 由于毛布的比表面积大于钢同的比表面积, 因此, 纸页自铜网剥离附着在毛布表面送往 压榨部。 圆网造纸机网部有顺流式和逆式两种, 见图 ) * !+。
三、 纸的整理
纸的整理通常包括轧光、 卷纸、 复卷、 纵切、 横切、 整选、 点数和包装等程序。所有上述工 序随纸张品种和用途的不同而增减, 并非每一种纸都必须逐次经过所有的工序。
பைடு நூலகம்
抚顺PM2纸机各部介绍

牛卡纸抄造工艺流程,产品主要物理指标及用户对成纸的主要要求.一、PM2纸机基本流程方框简图与其辅助系统原料初选—碎解—高浓除渣—粗筛—分级筛—除渣器—多圆盘—热分散—盘磨—浆塔—混合浆池—纸机浆池—低浓除渣—压力筛—流浆箱—网部—压榨部—前干燥—表面施胶—后干燥—硬压光—卷取—复卷—打包—过磅—入库—客户二、纸机辅助系统(8大系统)1、油压、润滑油系统主要向纸机各传动点提供润滑油脂、减少设备磨损、延长设备使用寿命,同时保证设备高效运转;向各加压点提供油压。
2、真空系统向纸机网部,压榨部各真空箱提供真空,帮助网上纸页脱水,成形,主要由低真空风机、高真空风机和真空泵组成。
PM2真空系统配有2台高低真空风机、7台水环真空泵。
3、化工辅料系统主要用于流送部浆料中,改善浆料性能,提高浆料保留率,增强网部脱水,提高纸页强度等作用,具体有以下主要几种化药品:(1)染料:主要用于面层、芯层浆料中,使纸页颜色达到良好的色相值。
(2)施胶剂中性施胶剂,分别用于面浆、芯浆和底浆中,主要提高纸页的抗水性和适印性。
(3)硫酸铝主要改善浆料PH值,同时与AKD配合提高纸页抗水性,增加细小纤维留着率。
(4)助留剂主要提高细小纤维的留着率,减少细小纤维流失,同时有助于纸页在网上脱水。
(5)助滤剂主要加强纤维在网上脱水成形。
(6)消泡剂主要消除浆料中的泡沫,有利于网上脱水和成纸品质稳定。
(7)杀菌剂主要是杀死和抑制浆中细菌生长,减少浆料絮聚腐化,从而减少破洞产生,保证品质。
(8)两性淀粉主要提高纤维间的结合力,提高纸页强度。
(9)喷淋淀粉主要提高纸页层与分层间的结合力,防止纸页分层。
(10)表面施胶剂主要提高纸页抗水性,增加纸页表面强度,提高纸页的柔和性和适应性。
4、水系统(1)白水系统主要向各层浆中提供稀释水,调浓水,便纤水混合均匀并达到纸机所需上网浓度。
(2)清水系统主要提供补充水和清洁用水。
(3)温水、密封水、冷却水系统主要向制浆、造纸各主体设备、泵等提供水源进行水封、冷却降温,各系统水源回用、添加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
43 99
第二十四卷第四期
44
Frequency (Hz) = (mm)
(m/min)/(0.06)
44 turbo foil active foil )
(
(stock jump) 43 ( 0-2) ( 10)
0~3
(J/W)
(
100
印 刷 科 技
)
1) 4)
2) 5)
3)
1) 51-89 mm 4)
Vol. 7, Pulp and Paper Manufacture, TAPPI, Atlanta, 1998
3.
/ / /
4. 0.6-1.0 kg/cm2
5.
(pick-up felt)
106
PRINTING SCIENCE & TECHNOLOGY
PRINTING SCIENCE & TECHNOLOGY
Stock Preparation and Wet End
8, Papermaking Science and Technology, Fapet, 2000 (sealing deckle) 2. 600 mm Hg 6. Thorp, B.A., Paper Machine Operations ,
28
(pressure forming)
27
26
(
(velocity forming)
)
( 5 (wire mark) 28)
(
)
( 29)
26
15-50 mm
3-5 mm
27
(
)
94
印 刷 科 技
(forming fabric) PE (seam)
30
29
(warp)( shute filling)
14
( ( L/b 15
) )
14
(Nelson)
86
印 刷 科 技
(
)
16
(dry line)
15
17
(slice edge bleeds)
16
18
17
18
87
第二十四卷第四期
J/W (jet-to-wire speed ratio ) (trial and errors) J/W 0.9 1.10
7 84
(Escher-Wyss)
8
印 刷 科 技
8 B
A
9
9
10
11
10 ( )
% 2-4 cm 35-50% 6-15 rpm
10
3
5
11 85
第二十四卷第四期
(orifice) (nozzle)
12
(top lip) (apron)
( ) 12 (converging)
13
13
(Allis-Chalmers)
51
52
2. ( )
(Multi-former)
1
1 12.5 22.8 45.7 45.7
(
) 抽吸槽寬度 (mm) 25.4 19.0 15.7 15.7
最大容許壓力差 (cm Hg)
1)
2)
1. ( former ) Bel-Bone
(top-former) Gap-former Sym3)
profile
3 (1) (4) (2) (5)
(LG Industries Ltd.) (3)
5
(KMW) 83
第二十四卷第四期
(perforated roll)
5 6 7
(
)
1950
6 Converflow (Beloit Corp.)
Mardon (multi-tube taped
manifold with recirculation) 8
)
(weft
4
5
31
3
(J/W ratio)
1.01
1.03
32
20~35%
1) 3)
2) 4)
5)
30
95
第二十四卷第四期
33
(Albany Engineered Systems)
31 4
(Huyck Canada Ltd.)
33
(lead blade)
32
(Capital Wire)
1960
(drainage elements)
2)
(wet line)
3)
45
2.
2.0-3.5%
102
印 刷 科 技
1-2
200 mm H2O 3.
8-12%
47 (10 ) (Huyck Corp.)
1200 mm H2O 4. 2-4
1)
48
(20 (Huyck Corp.)
)
2) 3)
4)
(
Bel-Bone former
Sym-former)
(pattern) (skeletal roll)
91
第二十四卷第四期
21
(Parker)
22
Parker
(
(top wire))
21
22
23 1) ( ) ( ) 4) 6) 2) ( 7) 3) ) 5) 8)
92
印 刷 科 技
24 4 25
2% 3%
1.5~1.8%
23
24
25
4 93
第二十四卷第四期
1)
(
)
1 2) (dragged) (rushed)
3)
(
H = V2/2g 1 1 (J/W ) 1) ( H
)
) (
( )
) (streak) 2)
88
印 刷 科 技
2.
3) )
( ) (
4)
-
(
)
5)
120
6)
1.
(
1.
)
2. 89
5 m/min
(
)
第二十四卷第四期
20 1960 ) ( 10 )
/ (
1. roll) roll) 2. ) (side flow valve) (side wall) (wire turning roll) 3. 1 2 (
(breast (couch
19 (forming board) 0.2% (foil) ( ( dry box) wet box)
(stretch roll)
11-14% 20% 3-4 52
4) 5) ( cf/in2)
105
2
第二十四卷第四期
1. -
93 -
(May 26-28, 2004)
53
2. 53 3.
93
(
)
(May 26-28, 2004) 1989
4. G.A. Smook, Handbook for Pulp and Paper 5% Technologists CPPA, 1982 1. 1.6 USGal/100 in 5. Paulapuro, H., Papermaking Part 1, , Book , p. 208-261, TAPPI &
(guide roll)
19 90
)
印 刷 科 技
B A D U S
A. B. C. D. E. F. G. H. J. K. L. M. N. P. 20
C
E G H T S
R. S. T. U.
L N J R K M P
F
(
400 m/min)
(squirts) (deckles)
(dandy roll)
(table roll) (contoured support)
(lump break roll)
96
印 刷 科 技
(deflector)
34
(hydrofoil)
35
(activity)
36 Unfoil (Albany Engineered Systems)
34 1.5-4 35
36 1950
3 3)
2)
6) 7)
Gap-former wire Top-wire
Twin-
(
)
(
3-5%)
(
) Gap-former
45 Sym-
former
45
(
) 101
第二十四卷第四期
46
46
(
)
(dp)
dp 1. Top-Former 1.2- 3.0%
1)
Top-former (
2 LWC) 250 mm H2O
200 mm H2O
49 (Huyck Corp.) 103
第二十四卷第四期
( )
(wet box) (flat box) (dry box)
(singlechamber)
50 (Beloit Corp.)
(multi-chamber)
2-4
20 47 48
49 5 cm
51 104
50
印 刷 科 技
第二十四卷第四期
V h g (pipeline flow) (ft/s) (ft) (32 ft/s2)
(
)
1 1) 2) 3) 5) 4)
(1)
1)
2) 4)
3)
(
)
(
)
V
82
2gh
(1)
1
印 刷 科 技
(throat) 2 (reception chamber) 3 4