油阀座加工工艺过程卡片
油阀座加工工艺及夹具设计
河南工业职业技术学院Henan Polytechnic Institute毕业设计(论文)题目油阀座的加工工艺及夹具设计班级_机械设计与制造 1101姓名刘继浩____指导教师_刘云豫__摘要本设计的主要内容是CA6140油阀座零件的机械加工工艺规程以及其专用夹具的设计。
根据所设计出的零件的尺寸,运用CAD画出零件图、毛坯图、夹具零件图、夹具装配图。
设计的主要步骤为确定零件的生产类型,进行工艺分析,确定毛坯种类及制造方法,运用CAD对零件进行分析,通过对相关资料的查询确定出零件表面的加工方法及加工工序顺序的安排以及其专用夹具的设计,填写相关的工艺卡片。
在保证零件加工质量的前提下,还要提高生产效率,降低消耗,以取得较好的经济效益和社会效益。
关键词:油阀座、工艺、工序、夹具设计目录1.绪论 (4)1.1设计目的 (5)1.2设计意义 (5)1.3现状分析及发展前景 (5)2零件的分析 (7)2.1零件的作用 (7)2.2零件的工艺分析 (7)3工艺规程的设计 (9)3.1确定毛胚的制造形式 (9)3.2基准的选择 (9)3.3表面加工方法的选择 (10)3.4工序的安排 (11)3.5机械加工余量毛胚尺寸的确定 (12)3.6有关供需尺寸及公差的确定 (14)3.7确定切削用量及基本工时 (16)4夹具设计 (30)4.1问题的提出 (30)4.2定位基准的选择 (30)4.3切削力及加紧力的计算 (31)4.4定位误差的分析 (32)4.5夹具设计及操作说明 (33)总结........................................................ (34)致谢 (35)参考文献........................................................ ..36绪论机械制造是国民经济的支柱产业,现代制造正在改变着人们的生活方式、生产方式、经济管理模式乃至社会的组织结构和文化。
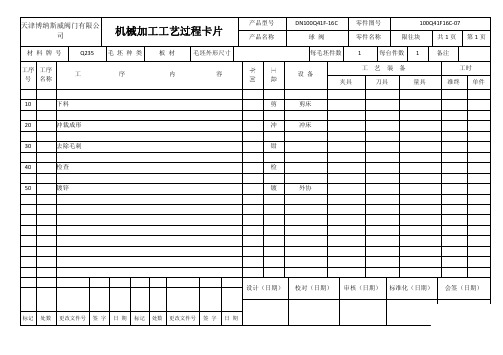
阀门工艺过程卡片

划
划28-M10螺纹孔线
钳
平台
卷尺
70
钻
钻28-M10-6H螺纹孔
钳
Z3050
钻头¢8.5
卡尺
80
镶圈
将此件及¢6胶条装入阀体,用螺纹钉紧固
钳
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天津博纳斯威阀门有限公司
机械加工工艺过程卡片
卡尺
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-02
产品名称
球阀
零件名称
阀体
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
阀门工艺过程卡片
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 工
机械加工工艺过程卡片
毛 坯 种 类 序 内 毛坯外形尺寸
产品型号 产品名称 续阀体圈 每毛坯件数 车 间 工 段 设 备 夹具
零件图号 零件名称 1 工 每台件数 艺 装 备 1
500D341X10共2页 备注 工时 量具 准终 单件 第2页
车 钳 检
CA6132 Z4020
卡尺 卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
天津博纳斯威阀门有限公 司
材 料 牌 号 工序 工序 号 名称 2Cr13 工
机械加工工艺过程卡片
毛 坯 种 类 序 棒 料 内 毛坯外形尺寸
材 料 牌 号 工序 工序 号 名称 HT1550 工
机械加工工艺过程卡片
毛 坯 种 类 序 铸件 内 毛坯外形尺寸
产品型号 产品名称
DN500D341X-10 蝶 阀 每毛坯件数
零件图号 零件名称 1 工 地脚架 2
500D341X10共1页 备注 工时 量具 准终 单件 第1页
每台件数 艺 装 备
钻一端中心孔 C4 装夹一端,顶另一端,车外园,平大端面至尺寸 调头,平小端面至尺寸,打中心孔 C4 铣大头平面至尺寸 铣小头平面至尺寸 检查各部尺寸
钳 车 车 铣 铣 检
Z3050 C6132 C6132 X5036 X5036 卡尺 卡尺 卡尺 卡尺
设计(日期)
油阀座_机械加工工艺过程卡片

粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻Φ3
Z5125
100
0.5
1.5
1
3
扩孔Φ5
Z5125
100
0.5
1.5
1
4
钻Φ2
Z5125
100
0.5
1.5
1
设计(日期)
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
精铣Φ16下端面
X6135
287
72
0.12
1
1
3
精铣台阶
X6135
287
72
0.12
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
镗
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
10
页
车间
工序号
夹具名称
切削液
05
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
阀体零件的加工工艺设计(附工艺卡片)

阀体零件的加工工艺设计(附工艺卡片)阀体零件的加工工艺设计目录第一章. 零件的工艺分析 (5)1.1零件的图样分析 (5)第二章. 机械加工工艺规程设计 (6)2.1确定毛坯的制造形式 (6)2.2选择定位基准 (6)2.3阀体零件表面加工方法的选择 (6)2.4工艺路线的制定 (10)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (17) 2.6确定切削用量及基本工时 (18)2.6.1镗孔夹具 (18)2.6.2钻孔夹具 (25)2.7编制工艺规程文件 (28)第三章. 镗孔夹具设计 (28)3.1定位基准的选择 (28)3.2定位元件的设计 (29)3.3定位误差的分析与计算 (31)3.4夹紧装置设计 (31)3.5切削力及夹紧力的计算 (32)3.6车夹具设计及操作的简要说明 (34)第四章.钻孔夹具设计 (35)4.1定位基准的选择 (35)4.2定位元件的设计 (36)4.3定位误差的分析与计算 (36)4.4夹紧装置设计 (37)4.5切削力及夹紧力的计算 (37)4.6钻套及衬套导向件的设计 (39)4.7钻夹具设计及操作的简要说明 (40)总结 (41)参考文献 (42)第一章零件的工艺分析1.1零件的图样分析本次设计的题目是阀体零件的机械加工工艺及装备设计,阀体是在一定条件下,能使液压泵卸荷的阀。
图1-1 阀体零件图图1-2 阀体零件三维图第二章机械加工工艺规程设计2.1毛坯的制造形式的确定由于该零件的材料为HT200,且零件的年产量为6000件,已达到大批生产的水平,因此生产类型为大批量生产,为使零件有较好的机械性能,保证零件加工余量等,故采用铸造毛坯。
因为零件尺寸不大,形状结构比较复杂,所以我们采用铸造的形式来提高劳动生产率,降低成本。
2.2选择定位基准零件的机械加工工艺过程中,其中最关键的两道工序分别为钻4xM8的螺纹孔、镗Φ28mm和Φ30mm阶梯孔。
在加工4xM8的螺纹孔时,根据定位基准的选择原则,选择30x30的凸台底面作为定位基准,并且通过心轴为主要定位元件和挡销来实现定位。
机械制造工艺学课程设计-设计油阀座零件的机械加工工艺规程及夹具设计
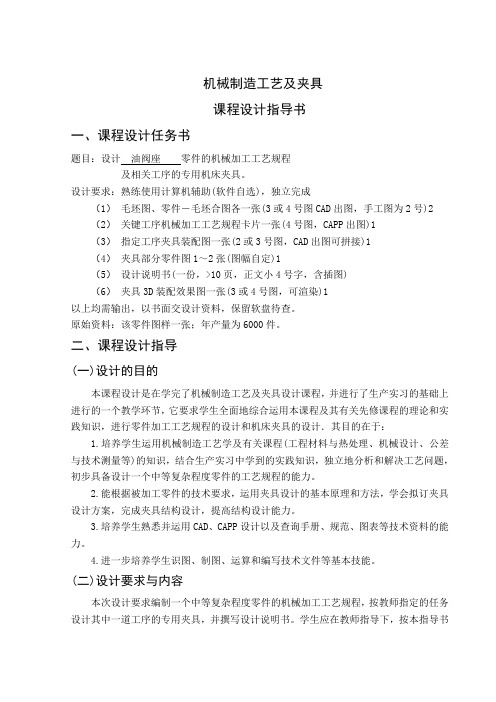
机械制造工艺及夹具课程设计指导书一、课程设计任务书题目:设计油阀座零件的机械加工工艺规程及相关工序的专用机床夹具。
设计要求:熟练使用计算机辅助(软件自选),独立完成(1)毛坯图、零件-毛坯合图各一张(3或4号图CAD出图,手工图为2号)2 (2)关键工序机械加工工艺规程卡片一张(4号图,CAPP出图)1(3)指定工序夹具装配图一张(2或3号图,CAD出图可拼接)1(4)夹具部分零件图1~2张(图幅自定)1(5)设计说明书(一份,>10页,正文小4号字,含插图)(6)夹具3D装配效果图一张(3或4号图,可渲染)1以上均需输出,以书面交设计资料,保留软盘待查。
原始资料:该零件图样一张;年产量为6000件。
二、课程设计指导(一)设计的目的本课程设计是在学完了机械制造工艺及夹具设计课程,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本课程及其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计.其目的在于:1.培养学生运用机械制造工艺学及有关课程(工程材料与热处理、机械设计、公差与技术测量等)的知识,结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。
2.能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟订夹具设计方案,完成夹具结构设计,提高结构设计能力。
3.培养学生熟悉并运用CAD、CAPP设计以及查询手册、规范、图表等技术资料的能力。
4.进一步培养学生识图、制图、运算和编写技术文件等基本技能。
(二)设计要求与内容本次设计要求编制一个中等复杂程度零件的机械加工工艺规程,按教师指定的任务设计其中一道工序的专用夹具,并撰写设计说明书。
学生应在教师指导下,按本指导书的规定,认真地、有计划地按时完成设计任务。
必须以负责的态度对待自己所作的技术决定,数据和计算结果。
注意理论与实践的结合,以期使整个设计在技术上是先进的,在经济上是合理的,在生产上是可行的。
机械工程油阀座课程设计---油阀座的工艺规程设计

课程设计说明书学院:机械工程与自动化学院专业:工业工程题目:油阀座的工艺规程设计2012年 6 月 10 日目录1 前言 (3)1.机械加工工艺规程制订 (3)1.1 生产过程与机械加工工艺过程 (3)1.2 机械加工工艺规程的种类 (3)1.3 制订机械加工工艺规程的原始资料 (4)2 零件图工艺性分析 (4)2.1毛坯制造形式 (4)2.2基面的选择 (4)2.3制定工艺路线 (5)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8)2.5确定切削用量和基本工时 (9)3 机床夹具设计 (18)3.1定位基准的选择 (18)3.2切削力和卡紧力计算 (18)3.3定位误差分析 (18)4 设计体会 (19)5主要参考文献 (19)油阀座的工艺规程设计前言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
生产的发展和产品更新换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械加工工艺等提出了要求。
在实际生产中,由于零件的生产类型、形状、尺寸和技术要求等条件不同,针对某一零件,往往不是单独在一种机床上用某一种加工方法就能完成的,而是需要经过一定的工艺过程。
因此,我们不仅要根据零件具体要求,选择合适的加工方法,还要合理地安排加工顺序,一步一步地把零件加工出来。
1机械加工工艺规程制订1.1生产过程与机械加工工艺过程生产过程是指将原材料转变为成品的全过程。
它包括原材料的运输、保管于准备,产品的技术、生产准备、毛坯的制造、零件的机械加工及热处理,部件及产品的装配、检验调试、油漆包装、以及产品的销售和售后服务等。
机械工工艺过程是指用机械加工方法改变毛坯的形状、尺寸、相对位置和性质使其成为零件的全过程。
机械加工工艺过程的基本单元是工序。
工序又由安装、工位、工步及走刀组成。
规定产品或零件制造过程和操作方法等工艺文件,称为工艺规程。
“油阀座”零件的机械加工工艺规程 和工艺装备的设计课程设计

目录课程设计任务书................................................................................................ 错误!未定义书签。
一.零件的工艺分析及生产类型的设计 .................................................................................... 11.零件的作用.......................................................................................................................... 12.零件的工艺性分析.............................................................................................................. 1二.选择毛坯,确定毛坯尺寸,设计毛坯图 11. 选择毛坯............................................................................................................................ 12. 确定机械加工余量,确定毛坯尺寸,设计毛坯图........................................................ 2三.选择加工方法,制定工艺路线 21.基面的选择.......................................................................................................................... 22.制定工艺路线...................................................................................................................... 3四.工序设计 5(1)外圆表面(∅63㎜) ................................................................................................... 5(2)外圆表面沿轴线长度方向的加工余量(∅63㎜端面、∅32㎜端面).................. 5(3)孔∅16㎜ ....................................................................................................................... 5(4)外圆端面(∅24㎜) ................................................................................................... 5(5)铣缺口(∅16㎜) ....................................................................................................... 5五.确定切削用量及基本工时 .................................................................................................... 51.粗车Φ63mm外圆及端面.................................................................................................... 62.半精车¢24.5㎜、精车¢24.5㎜沉孔,孔深为10mm﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍83.车左端端面、车锥孔Rc3/4、车60°内倒角、车内螺纹、车1×45°倒角﹍﹍﹍﹍.94.车¢24㎜端面、车倒角﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.105.钻¢3㎜孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍ (11)6.钻¢5㎜孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍ (11)7.钻¢10.5㎜孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.128.粗镗¢16㎜的孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.139.精镗¢16㎜的孔、镗内槽¢16.8㎜的孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍1310.钻端面上¢2㎜孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.1411.钻圆周上Φ2㎜孔﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.1412.铣缺口﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍15 13焊封、去毛刺﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍.15六.夹具设计(油阀座钻∅3与∅5孔专用夹具设计)﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍15(1)定位方案﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍15(2)夹紧机构﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍﹍16七.设计心得体会.......................................................... 17一.零件的工艺分析及生产类型的设计1.零件的作用按照课程设计的要求,所给定的工件是凿岩机注油器上的油阀座,阀座左端面通过Rc3/4锥孔与主机相接,一管套穿过油壶壳体与∅24.5㎜孔焊接,高压气体从左端孔进入阀座体,在负压的作用下,壶内的油从∅2㎜孔流入∅22㎜孔和高压气体相混合后形成雾状物质从套管口喷出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
05
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻Φ22孔,倒角
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻Φ10.5
Z5125
100
0.5
1.5
1
3
扩孔Φ16
Z5125
100
0.5
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
粗车右端面
CA6140
110
45.6
0.65
1.5
1
0.13
3
精车右端面
CA6140
110
45.6
1.3
1.5
1
0.13
4
粗车外圆Φ63
CA6140
110
100
0.5
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
崔思成
铣
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
7
页
车间
工序号
工序名称
材料牌号
60
铣
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
YB-211
夹具编号
崔思成
铣
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
9
页
车间
工序号
工序名称
材料牌号
80
铣
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
X6135
夹具编号
夹具名称
切削液
06
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
标记
处数
更改文件号
签字
日期
粗和半精车
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
2
页
车间
工序号
工序名称
材料牌号
10
粗半精车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
01
粗铣N面夹具
工位器具编号
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
05
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
粗车
CA6140
110
45.6
100
0.5
1.5
1
3
攻螺纹
100
0.5
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
崔思成
镗孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
5
页
车间
工序号
工序名称
材料牌号
40
镗孔
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
CA6140
三爪自定心卡盘
30
钻
钻Φ22孔,倒角、攻螺纹
CA6140
三爪自定心卡盘
40
镗
扩孔Φ24.5,粗镗退刀槽,精镗孔Φ24.5
CA6140
三爪自定心卡盘
50
钻
钻Φ3,粗铣,半精铣上表面
YB-211
夹具2
70
钻
钻Φ10.5孔,扩Φ16孔,
Z5125
夹具2钻模
机械加工工艺过程卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
1
页
材料牌号
ZG45
毛坯种类
铸铁
毛坯外形尺寸
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
01
铸造
10
车
粗车右端面,半精车右端面。粗车及半精车外圆Φ63
CA6140
三爪自定心卡盘
20
车
粗车,半精车左端面,倒角
夹具名称
切削液
06
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
粗铣上端面39.6
YB-211
287
72
0.12
1
1
3
精铣上端面39.6
YB-211
287
72
0.12
1
1
设计(日期)
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
精镗孔Φ16
C5116
110
44
0.2
0.2
1
3
钻Φ2
C5116
100
0.5
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
崔思成
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
崔思成
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
80
铣
铣Φ16孔下端面,铣上端面平台
X6135
夹具2钻模
90
镗
粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔
C5116
夹具3钻模
100
去毛刺
去除全部毛刺
钳工台
110
终检
按零件图样要求全面检查
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
崔思成
2014.6.5
标记
处数
更改文件号
签字
日期
0.65
1.5
1
3
精车
CA6140
110
45.6
1.3
1.5
1
4
倒角
CA6140
110
45.6
1.3
1.5