H2S--硫化氢尾气净化
浅析硫化氢提纯技术
2018年09月浅析硫化氢提纯技术吉鹏飞(新疆广汇陆友硫化工有限公司,新疆哈密839303)摘要:硫化氢是硫化工装置生产中不可或缺的一种原料,普遍存在于煤化工、石油化工的尾气中。
本文简要介绍了几种硫化氢提纯工艺,并对各工艺进行了简要分析。
关键词:硫化氢;提纯;回收利用在石油、天然气和煤化工生产过程中,不可避免会产生大量含H 2S 的尾气。
炼油厂和煤化工副产的酸性气体H 2S 含量约为25%-40%(VOL%),其他主要组分为氮气、二氧化碳、水等,通常采用克劳斯法回收硫磺。
这种方法设备腐蚀严重,同时造成了氢元素的流失,既浪费资源又容易排放超标,不能适应绿色环保及循环经济的要求。
硫化氢提纯工艺主要有变压吸附法、膜分离法、深冷精馏法、溶剂吸收法,本文将对以上工艺进行浅析。
1变压吸附法变压吸附是一种利用气体在固体材料上的吸附特性,通过周期性的压力变换来实现气体提纯的技术[1]。
变压吸附用于硫化氢提纯的关键是吸附剂的选择,既要考虑对二氧化碳有良好的选择性,也要考虑到吸附剂的再生性能。
变压吸附具有产品纯度高;在室温和较低压力下即可工作,床层不用加热再生,产品纯度较高;设备简单,操作、维护简便;可连续循环操作,完全达到自动化。
但酸气组分的复杂程度会影响其提纯的效果。
2膜分离法膜分离法是利用高分子膜对不同种类的气体分子具有不同的透过率和选择性,从气体混合物中筛选分离气体的方法。
该技术具有结构简单,便于连续操作,便于维修和自控,与其他分离过程耦合性好;膜分离过程条件温和;不加入其他物质即可完成分离过程,环保高效;一般膜分离过程无相变发生;能耗较低等优点。
但分离膜通用性差,总体投资较大,大规模工业生产经济性较低。
3深冷精馏法深冷精馏法的实质就是气体液体化技术。
通常采取机械方法,如用节流膨胀或绝热膨胀等方法,把气体压缩、冷却后,利用不同气体沸点上的差异进行精馏,从而分离气体[2]。
酸性尾气中主要组分常压下的凝固点、沸点数据表如下:表1H 2S ,CO 2,N 2,H 2O 常压下凝固点、沸点数据表物性凝固点,⑵沸点,⑵H 2S-85.6-60.4CO 2-56.6(5.27KPa )-78.5(升华)N 2-209.85-195.75H 2O0100酸性尾气中N2属不凝性气体,H 2S 的沸点比CO2的沸点约高18℃,可通过给尾气加压,进行深冷处理,再进行精馏分离得到纯度较高的硫化氢气体。
硫化氢及其去除

分
离
燃料气
罐
酸性气
预 热 器
锅炉给水
分
排
离
污
罐
罐
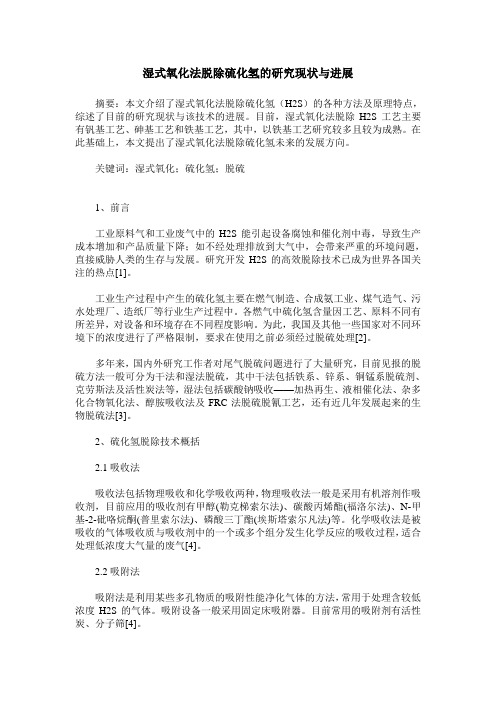
图 3-3 燃烧转化阶段流程
硫 磺 锁 斗 A
去液硫池
工艺气
克劳斯工艺 (Claus Process)
1#再热器
Claus催化反应器
2#再热 器
副产蒸汽 工艺气去氧化反应段
催化还原反应器
第一硫冷凝器
第二硫冷凝器
锅炉给水 去排污罐
硫
硫
二. 硫化氢去除
2.湿法,包括溶剂法、中和法和氧化法。 ① 溶剂法:常用15~20%二乙醇胺水溶液吸收硫化氢,形成“复合 物”,加热到100~130℃,硫化氢被解析出来,经冷凝可得到高浓度 硫化氢,再制成硫磺。 ② 中和法:硫化氢是酸性物质,可用碱性吸收液去除。常用吸收液 有碳酸钠溶液、氨水等。 ③ 氧化法:硫化氢用碱性吸收液吸收后,在催化剂作用下氧化成硫 磺。催化剂可用空气再生,继续使用。常用催化剂有镍盐、铁氰化物、 氧化铁、对苯二酚、氢氧化铁、硫化砷酸的碱金属盐类、蒽醌二磺酸 盐、苦味酸、萘醌二磺酸盐等。
回收工艺中最基本、使用最多的一种方法;分为直流法、
分流法和直接氧化法三种。
表 3% 50~100 30~50 15~30 10~15 5~10
<5
工艺流程安排 直流法 H2S + O2 → S2 + H2O + 205 KJ/mol 预热酸气及空气的直流法,或非常规分流法 分流法 预热酸气及空气的分流法 掺入燃料气的分流法,或硫循环法 直接氧化法
液硫自硫磺锁斗A 液硫自硫磺锁斗B 液硫自硫磺锁斗C 液硫自硫磺锁斗D
硫磺造粒机
全国各装置尾气加氢反应器预硫化
大庆石化硫磺操作规程内容:(后面有其他厂家资料仅供参考)5、加氢催化剂的操作(1)预硫化操作钴/钼催化剂的活性组分是硫化钴和硫化钼,催化剂制造厂提供的是氧化钴和氧化钼,因此催化剂使用之前必须进行预硫化。
在预硫化初期,为了不破坏催化剂的活性,在温度低于200℃时应避免催化剂与氢接触。
催化剂用含H2S的还原气进行预硫化,预硫化还原气有两种来源,从克劳斯工段来的酸性气或者含SO2含量低的克劳斯尾气,当用克劳斯尾气进行预硫化时,应控制尾气中H2S/SO2之比为5~8;当用克劳斯酸性气进行预硫化时,要求酸性气中NH3含量少于5%(V),重烃含量少于1%(W)。
催化剂预硫化温度为250℃,硫化气体H2S含量为1%(V),预硫化时间以反应器被H2S 击穿为准,预计预硫化时间为1天。
(2)钝化操作反应器操作一段时间后催化剂吸附了会自燃的FeS,若催化剂暴露在空气中会引起FeS 的自燃,损坏催化剂同时危及人身安全,为此在反应器打开人孔之前,催化剂必须进行钝化。
钝化办法是在60~70℃的温度下,循环气中缓慢加放空气,使FeS有控制地与O2反应,生成SO2和Fe2O3,控制循环气含氧量不大于1%,床层温度不大于100℃,催化剂钝化时会放出热量,因此必须防止催化剂过热,否则会引起催化剂老化。
催化剂钝化在装置停工时进行,钝化时间大约3天。
6、尾气加氢反应器及相关操作(1)作用:尾气加氢反应器的作用是将制硫尾气中残余的S X、SO2加氢还原成H2S回收利用。
(2)操作:①制硫尾气自尾气分液罐出来,首先进入尾气加热器进行预热进行预热入、出口之间设有旁通线,通过调节阀调节入口阀及旁通阀,可使加氢反应器入口温度达到要求,当入口温度偏高时,减小尾气入口阀开度;增大旁通阀开度,当入口温度偏低时,增大尾气入口阀开度,减小旁通阀开度。
②加氢反应器入口温度一般控制在300℃左右,因为反应器还原反应为放热反应,故其床层温升受到尾气分液罐出口过程气中S X、SO2含量的影响,如床层温升明显增大,就可以说明制硫燃烧炉配风偏大了。
H2S--硫化氢尾气净化
硫化氢尾气净化方法1.化学吸收法:吸收液一般是弱碱水溶液。
1.1 单乙醇胺溶液(MEA):MEA是吸收硫化氢较好的溶剂,其优点是:价格低,反应能力强,稳定性好,且易回收;缺点是:蒸气压高,溶液损失大。
可采用简单的水洗法从气流中吸收蒸发的胺来加以回收。
而与氧硫化碳(COS)反应而不能再生,因此,MEA法只能用于净化天然气和不含COS(或CS2)的气体。
1.2 乙二醇胺(DEA):由于石油炼制含有COS气,一般使用DEA溶剂作为吸收剂。
DEA法由于投资运营费低,蒸气压低,损失比MEA法少,DEA对烃类溶解度小,用此法回收的硫化氢气体中含烃类<0.5%,净化程度高。
1.3 二异丙醇胺(DIPA):对于含硫化氢、CO2,和COS的烟气,常采用二异丙醇胺(DIPA)30%一40%的水溶液进行吸收,称DIPA法。
1.4 热碳酸盐法:热碳酸盐法的吸收液是加活化剂的碳酸盐水溶液。
碳酸盐多用碳酸钾,也有用碳酸钠的。
活化剂为胺-硼酸盐、三氧化二砷或甘氨酸。
该法已成功地用于从气体中脱除大量CO2,也已用来脱除含CO2和硫化氢的天然气中的酸性气体。
缺点是不适于用来脱除不含CO2或含少量CO2的混合气的酸性组分。
2.1 物理吸收法:流程简单,只需吸收塔,常压闪蒸罐和循环泵,不需蒸气和其他热源2.2 物理-化学吸收法:这是一种将化学吸收剂与物理吸收剂联合应用的脱硫方法,目前以环丁砜法为常用,环丁砜脱硫法所用溶剂一般是由DIPA、环丁砜和水组成。
环丁砜对水、酸、碱、氧等均稳定,挥发性小,无毒。
实验表明,溶液中环丁砜浓度高,适于脱除COS,反之,低的环丁砜浓度则适合于脱除硫化氢。
3 吸收氧化法3.1 费罗克斯法:其净化对象为焦炉煤气和其他含硫化氢的气体。
吸收液用Na2CO3溶液,以Fe(OH)3作催化剂,反应式为:吸收:2Fe(OH)3+3H2S—Fe2S3+6H2O (1)再生:2Fe2S3+6H2O+3O2—4Fe(OH)3+6S (2)其工艺条件为:Na2CO3浓度为3%一5%,Fe(OH)3浓度为0.5%,净化效率可达98%。
硫化氢废气的危害及处理方法
山东派力迪硫化氢废气的危害及处理方法硫化氢化学品名称:硫化氢(H2S)化学品描述:硫化氢是无色、有臭鸡蛋气味的毒性气体。
当空气中硫化氢的体积分数过0.1%时,就能引起头疼晕眩等中毒症状,故制备或使用硫化氢是必须在通风橱中进行。
化学式H2S。
式量34.08。
是一种大气污染物。
密度1.539克/升3。
熔点-85.5℃,沸点-60.7℃。
有毒、恶臭的无色气体。
当空气中含有0.1%H2S时,就会引起人们头疼、晕眩。
当吸入大量H2S时,会造成昏迷,甚至死亡。
与H2S接触多,能引起慢性中毒,使感觉变坏,头疼、消瘦等。
工业生产上,要求空气中H2S的含量不得超过0.01毫克/升。
H2S微溶于水,其水溶液叫氢硫酸。
化学性质不稳定,点火时能在空气中燃烧,具有还原性。
能使银、铜制品表面发黑。
与许多金属离子作用,可生成不溶于水或酸的硫化物沉淀。
它和许多非金属作用生成游离硫。
用途:H2S可用来分离和鉴定金属离子、精制盐酸和硫酸(除去重金属离子),以及制备元素硫等。
它是一种好的还原剂。
制法:可由硫蒸气和氢直接化合而成;也可由金属硫化物同酸作用来制取。
硫化氢是具有刺激性和窒息性的无色气体.低浓度接触仅有呼吸道及眼的局部刺激作用,高浓度时全身作用较明显,表现为中枢神经系统症状和窒息症状.硫化氢具有"臭鸡蛋"气味,但极高浓度的硫化氢会很快引起嗅觉疲劳而不觉其味.采矿,冶炼,甜菜制糖,制造二硫化碳,有机磷农药,以及皮革,硫化染料,颜料,动物胶等工业中都有硫化氢产生;有机物腐败场所如沼泽地,阴沟,化粪池,污物沉淀池等处作业时均可有大量硫化氢逸出,作业工人中毒并不罕见.另外,硫化氢对眼和呼吸道粘膜产生强烈的刺激作用.硫化氢吸收后主要影响细胞氧化过程,造成组织缺氧轻者主要是刺激症状,表现为流泪,眼刺痛,流涕,咽喉部灼热感,或伴有头痛,头晕,乏力,恶心等症状.检查可见眼结膜充血,肺部可有干啰音,脱离接触后短期内可恢复;中度中毒者粘膜刺激症状加重,出现咳嗽,胸闷,视物模糊,眼结膜水肿及角膜溃疡;有明显头痛,头晕等症状,并出现轻度意识障碍,肺部闻及干性或湿性锣音.X线胸片显示肺纹理增强或有片状阴影;重度中毒出现昏迷,肺水肿,呼吸循环衰竭,吸入极高浓度(1000mg/m'以上)时,可出现"闪电型死亡".严重中毒可留有神经,精神后遗症.硫化氢能溶于水,在常温常压下,1体积水能溶解2.6体积的硫化氢在较高温度时,硫化氢分解成氢气和硫H2S==H2+S硫化氢是一种可燃气体,在空气充足的条件下,硫化氢能完全燃烧发出淡蓝色的火焰,生成SO2.如果氧气不足,硫化氢发生不完全燃烧,生成水和单质硫.2H2S+3O2==2H2O+2SO2(条件为点燃)2H2S+O2==2H2O+2S(条件为点燃)在硫化氢中,硫处于最低化合价,是-2价,它能失去电子得到单质硫或高价硫的化合物.上述两个反应中,硫的化合价升高,发生氧化反应,硫化氢具有还原性.硫化氢的水溶液叫做氢硫酸,是一种弱酸,具有酸的通性.当氢硫酸受热时,硫化氢会从溶液里溢出.在实验室里,通常用硫化亚铁跟稀盐酸或稀硫酸反应制取硫化氢.FeS+2HCl==FeCl2+H2S↑FeS+H2SO4==FeSO4+H2S↑品名硫化氢;Hydrogen sulfide;CAS:7783-06-4理化性质为无色气体。
大庆石化炼油厂恶臭气体污染产生及防治

大庆石化炼油厂恶臭气体污染产生及防治摘要:针对大庆石化公司炼油厂常见的恶臭气体产生源、恶臭气体的种类进行分析,对恶臭气体治理方法和对人类危害进行了讨论。
关键词: 炼油;恶臭;气体;产生;治理;中图分类号:o659 文献标识码:a 文章编号:在大庆石化公司炼油厂的厂区及周围,经常有一些难闻的气味,给人以不快的感觉,造成这种大气异味污染的有害物主要有;硫化氢、二氧化硫、硫醇、硫化氨、硫氢化铵、挥发酚、氨、二硫化碳、糠醇、苯、油气类等。
这些难闻的恶臭气体,对人们的身体健康构成了威胁,尤其是大庆石化公司炼油厂这样的史建于60年代的老厂,缺少环保设施,而且厂区与生活区布置的极不合理;生活区建在厂区的长年下风向,厂区与生活区的边界是零距离。
因此我们必须为避免恶臭气体污染、减少恶臭气体排放、治理废气作为当前首要的攻关课题。
1、恶臭气体的来源及危害1.1 恶臭气体来源大庆石化公司炼油厂是原油加工量为600万吨/年的集炼油、润滑油、化工为一体的综合型炼油厂,在生产、储运、中间料输送等环节,都可能是产生恶臭气体散发的因素。
恶臭气体的主要来源;一是来自含硫污水;即酸性水、二是加工过程中散发出的带有硫化氢的油气等。
炼油过程中的几套产酸性水的装置;加氢裂化、蜡油催化、重油催化、焦化等装置排出的含硫污水和含氨污水(统称酸性水),在储罐的放空口、机泵检修等都可散发出恶臭气体。
加氢装置在开工时要进行催化剂(二硫化碳)硫化,原料罐会散发出恶臭气体。
石蜡加氢装置开工时也要进行催化剂(二甲基二硫)硫化,在加剂罐处散发恶臭气体。
炼油装置:常减压、加氢等装置的回流罐放空,会排出烃类气体。
以及其它装置排瓦斯进火炬并燃烧不好时,都会散发出的恶臭气体等等。
1.2 恶臭气体的危害炼油厂、石油化工厂、煤化工厂等,在正常生产中,散发出的各类气体,虽然浓度不高,但这些大都是对人体有害的气体。
达到一定浓度时,将会使人致伤、致残、甚至于致命。
2000年5月,某厂酸性水汽提装置停工检修,当时因为下水道堵塞,在清扫酸性水汽提装置原料水罐时,清除的罐底泥和少量的酸性污水从明沟流进了一个水塘中。
湿式氧化法脱除硫化氢的研究现状与进展
湿式氧化法脱除硫化氢的研究现状与进展摘要:本文介绍了湿式氧化法脱除硫化氢(H2S)的各种方法及原理特点,综述了目前的研究现状与该技术的进展。
目前,湿式氧化法脱除H2S工艺主要有钒基工艺、砷基工艺和铁基工艺,其中,以铁基工艺研究较多且较为成熟。
在此基础上,本文提出了湿式氧化法脱除硫化氢未来的发展方向。
关键词:湿式氧化;硫化氢;脱硫1、前言工业原料气和工业废气中的H2S能引起设备腐蚀和催化剂中毒,导致生产成本增加和产品质量下降;如不经处理排放到大气中,会带来严重的环境问题,直接威胁人类的生存与发展。
研究开发H2S的高效脱除技术已成为世界各国关注的热点[1]。
工业生产过程中产生的硫化氢主要在燃气制造、合成氨工业、煤气造气、污水处理厂、造纸厂等行业生产过程中。
各燃气中硫化氢含量因工艺、原料不同有所差异,对设备和环境存在不同程度影响。
为此,我国及其他一些国家对不同环境下的浓度进行了严格限制,要求在使用之前必须经过脱硫处理[2]。
多年来,国内外研究工作者对尾气脱硫问题进行了大量研究,目前见报的脱硫方法一般可分为干法和湿法脱硫,其中干法包括铁系、锌系、铜锰系脱硫剂、克劳斯法及活性炭法等,湿法包括碳酸钠吸收——加热再生、液相催化法、杂多化合物氧化法、醇胺吸收法及FRC法脱硫脱氰工艺,还有近几年发展起来的生物脱硫法[3]。
2、硫化氢脱除技术概括2.1吸收法吸收法包括物理吸收和化学吸收两种,物理吸收法一般是采用有机溶剂作吸收剂,目前应用的吸收剂有甲醇(勒克梯索尔法)、碳酸丙烯酯(福洛尔法)、N-甲基-2-砒咯烷酮(普里索尔法)、磷酸三丁酯(埃斯塔索尔凡法)等。
化学吸收法是被吸收的气体吸收质与吸收剂中的一个或多个组分发生化学反应的吸收过程,适合处理低浓度大气量的废气[4]。
2.2吸附法吸附法是利用某些多孔物质的吸附性能净化气体的方法,常用于处理含较低浓度H2S的气体。
吸附设备一般采用固定床吸附器。
目前常用的吸附剂有活性炭、分子筛[4]。
硫化氢吸收净化技术研究进展
硫化氢吸收净化技术研究进展 张家忠1 易红宏2 宁 平2 郝吉明1(1.清华大学环境科学与工程系,北京100084;2.昆明理工大学环境科学与工程学院,昆明650093)摘 要 综合评述了硫化氢气体的吸收净化方法及特点。
净化方法分为干法和湿法两大类。
大部分干法脱硫剂均不能再生,硫容量相对较低,主要适于气体精细脱硫。
吸收净化工艺能适应较高负荷的脱硫要求,应用面广,其中尤以吸收氧化法较突出。
指出吸收氧化法中的铁基工艺尽管在工艺控制方面还有一定难度,但仍可作为一种有较大发展前途的方法。
关键词 硫化氢 吸收 技术 净化AdvancesofthestudyonabsorptiontechnologyofhydrogensulfideZhangJiazhong1 YiHonghong2 NingPing2 HaoJiming1(1.DepartmentofEnvironmentalScienceandEngineering,TsinghuaUniversity,B eijing100084;2.FacultyofEnvironmentalScienceandEngineering,KunmingUniversityofScienceandTechn ology,Kunming650093)AbstractAllkindsofmethodsremovinghydrogensulfidebyabsorptionwerereviewedinthispaper. Thepurifyingmethodsweredividedintothedryprocessandthewetprocess.Thedesulfurizing agentofmostofthedryprocesscouldnotberegenerated,anditscapacityofsulfurwaslowerrelatively,so itwassuitablefordesulfationofprecision.Theabsorptionprocesswassuitablefortherequestofthehighd esulfurizationload,whichwasusedwidely.Themethodofabsorptionandoxidationwasbestincomparisonwith theabsorptionprocesses.Accordingthemethodsofabsorptionandoxidation,thoughtheiron basedtechnologyhassomedifficultiesincontroloftechnology,itisstillamethodwithbrightprospects. Keywords hydrogensulfide;absorption;technology;purification1硫化氢危害硫化氢是一种高度刺激的气体,具有强烈的臭鸡蛋气味,气体中硫化氢的存在不仅会引起设备和管路腐蚀、催化剂中毒,而且会严重威胁人身安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫化氢尾气净化方法1.化学吸收法:吸收液一般是弱碱水溶液。
1.1 单乙醇胺溶液(MEA):MEA是吸收硫化氢较好的溶剂,其优点是:价格低,反应能力强,稳定性好,且易回收;缺点是:蒸气压高,溶液损失大。
可采用简单的水洗法从气流中吸收蒸发的胺来加以回收。
而与氧硫化碳(COS)反应而不能再生,因此,MEA法只能用于净化天然气和不含COS(或CS2)的气体。
1.2 乙二醇胺(DEA):由于石油炼制含有COS气,一般使用DEA溶剂作为吸收剂。
DEA法由于投资运营费低,蒸气压低,损失比MEA法少,DEA对烃类溶解度小,用此法回收的硫化氢气体中含烃类<0.5%,净化程度高。
1.3 二异丙醇胺(DIPA):对于含硫化氢、CO2,和COS的烟气,常采用二异丙醇胺(DIPA)30%一40%的水溶液进行吸收,称DIPA法。
1.4 热碳酸盐法:热碳酸盐法的吸收液是加活化剂的碳酸盐水溶液。
碳酸盐多用碳酸钾,也有用碳酸钠的。
活化剂为胺-硼酸盐、三氧化二砷或甘氨酸。
该法已成功地用于从气体中脱除大量CO2,也已用来脱除含CO2和硫化氢的天然气中的酸性气体。
缺点是不适于用来脱除不含CO2或含少量CO2的混合气的酸性组分。
2.1 物理吸收法:流程简单,只需吸收塔,常压闪蒸罐和循环泵,不需蒸气和其他热源2.2 物理-化学吸收法:这是一种将化学吸收剂与物理吸收剂联合应用的脱硫方法,目前以环丁砜法为常用,环丁砜脱硫法所用溶剂一般是由DIPA、环丁砜和水组成。
环丁砜对水、酸、碱、氧等均稳定,挥发性小,无毒。
实验表明,溶液中环丁砜浓度高,适于脱除COS,反之,低的环丁砜浓度则适合于脱除硫化氢。
3 吸收氧化法3.1 费罗克斯法:其净化对象为焦炉煤气和其他含硫化氢的气体。
吸收液用Na2CO3溶液,以Fe(OH)3作催化剂,反应式为:吸收:2Fe(OH)3+3H2S—Fe2S3+6H2O (1)再生:2Fe2S3+6H2O+3O2—4Fe(OH)3+6S (2)其工艺条件为:Na2CO3浓度为3%一5%,Fe(OH)3浓度为0.5%,净化效率可达98%。
该法的缺点是再生反应速度比脱硫速度慢,因此,再生速度是整个过程的主要控制步骤。
3.2 砷碱法(Thylox法):洗液由K2CO3或Na2CO3和As2O3组成,以砷酸盐或硫代砷酸盐为硫氧化剂,主要成分是Na4As2S5O2。
脱硫及再生过程反应原理为:Na4As2S5O2+H2S—Na4AsS6O+H2O (3)Na4As2S6O+H2S-Na4As2S7+H2O (4)2Na4As2O7+O2--2Na4As2S6O+2S (5)2Na4AsS6O+O2—2Na4As2S5O2+2S (6)此法脱除硫化氢很有效果,能产生含硫化氢<5mg/m3(标)的气体。
但随着环保要求严格,砷是剧毒物质,因此,目前砷碱法已被其他一些脱硫方法所取代,工业上已很少使用。
3.3 改良砷碱法(G—V 法):该法是对砷基工艺的改进,洗液由钾或钠的砷酸盐组成,其反应式为:吸收:Na3AsS5O+H2S—Na3AsS4+H2O (7)再生:2Na3AsS4+O2—2Na3AsS3O+2S (8)在G—V法中,必须进行后处理以除去亚砷酸盐。
该法应用范围较广,吸收温度从常温到150℃,压力从常压到7.4 MPa,可以处理CO2浓度很高的气体。
净化后气体中的硫化氢含量<1 mg/m3(标),溶液的硫容量高(0.5—8kg/m3)3.4 蒽醌二磺酸钠法(ADA法):该工艺以钒作为脱硫的基本催化剂,并采用蒽醌一2,7一二酸钠(ADA)作为还原态钒的再生氧载体,洗液由碳酸盐作介质。
脱硫原理为:吸收:H2S+Na2CO3一NaHS+NaHCO3 (9)2NaHS+4NaVO3+H2O —Na2V4O9+4NaOH+2S(10)Na2V4O9+2NaOH+H2O+2ADA(氧化态)一4NaVO3+2ADA(还原态) (11)再生:O2+2ADA(还原态)一2ADA(氧化态)+2H2O (12)该溶液组成:Na2CO3为3%一5%;NaVO3为0.12%一0.28%;酒石酸钾钠少量;操作温度20—40℃;pH值为8.5—9.2;净化效率可达99%。
该法的工艺问题在于:(1)悬浮的硫颗粒回收困难,易造成过滤器堵塞;(2)副产物使化学药品耗量增大;(3)硫质量差;(4)对CS2、CO2及硫醇几乎不起作用;(5)有害废液处理困难,可能造成二次污染;(6)气体刺激性大。
3.5 配合铁法(铁基工艺):反应方程式为:H2S(g)+2Fe3+-2H++S(s)+2Fe2+ (14)O2(g)+2H2S+2Fe2+-4OH-+2Fe 3+(15)硫化氢治理硫化氢产生于天然气净化﹑石油炼制﹐以及制煤气﹑制革﹑制药﹑造纸﹑合成化学纤维等生产过程。
硫化氢是无色气体﹐有刺激性恶臭﹐易挥发﹐燃烧时呈蓝色火焰。
硫化氢是大气的主要污染物之一﹐不仅危害人体健康﹐还会严重腐蚀设备等。
硫化氢治理开始较早。
1809年英国克莱格使用石灰乳净化器脱硫﹐1849年英国兰宁和希尔斯获得干式氧化铁法专利﹐1870年美国发展了氧化铁制备方法﹐这种干式氧化铁法在脱硫领域沿用100年之久。
20世纪30~40年代出现溶液法﹐将氢氧化铁悬浮在碱液中进行脱硫。
50年代起﹐西欧普遍采用氨水法。
60年代出现砷碱法﹐用砷化物作催化剂。
因砷化物有剧毒﹐逐渐为无毒催化剂所取代。
如对苯二酚法﹑A.D.A.法﹑富玛克斯法﹑达克哈克斯法等都使用无毒催化剂。
这些方法都是近年发展较快的技术。
另一方面溶液法的吸收废液处理技术也不断发展﹐形成了不同的脱硫工艺。
脱硫方法基本上分干法和湿法两类﹕干法包括氢氧化铁法﹑活性炭法﹑克劳斯法和氧化锌法等。
氢氧化铁法﹕将铁屑和湿木屑充分混合﹐加0.5%氧化钙﹐制成脱硫剂﹐湿度为30~40%。
硫化氢同脱硫剂反应而被脱除﹐再生的氢氧化铁可继续使用。
其反应如下﹕2Fe(OH)+3HS─→FeS+6HO2FeS+6HO+3O─→4Fe(OH)+6S 此法脱硫效率高﹐适于净化硫化氢含量低的气体﹐但设备占地面积大﹐脱硫剂必须定期再生和更换﹐操作条件差﹐因而已逐渐为湿法取代﹐或同湿法联合用于深度脱硫。
活性炭法﹕用活性炭吸附硫化氢﹐通氧气转换成单体硫和水﹐用硫化胺洗去硫磺﹐活性炭可继续使用。
此法不宜用于含焦油的气体。
克劳斯法﹕先把1/3硫化氢氧化成二氧化硫﹐再使它在转化炉内同剩余硫化氢反应﹐可直接从气相制取高质量熔融硫。
氧化锌法﹕粒状的氧化锌和硫化氢反应生成硫酸锌和水。
主要用于净化硫化氢含量低的废气。
此法效率较高﹐但不经济。
湿法包括溶剂法﹑中和法和氧化法。
溶剂法﹕常用15~20%二乙醇胺水溶液吸收硫化氢﹐形成“复合物”﹐把富液加热到100~130℃﹐硫化氢被解析出来﹐经冷凝可得到高浓度硫化氢﹐再制成硫磺。
溶液再生后经换热器冷却继续使用﹐这种工艺叫胺洗。
此法特点是溶剂容易生产﹐价格低廉﹐工艺成熟﹐脱硫效率高﹐降解和蒸发损失小。
广泛应用于石油炼制的脱硫。
此法还可采用环丁﹑氨基异丙醇﹑聚乙醇醚﹑磷酸酯﹑碳酸丙烯酯﹑冷甲醇等作为溶剂。
但某些溶剂不适于重烃﹑芳烃含量高的气体脱硫。
中和法﹕硫化氢是酸性物质﹐可用碱性吸收液去除。
富液可经过加热减压处理﹐使硫化氢脱吸﹐吸收液可循环使用。
应用的碱性吸收液主要有碳酸钠﹑磷酸钾﹑氢氧化钙的溶液和氨水等﹐其中氨水应用较广。
氨水法可利用煤气中的氨作碱性吸收液去除硫化氢﹐既不用外来碱源﹐也不产生废液。
其反应如下﹕中和法操作简单﹐费用低﹐废液少﹐但碱耗高﹐吸收液再生较困难﹐脱硫效率一般比较低。
氧化法﹕硫化氢用碱性吸收液吸收后﹐在催化剂作用下氧化成硫磺。
催化剂可用空气再生﹐继续使用。
常用催化剂有镍盐﹑铁氰化物﹑氧化铁﹑对苯二酚﹑氢氧化铁﹑硫化砷酸的碱金属盐类﹑二磺酸盐﹑苦味酸﹑二磺酸盐等。
常用吸收液有碳酸钠溶液﹑氨水等。
氧化法因催化剂和吸收液的不同而异﹐举例如下﹕对苯二酚法﹕以碳酸钠溶液或氨水作吸收液﹐以对苯二酚作催化剂。
对苯二酚是一种有机载氧体﹐脱硫效率高﹐催化剂再生所需空气少。
砷碱法﹕以氨水或碳酸钠溶液作吸收液﹐以硫代砷酸的碱金属盐类作催化剂﹐其反应如下﹕吸收NaAsSO+HS─→NaAsS+HO 再生2NaAsS+O─→2NaAsSO+2S 砷碱法为焦化厂广泛使用﹐但因催化剂污染水体﹐所以应用受到限制。
A.D.A.法﹕是以3~5%碳酸钠溶液作吸收液﹐以二磺酸钠和偏钒酸钠作催化剂﹐并加入少量酒石酸钠﹐防止有钒存在时出现沉淀物﹐硫化氢被吸收并被氧化为单体硫而加以回收。
此法脱硫效率高﹐获得的硫纯度也高﹐但有副反应﹐碱耗大。
富玛克斯法﹕以2~3%碳酸钠溶液作吸收液﹐加入0.1%苦味酸作催化剂﹐吸收硫化氢。
吸收硫化氢后的溶液输送到再生塔用空气再生﹐反应如下﹕HS吸收NaCO+HS─→NaHS+NaHCO HS氧化NaHS+*RNO+HO─→NaOH+S+*RNHOH NaHCO+NaOH─→NaCO+HO 苦味酸再生*R表示芳基。
此法催化剂易得﹐操作温度范围较宽﹑效率高。
达克哈克斯法﹕以二磺酸钠为催化剂﹐以碳酸钠溶液或氨水为吸收液﹐吸收塔采用高效的泰勒填料﹐可同时脱硫脱氰。
此法因碱源和废液处理方法不同可组成三种全流程﹕氨型达克哈克斯湿式氧化法﹐可得到硫酸和硫酸铵。
氨型达克哈克斯燃烧法﹐产生单体硫﹑二氧化硫和氮气﹐二氧化硫可制硫酸。
钠型达克哈克斯还原热解法﹐产生单体硫﹑氮气﹑硫化氢﹐后者可制硫酸或再吸收﹐碳酸钠可回收使用。
中国研究成功的APS脱硫法以苦味酸为催化剂﹐以煤气中的氨为吸收剂﹐可同时脱除硫化氢和氰化氢。
催化剂在再生塔中用空气再生﹐废液用加压加酸转化﹐转化尾气中含有部分有机硫可在催化剂作用下通蒸汽变为硫化氢﹐返回吸收塔脱除﹐回收产品为硫和硫酸铵。
此法脱硫效率高。