钢结构十字柱加工工艺
变截面十字箱形柱的制作装配工艺

变截面十字箱形柱的制作装配工艺李晨杜小康王津晶郑康洋中国建筑第八工程局有限公司钢结构工程公司上海200125摘要:国家会展中心(天津)项目体量较大,主体部分全部采用钢结构为框架,中央大厅部分屋盖由32个树形结构组成。
针对该项目树形结构十字箱形柱的特点及施工难点,详细介绍了十字箱形柱的各部分装配方法、顺序以及注意事项。
经实施,所述装配工艺不但加快了施工进度,而且为后续穿插施工提供了工作面,提高了投资效益,对于同类项目的施工具有一定的参考价值。
关键词:十字箱形柱;制作;装配;焊接顺序中图分类号:TU755文献标志码:A文章编号:1004-1001(2020)12-2261-04DOI:10.14144/ki.jzsg.2020.12.017 Fabrication and Assembly Technology for Cross-shaped Box Columnwith Variable Cross SectionLI Chen DU Xiaokang WANGJinjing ZHENG KangyangChina Construction Eighth Engineering Division Corp.,Ltd.Steel Structure Engineering Company,Shanghai200125,ChinaAbstract:The project of Natio n al Con v ention and Exhibition Center(Tianjin)is a large project.The main part of the project adopts steel structure as the frame,and the roof of the central hall is composed of32tree-shaped structures. According to the characteristics and construction difficulties of the cross-shaped box columns of tree-shaped structure, the assembly method,sequence and matters needing attention of each part of the cross-shaped box columns are introduced in detail.The implementation indicates that the assembly process not only speeds up the construction progress,but also provides a working face for the subsequent alternate construction and improves the investment ben e fit.It has a certai n refere n ee value for the con s truction of similar projects.Keywords:cross-shaped box column;fabrication;assembly;welding sequenee随着我国国民经济建设的快速发展,大量的高层建筑拔地而起,其中钢结构建筑所占的比例越来越大大型场馆类建筑主体钢结构中常采用箱形柱,为了优化柱的受力情况,也采用十字柱的形式。
钢结构十字柱制作施工工艺
钢结构十字柱制造工艺编制:审核:批准:*******工程有限公司二〇一二年二月二十五日1、主体内容与适用范围1.1 本规程说明了焊接十字柱的一般制作流程和加工方法。
1.2 本规程适用于我公司十字柱型钢的制作。
1.3本规程将作为我公司十字柱型钢产品质量自检和检验的依据。
2、编制依据《钢结构施工及质量验收规范》 GB50205-2001《建筑钢结构焊接规程》(JGJ81-91)《钢结构焊缝外形尺寸》(GB5777-96)钢结构设计及细化图纸3 材料3.1 钢板材料主要为Q345、Q235等钢结构用材,其质量标准应符合《碳素结构钢》GB/T 700和〈〈普通低合金结构钢〉〉GB1591的相关要求。
3.2 焊接材料焊接材料图纸和工艺有要求时按照图纸和工艺要求执行,无要求时按照下表进行选用:焊接方法材质焊材牌号焊接位置手工电弧焊Q345 E5015/E5016 定位焊对接角接Q235 E4303/E4315埋弧自动焊Q345 H08MnA + HJ431或SJ101 对接角接Q235 H08A+ HJ431或SJ101CO2气体保护焊Q345 ER50-6 定位焊对接角接Q235焊接材料烘干温度表焊接材料牌号使用前烘焙条件使用前存放条件焊条E5015 350-400℃;2h 100-150℃焊剂HJ431 150-250℃;1h 100-150℃4、制作工艺要领4.1制作工艺流程4.2下料 4.2.1下料主材下料和开坡口使用火焰切割,切割前应选择合适的割嘴。
主材切割使用多头切割机,并为以后的型钢下料适当放加工余量,由直条切割机进行两边同时切割下料,开坡时使用两台双头半自动切割机以控制焊接变形。
注意十字柱的腹板在12<t 时需开双面坡口。
切割后应检查尺寸并记录,如超差应立即向车间主任或质检负责人汇报。
对切割后可能产生的旁弯等变形应使用火焰矫正达到规定尺寸,切割后打磨去除割渣、飞溅、氧化物,对切割和坡口面的超差缺陷补焊、打磨处理。
十字钢柱
浙江万航钢结构有限公司钢结构十字钢柱制作工艺1、“十字”钢柱生产工艺路线1、1 平板拼接、下料。
1、2 H钢的组焊;1、3H钢分割成T型钢1、4T型钢、H钢的校形1、5“十字”柱的组焊1、6校正1、7装配、焊接柱底板、连接板、耳板、牛腿、节点加劲板等2、H型钢、T型钢的制作2、1制作“十字”钢柱的H型钢可以采用轧制T型钢或者H型钢从腹板上下分割成两个T型钢,亦可采用焊接的方法分别制作H型钢和从焊好的H型钢分切成T型钢。
2、2焊接H型钢的制作请按《H钢制作及门式埋弧焊作业指导书》的要求制作。
2、3焊接T型钢的制作2、3、1方法之一:开料时腹板按2倍宽度开料(中间局部相连,每距500mm-600mm 连40-50mm),制作完成的焊接H型钢,然后从中线切开连接点而成为两个T 型钢;2、3、2方法之二:按实际腹板宽度尺寸开料,在组立之前把两个腹板拼接在一起(不需要严格控制错边量)接口做间断焊(焊点长度40mm,间距500mm)以拼接加宽的腹板钢焊成焊接H钢,然后用手工气割拼接焊点使其成为两支T 型钢;2、3、3禁止用条板直接组装成T型钢并焊接而成(焊接变形太大)2、4无论是H型钢还是T型钢,其腹板、翼板T型接头角焊缝的部分熔透部分,腹板两侧应保证各有1/3腹板厚度的熔透,否则腹板应开制K形坡口;在牛腿、悬臂等节点域位置,则采用全熔透的焊缝。
3、“十字”钢柱之主体组装、焊接3、1“十字”钢柱的组立3、1、1检查上道工序制作的H型钢、T型钢组件尺寸是否满足要求,T型钢腹板是否开制了坡口(视实际情况是否有要求,应能保证有1/3腹板厚度的熔透,原则上腹板14mm及其以下的都不开坡口),熔渣、毛刺是否清理干净。
3、1、2将H型钢侧向放置在组立机或工作平台上,在H型钢腹板上弹出T型钢组立位置线。
3、1、3在H型钢组立位置线上组立T型钢,组立T型钢时,注意控制“十字”钢柱的截面尺寸及截面形位;双测定位焊,定位焊按相关规定长度30-50mm、hf=5、间距不大于400mm。
钢结构折线型偏心十字柱的制作工艺及监造要点
钢构造折线型偏心十字柱旳制作工艺及监造要点内容摘要:折线型偏心十字柱构造复杂~截面尺寸大~组装难度高~焊接变形矫正只能依托火焰。
通过对此类构件加工旳监控经验旳简介予以后来人以借鉴。
主题词:组装、焊接、矫正、改善在近几年旳国内建筑工程中~钢构造旳应用异常活跃~发展迅猛。
在钢构造旳构造设计方面~既要从技术角度考虑最优旳受力~同步又要从经济角度兼顾材料旳节省~资源旳节省。
故此~钢构造旳构造形式旳设计也在不停推陈出新~日趋复杂化~随之而来旳就是制作难度也在逐渐加大。
在北京银泰中心工程中就应用了一族构造复杂、断面形状新异旳钢构造构件~即偏心十字柱,包括直线型和折线型两种,~由于其构造形式与一般旳十字柱存在较多不一样~给制作带来了较多困难。
现从中选择构造更复杂旳折线型偏心十字柱来简介这一族钢构件旳制作工艺~以及在制作过程中监理应怎样做好构件制作旳技术支持工作。
做为钢构件制作旳监理~要想做好监理工作不仅要看懂构件旳设计图样~熟悉有关原则规范~还要清晰构件旳制作工艺~这样才能分清制作旳关键工序、重要工序~做到有针对性旳过程控制。
那么下面就先理解一下折线型偏心十字柱旳构造形式特点和制作工艺。
一、折线型偏心十字钢柱旳构造型式和特点1、折线型偏心十字钢柱旳构造型式,见图-1,栓钉 1000梁筋孔Φ50-40 -36 110011000F-F箍筋孔Φ20图—12、折线型偏心十字型钢柱旳构造和焊接特点折线型偏心十字型钢柱与一般旳十字型钢柱相比有如下特点截面尺寸大~为1100×1000mm。
钢板厚度大~钢板材质为Q-345GJC~板厚为δ=36、40mm。
且40mm板断面收缩率不得不不小于Z15级规定旳容许值。
翼板与腹板旳连接位置偏离翼板中心,腹板与腹板旳十字连接亦偏心。
翼板旳宽度不相似。
腹板穿筋孔密布~既有箍金穿筋孔~又有框架梁穿筋孔。
十字型截面且为折线型。
钢柱上下端头各100mm范围内及钢柱加劲板上下各600mm范围内旳纵向焊缝为全熔透一级焊缝~其他纵向焊缝为部分熔透二级焊缝。
十字柱工艺
3、十字柱制作工艺3.1、概述钢结构以其重量轻,抗震性能好,占地面积小,具有良好的空间感,而且具有它特有的环保优势而备受青睐,因此目前越来越多的高层采用钢结构作为其主体结构,而十字柱在高层建筑中相当普遍,主要是由于它构造简单,且刚性强。
3.2、工艺特点3.2.1、十字柱由于其主材均为厚板,因此在主材的拼板和构件的组装焊接前要注意预热,以防止出现焊接缺陷。
3.2.2、构件熔透量大,因此焊接变形较大。
3.2.3、翼板宽度较窄,翼板变形校正较为困难。
3.2.4、十字型构件组装时H型钢与T型钢的装配精度要求较大。
3.2.5、十字柱型构件焊接时整体收缩应力所造成的焊接变形较大,且变形的矫正比较困难。
3.3、材料选用和管理3.3.1、钢材的选用按图纸和设计要求选用和购买合适的钢材。
3.3.2、焊接材料的准备3.3.2.1、根据图纸说明及工艺要求选择与主材相匹配的焊丝焊剂,焊材有合格证书,并保证在有效期限内使用,常用的钢材与焊材的匹配关系。
(见表1)表13.3.2.2、在施工以前焊材必须已经经过烘烤,工厂常用焊材烘焙温度。
(见表2、表3)表2表33.3.3、钢材在进料时应核对材料质量证明书,并对材料的牌号、规格、数量、外观质量等物进行检验。
不同规格的材料单独堆放。
加工所剩余料,应标明材质、规格后退库并登记。
3.3.4、焊材到厂时由材料管理员依购料清单对材质、规格、数量、炉批号逐一核对,并对所有焊材进行登记。
所有焊材必须附有原制造厂家提供的质量合格证明书及复检合格报告。
3.3.5、焊材应由专人发放,并作好发放记录;焊工应按工程要求从仓库领取合格的焊材,领取的焊条必须置于保温筒中,随用随取。
3.3.6、焊条、焊剂要按规定烘烤。
烘干焊条时,应防止将焊条突然放进高温炉内,或从高温中突然取出冷却,以防止焊条因骤冷骤热而产生药皮开裂脱皮现象;焊条烘烤次数不得超过三次。
3.3.7、螺栓、小零件及加工完成配件,应集中管理,并于适当处所标示工程类别、材质规格等。
新建雄安站房钢结构靴梁式十字柱工厂化加工技术
新建雄安站房钢结构靴梁式十字柱工厂化加工技术随着我国城市化进程的加快和交通运输的发展,高铁站、轻轨站等交通枢纽的建设日益增多。
在新建交通枢纽站房的建设中,钢结构的应用越来越广泛,因为其具有很多优势,比如施工速度快、质量可控、环保节能等。
而钢结构中的十字柱和梁式结构是支撑整个结构的重要构件,因此十分关键。
近年来,随着工程施工技术的不断进步,雄安新区站房钢结构靴梁式十字柱工厂化加工技术也日益成熟和完善。
本文将针对这项技术进行介绍和分析。
一、靴梁式十字柱的概念和特点靴梁式十字柱,是指柱、梁结合在一起形成"十"字形状的结构。
其特点主要有三点:1. 结构紧凑:靴梁式十字柱将柱和梁整合在一起,形成了一个紧凑的整体结构,减少了材料的使用和减轻了自重。
2. 承载能力强:靴梁式十字柱将柱梁的受力传递路径做了优化,提高了整体的承载能力,能够更好地承受外部荷载。
3. 施工便捷:靴梁式十字柱的整体结构设计更加符合施工要求,可以通过工厂化加工,减少现场施工难度,提高施工效率。
二、工厂化加工技术1. 工艺流程针对雄安新区站房的钢结构靴梁式十字柱,工艺流程主要分为如下几个步骤:(1)设计定型:根据站房的结构要求和设计图纸,确定靴梁式十字柱的具体形状和尺寸,进行定型设计。
(2)材料切割:将钢材按照设计要求进行切割,保证各部位的尺寸精准。
(3)焊接组装:将切割好的钢材进行焊接组装,形成整体的靴梁式十字柱结构。
(4)热处理:对焊接好的结构进行热处理,提高钢材的力学性能和耐久性。
(5)表面处理:进行防锈、防腐和喷涂等表面处理,保证靴梁式十字柱的使用寿命。
2. 优势工厂化加工技术可以提高钢结构靴梁式十字柱的质量和生产效率,具有以下几点优势:(1)质量可控:工厂化加工技术采用精密的生产设备和严格的工艺流程,能够保证靴梁式十字柱的质量达到设计要求。
(2)生产效率高:采用工厂化加工技术可以提高生产效率,缩短制造周期,减少人力和物力成本。
十字柱制作工艺处理卡
3、以端铣面为基准,在H型梁(柱)上划出牛腿及连接板的装配线,划线时加放焊接收缩余量。
4、装配前,牛腿应预先组装、焊接、矫正、钻孔。牛腿、节点板及加筋的坡口形式按图纸及焊接工艺要求进行。
3、十字柱焊接完工后,必然自然时效24小时后才可割除临时加强筋。
七、十字柱校正
火焰加热法校正(可根据变形量适当增加外力校正)
1、角变形校正时如变形量过大,校正是加热线必须从十字接头根部焊缝附近规定宽度范围内开始线型加热,校完一遍后测量角度,未达到要求可重复加热。对低合金高强度结构钢绝不允许用水激冷。若加热线起始处偏离十字根部规定范围内过多则易产生S型变形。
2、在一支未加临时加强板的T型钢直角槽内二保焊打底,打完底后用加长咀埋弧焊焊接,一般小于或等于25mm板打底后施焊一层即可,25mm以上施焊两层。焊接完后加上临时加强筋,除去反面临时的加强筋,反面碳弧气保清根至露出正面所焊金属,埋弧焊施焊,焊后再加上临时加强筋。对第二支T型钢,可采用同样的方法焊接。
2.切割单块板条时根据用料实际情况采用双头割头进行下料。
3.在没有特殊要求情况下,板条允许拼接。拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm,宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm。
4. 要求熔透的焊缝,其腹板厚度t≥12mm一般需开坡口,其坡口形状根据具体情况 而定。坡口要求光滑平整,平面度≤1.5mm、割纹深度≤0.5mm、局部缺口深度≤1.0mm、边缘缺棱≤2.0mm。缺陷超过规定时用与母材相匹配的焊条修补,然后打磨平整。
十字型构件工艺标准
钢结构十字型钢构件制作施工工艺标准ZEJGG/QB-GY0802-20061 总则1.1 在高层民用建筑钢结构和大型工业建筑钢结构工程中,越来越多地采用十字型钢构件。
此类钢构件在工程主体结构中作为重要受力构件,制造质量要求较高。
另外,由于其为十字型焊接结构,结构形状较复杂,制作工序多,在焊接过程中控制焊缝质量和焊接变形较困难,应在制作过程中严格控制工序质量,以保证十字型钢构件的总体制作质量。
为规范十字形钢构件的制作工艺,便于制作工序的质量控制和构件质量检查,制定本工艺标准。
1.2本工艺标准适用于十字型钢构件的制作。
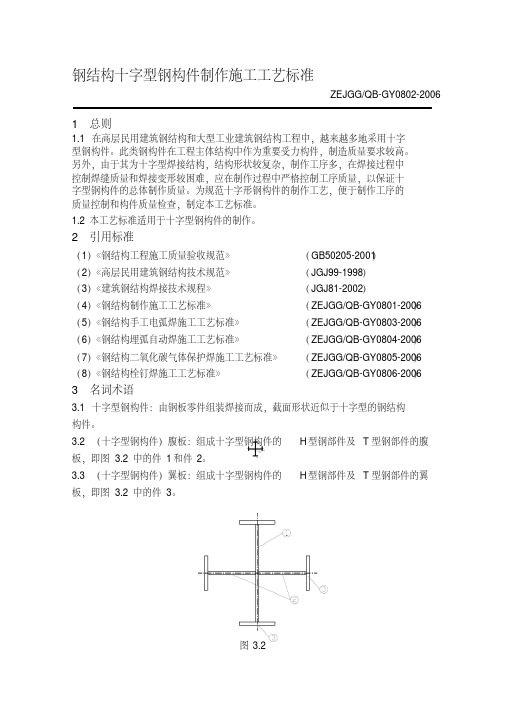
2 引用标准(1)《钢结构工程施工质量验收规范》(GB50205-2001)(2)《高层民用建筑钢结构技术规范》(JGJ99-1998)(3)《建筑钢结构焊接技术规程》(JGJ81-2002)(4)《钢结构制作施工工艺标准》(ZEJGG/QB-GY0801-2006)(5)《钢结构手工电弧焊施工工艺标准》(ZEJGG/QB-GY0803-2006)(6)《钢结构埋弧自动焊施工工艺标准》(ZEJGG/QB-GY0804-2006)(7)《钢结构二氧化碳气体保护焊施工工艺标准》(ZEJGG/QB-GY0805-2006)(8)《钢结构栓钉焊施工工艺标准》(ZEJGG/QB-GY0806-2006)3 名词术语3.1 十字型钢构件:由钢板零件组装焊接而成,截面形状近似于十字型的钢结构构件。
3.2 (十字型钢构件)腹板:组成十字型钢构件的H型钢部件及T型钢部件的腹板,即图3.2中的件1和件2。
3.3 (十字型钢构件)翼板:组成十字型钢构件的H型钢部件及T型钢部件的翼板,即图3.2中的件3。
图3.24 基本规定4.1 十字型钢构件制作必须按构件深化设计图的要求进行制作加工。
4.2 十字型钢构件的钢板零件材料品种、规格和性能等应符合现行国家钢材标准规定的质量要求和设计要求,其腹板和翼板须经抽样复验,其复验结果符合上述要求后方可使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺通知书
制订日期:2015年9月16日
第1/ A 版 第 1/12 页
文件非经许可 不准影印
1、主体内容与适用范围
1.1 本规程说明了焊接十字柱的一般制作流程和加工方法。
1.2 本规程适用于我公司十字柱型钢的制作。
1.3本规程将作为我公司十字柱型钢产品质量自检和检验的依据。
2、编制依据
《钢结构施工及质量验收规范》 GB50205-2003 《建筑钢结构焊接规程》 (JGJ81-91) 《钢结构焊缝外形尺寸》 (GB5777-96) 钢结构设计及细化图纸 3 材料
3.1 钢板材料主要为Q345、Q235等钢结构用材,其质量标准应符合《碳素结构钢》GB/T 700和〈〈普通低合金结构钢〉〉GB1591的相关要求。
3.2 焊接材料
焊接材料图纸和工艺有要求时按照图纸和工艺要求执行,无要求时按照下表进行选用:
焊接方法 材质 焊材牌号
焊接位置
手工电弧焊 Q345 E5015/E5016 定位焊 对接 角接 Q235 E4303/E4315 埋弧自动焊 Q345 H08MnA + HJ431或SJ101 对接 角接 Q235 H08A+ HJ431或SJ101
CO 2气体保护焊 Q345--Q235 ER50-6 定位焊 对接 角接
焊接材料烘干温度表
焊接材料牌号 使用前烘焙条件 使用前存放条件 焊条E5015 350-400℃;2h 100-150℃ 焊剂 HJ431
150-250℃;1h 100-150℃
4、 制作工艺要领 4.1制作工艺流程 见下图:
实例图片
直条数控切割机多火嘴门型切割机示
4.2.2 焊接坡口
工艺通知书
制订日期:2015年9月16日
第1/ A 版 第 5/12 页
文件非经许可 不准影印
距为250-300mm 。
具体工序参见《H 型钢制作通用工艺》中组对工艺步骤。
4.3.2 T 型钢的组立见图1。
为减少T 型钢焊接变形,首先在组立机上组立成T 型钢,定位焊接采用气保焊. 2T 组成H 进行打底焊接后再埋弧盖面。
4.3.3 组立后的H 型钢及T 型钢(组成H 型钢),有穿筋孔配置要求的十字型柱在组立定位前要核对穿筋孔的相对位置,在保证穿筋孔位置对正无误的情况下才能进行下道工序作业。
4.3.4 十字型柱组立定位焊:见图2.组立前应对焊接面仔细检查,消除氧化皮等杂物,对于T 型钢的安装应按图纸要求进行装配,划线使用划针,进而保证装配的准确度;定位焊采用CO2气体保护焊,定位焊脚高度不得大于设计焊缝焊脚高度的2/3;定位焊缝长度为50mm ,焊道间距为250mm 。
定位焊不得有裂纹、夹渣、焊瘤等缺陷;注意定位焊长度,以保证足够强度。
4.3.5十字柱焊接及拼装工艺要求
十字柱组对及拼装允许偏差
项目 焊接及拼接工艺要求 1 不允许电弧擦伤,点焊咬边≤1mm
2 翼板与腹板接缝应错开200mm 以上,以避免焊缝交叉处应力集中
3 翼板与腹板之间的装配间隙Δ≤0.75mm
项目 H 型钢组立允许偏差(mm )
长度(L )
±3.0
高度(H ) ±2.0
垂直度(Δ)
≤B/100且不大于
2.0
B
Δ
e
H
图1 图2
十字型坡口接头示意
工艺通知书
制订日期:2015年9月16日
第1/ A 版 第 7/12 页
文件非经许可 不准影印
项 目
允许偏差(mm ) 图 例
测量工具
t 1<t 2且t 1>20
4.0 加劲板或隔板倾斜偏差
2.0
吊线、钢尺
截面高度
h
h ≤2000 ±2.0 h
b
钢尺
h>2000
±3.0 截面宽度b
±2.0 两腹板垂直度Δ
连接处
h/300 且不大于1.5 h
直角尺
其他处
h/200 且不大于2.5
表续
项 目
允许偏差(mm ) 图 例 测量工具
腹板中心偏移e
接合部位 1.5
钢尺
其它部位 2.0 腹板局部平面度f/m 2
腹板t<14 3.0
1m 钢直尺
塞尺
腹板t ≥14
2.0
4.4 H 型钢焊接
4.4.1 H 型钢焊接方法和焊接顺序:见右图。
H 型钢焊接和T 型钢焊接(已组立成H 型)采用门型埋弧自动焊盖面,船形焊位置施焊,在焊接时一定按照对角顺序焊接借以减少变形。
4.4.2焊前准备:
1) 检查H 型钢长度方向变形程度,根据变形情况来决定先焊哪一面,通常先焊的焊道,其所引起
工艺通知书
制订日期:2015年9月16日第1/ A版第9/12页
文件非经许可不准影印
腹板局部平
面度(f)
t(板厚)<14 3.0
t(板厚)≥
14
2.0
4. 6钻孔工序
4.6.1钻孔采用数控三维钻床,平面钻床,摇臂钻等设备。
4.6.2数控批量钻孔时,首件应进行仔细检查,合格后才能继续进行。
4.6.3钻孔技术要求执行《钢结构钻孔通用工艺》
4.6.4 钻孔完成后应将毛刺清理干净。
4.8 十字柱焊接
十字型柱的十字形焊缝的焊接有两种方法:1.采用门型埋弧自动焊,加长导电嘴,船形焊位置焊接。
2. 采用人工二氧化碳保护焊,船形位置焊接。
4.8.1根据十字柱焊缝的结构形式,为了控制焊接过程中的变形,要严格遵守焊接顺序,焊接顺序如下:
4.8.2清理焊缝后,焊接整条连续的埋弧焊缝,对焊缝进行二层焊接,每层焊完后,应严格清理层与层之间的焊渣以及焊接缺陷,缺陷处应及时用砂轮打磨或气刨铲除之后进行补焊。
4.8.3层间温度控制在150-200℃范围内,超过200℃应停止焊接,冷却10-20分钟后再进行焊接,以减少变形,焊接过程中应随时检查十字柱的变形情况,可根据情况,利用后续焊接来调整十字柱的变形。
4.8.4 清理,冷却,割去引出板及引弧板,并打磨。
4.8.5 若发现十字柱存在变形应进行矫正,采用火焰矫正,其温度值应控制在750~900℃之间,同一部位加热矫正不得超过2次,矫正后,应缓慢冷却。
4.8.6对于检出的超差缺陷,用碳弧气刨进行铲除,打磨。
然后用气保焊焊后进行清理、打磨;
4.9拼装工序
根据构件编号,和图纸核对无误后,在距端头500mm处相邻两翼缘板打上钢印号,钢印应清晰,
1000
b
f
1
f
工艺通知书
制订日期:2015年9月16日
第1/ A 版 第 10/12 页
文件非经许可 不准影印
明确。
钢印号周围用白色油漆笔划线圈住。
加工总长至图纸尺寸,以顶端面或底端面为基准,划线、组装牛腿、筋板等附件,检查合格后方能允许焊接。
按照图纸要求完成焊接。
焊接完成后,将焊渣、飞溅、气孔、焊瘤等焊接缺陷去除干净。
4.10成品检验
焊接十字柱成品尺寸十字柱截面要求见下表 检验合格后做好标记。
项 目
允许偏差(mm ) 图 例
测量工具
柱的高度H
±3.0 柱下端面柱上端面
2L2
2
2
1
(牛腿侧偏差)
向(牛腿扭曲)
钢尺
截面高度
h (b ) 连接处 ±1.0 非连接处 ±2.0 铣平面到第一个安装孔的距离 ±1.0 牛腿上表面到柱底距离L1 两牛腿上表面之间的距离L4
±1.0 柱身弯曲矢高
H/1500 且不大于3.0
钢线 钢尺
牛腿的翘曲、扭曲、侧面偏差
Δ
L 2≤1000 1.0 钢线 线锤 钢尺
L 2>1000
2.0 牛腿的长度偏差 ±
3.0
牛腿孔到柱轴线距离L2
±2.0 端部铣平面 表面粗糙度 0.03mm
检验样板 斜交牛腿的夹角偏差
2.0
角度样板 塞尺 两腹板垂直度Δ
连接处
h/300 且不大于1.5
h
直角尺
工艺通知书
制订日期:2015年9月16日
第1/ A 版 第 11/12 页
文件非经许可 不准影印
项 目
允许偏差(mm )
图 例
测量
工具
其他处
h/200 且不大于2.5 柱身扭曲a
h/250 且不大于4.0
a
h
h
钢线 线锤
钢尺
续表
项 目
允许偏差(mm )
图 例 测量工具
腹板中心偏移
e
接合部位
1.5
钢尺
其它部位 2.0
柱端面垂直度
端铣面
h/800 且不大于1.0
h
h 向
直角尺 塞尺
非端铣面
h/400 且不大于2.0
腹板局部平面度
f/m 2
腹板t<14
3.0
1m 钢直尺
塞尺
腹板t ≥14
2.0
翼缘板垂直度
Δ
接合部位
b/100 且不大1.5
直角尺。