Autoform-R6-连续模设置
AutoformR6实现压边圈等压料工具体不自动增加压料力的方法及探讨
AutoformR6实现压边圈等压料工具体不自动增加压料力的方法及探讨本文主要涉及到AutoformR6中,对于有压料的成型方式,如拉延、翻边整形类的分析,如何实现压板不自动增加压边力的设置方法,以及所产生的各个问题的一些探讨。
在R3.1之前的版本中,如果要实现不自动增加压边力,只需在misc中添加Toolopening就可以了,但是在R6版本中,这一混合参数不再支持。
但是呢,我们有其他方法实现压边力的恒定。
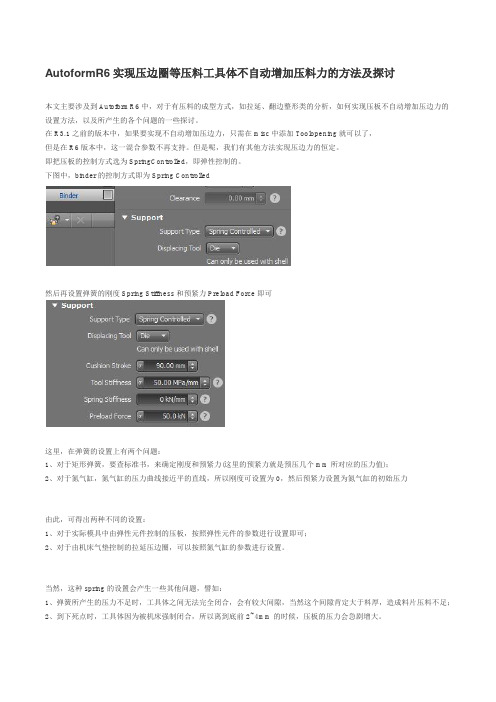
即把压板的控制方式选为SpringControlled,即弹性控制的。
下图中,binder的控制方式即为Spring Controlled然后再设置弹簧的刚度Spring Stiffness和预紧力Preload Force即可这里,在弹簧的设置上有两个问题:1、对于矩形弹簧,要查标准书,来确定刚度和预紧力(这里的预紧力就是预压几个mm所对应的压力值);2、对于氮气缸,氮气缸的压力曲线接近平的直线,所以刚度可设置为0,然后预紧力设置为氮气缸的初始压力由此,可得出两种不同的设置:1、对于实际模具中由弹性元件控制的压板,按照弹性元件的参数进行设置即可;2、对于由机床气垫控制的拉延压边圈,可以按照氮气缸的参数进行设置。
当然,这种spring的设置会产生一些其他问题,譬如:1、弹簧所产生的压力不足时,工具体之间无法完全闭合,会有较大间隙,当然这个间隙肯定大于料厚,造成料片压料不足;2、到下死点时,工具体因为被机床强制闭合,所以离到底前2~4mm的时候,压板的压力会急剧增大。
下面是我分析的单动拉延的一些结果:1、原始分析,压边力400KN,binder设置为Force Controlled分析结果:压边力始终为400KN,全过程保持恒定产品面无裂无皱。
2、分析文件2,压边力50KN(原始分析是400KN),binder设置为Force Controlled 分析结果:到底时压边力自动增加为320KN,全过程不恒定,系统提示压边力增加了6次产品面无裂无皱,但是和原始的400KN分析结果有明显不同。
AutoForm R6基本操作和设置

2.15.5 回弹参考体的定义
定义参考体
参考体的 基准面
最终回弹的参考体必须为产品,并且各工序后的回弹参考体最好是单独导入。
每天进步一点点
2.16.1 【控制】-主要
精细化 控制 时间步 长控制
单元类型
每天进步一点点
根据不同阶段进行设置。如果客 户有设置要求,以客户要求为准。
阻力系数
2.11.4 定位销的设置 如果压料面有高低差,压料过程中料片攒动,需要加上定位销。
增加定 位销组
增加垫 片组
在BEM拉延 中定位销不 能使用 参考工具
点位置
旋转角度
直径
每天进步一点点
高度
2.12 修边冲孔 2.12.1工序设置
每天进步一点点
移动距离
旋转中心 旋转角度
图示表示沿Y 轴旋转180°
不同直径定位 销需建立不同 定位销组
导入已有的点
每天进步一点点
定位销 夹持点
2.15.3 固定边界条件
导入夹 持点 最少定义3个点约束6个方向的自由度,或者其他组合夹持点.将零件约束固定,1个点约束 3个方向,1个点固定2个方向,1个点固定1个方向(具体根据产品图选择) 。
每天进步一点点
2.15.4 自由回弹
区分binder强压面与空开 区域,选择拉延筋中心线。 (导入的线必须为封闭的)
2.11.3 拉延筋的设置
常量线拉延筋 (阻力系数)
每天进步一点点
拉延筋 分段
添加拉 延筋
显示拉 延筋阻 力系数
区域
强度
阻力系数
挺举力
线力
通过拉延筋阻力技术
输入/编 辑拉延 筋线
AutoForm连续模全工序工艺过程CAE分析

13
2014-09-24
连续模联动模拟(基于R5.x更新) 连续模联动模拟设置步骤
AutoFormPlus R5.x系列视频教程
4、定义工艺过程: 1)OP05:定义OP05工位切边模具、凸模、压料板、托料板,保存;
**Tips: 对于切边类的工序(T的),切边模式必须定义为模具切边, 否则后续模具设置中不能定义模具。同时选中定位/重力为开始工序。
PLUSPLUS
14
2014-09-24
连续模联动模拟(基于R5.x更新) 连续模联动模拟设置步骤
AutoFormPlus R5.x系列视频教程
4、定义工艺过程: 2)OP10:重复OP05工序内容、增加切边模具、定位/导向销,保存; 压料板/托料板/凸模模具和OP05一样,过程设置参数与OP10一样。
…… OP80:重复定义OP70工序内容、增加OP80模具、定位/导向销,保存。
5、求解运算,若出现问题进行问题排查,结果评价。
PLUSPLUS
8
2014-09-24
连续模联动模拟(基于R5.x更新) 连续模联动模拟设置步骤
AutoFormPlus R5.x系列视频教程
1、数据准备
1)首先按照实际模具在压机里的摆放位置制作工艺数模,采用冲压坐标系; 2)进料侧设置托料装置; 3)所有切边线应该设计成封闭曲线; 4)将所有的切边线逐个以IGS文件格式导出; 5)料片的长度按照下列公式设置:
PLUSPLUS
10
2014-09-24
连续模联动模拟(基于R5.x更新) 连续模联动模拟设置步骤
AutoFormPlus R5.x系列视频教程
3、定义冲压方向、设置材料/料厚、定义压机和工位、料片轮廓以及模具模型参考侧。
AutoForm R6基本操作和设置
1.6 工具栏
透明显示
对象 视图 截面 注释 同步 窗口 显示控制 结果显示
在结果评估 里有几个常 用的选项
FLD
每天进步一点点
力的显示
FLC
1.7 结果栏
不显示 塑性应变 成型性 结果
截面
测量
选择 显示最大 和最小值
减薄率 和料厚
主应变 次应变
起皱 准则
框选
超出范围
每天进步一点点
Alt+左键=测量 Ctrl/Shift+左键可选择多个面 Ctrl+Shift+左键可选择移动轨迹上的面
2.9.1 料片设置
增加落料孔
料片可以自己输入尺寸,也可使用已导入的曲线。
料片重量
轧制 方向
增加工艺孔
在板料上增加1个切断区域
增加约束线
位置
每天进步一点点
外轮廓
落料和排样
提示:
工具板料外外轮廓线增加落料排样功能
导入料片不显示轧制方向,在coil与blank之间切换
一下,即可显示。
2.9.2 料片设置 1、轧制方向保证要与落料方向保持一致。
每天进步一点点
落料 切断
热处理 包边 回弹 单动拉延 双动拉延 成型
跳过工序 空工位 翻边冲孔
修边冲孔
单动拉延
die
punch
binder
每天进步一点点
双动拉延
punch die
binder
成型 punch
die
每天进步一点点
修边
Cutting tool
pad post
翻边(下)
steel
pad post
每天进步一点点
AutoFormR6安装说明

AutoFormR6安装说明AutoForm R6安装说明只能⼀步⼀步安装,即装完⼀步重新运⾏AutoForm^plus_R6_Setup.exe步骤⼀. Install AutoForm R6 RLM License server (RLM_v11.2BL2)(卸载电脑⾥的R4和R5版本,确定要卸载⼲净,可以和R3.1并存,最好不要在⼀个⽂件夹,否则会出问题。
)1.1. Run "AutoForm^plus_R6_Setup.exe"【运⾏AutoForm^plus_R6_Setup.exe】【先选择第⼀个,点到下⼀步的时候,会出现AutoForm License Server R6,Install License File,这两个都勾选】当出现要选择许可证⽂件的时候,浏览安装包⾥crack/win64/AutoForm.lic,并先将AutoForm.lic⾥的XXXX改成你的电脑名启动Windows 任务管理器(⽤键盘的ctrl+alt+delete)》服务》服务(在右下⾓)》AutoForm R6 License Server》点击停⽌1.5. Copy files "AFHostInfo.exe" and "afrlm.exe" from crack folder "RLM_v11.2BL2" to (by default C:\Program Files\RLM_v11.2BL2\ ) and overwrite original ones将crack/win64/RLM_v11.2BL2⽂件⾥的两个⽂件"AFHostInfo.exe" 和"afrlm.exe" 复制到安装⽬录C:\ProgramFiles\RLM_v11.2BL2下直接替换然后回到步骤1.4的Windows任务管理器启动AutoForm R6 License serve以上第⼀步许可证⽂件安装结束。
AutoForm R6基本操作和设置

2.9.1 料片设置
增加落料孔
料片可以自己输入尺寸,也可使用已导入的曲线。
料片重量
轧制 方向
增加工艺孔
在板料上增加1个切断区域
增加约束线
位置
每天进步一点点
外轮廓
落料和排样
提示:
工具板料外外轮廓线增加落料排样功能
导入料片不显示轧制方向,在coil与blank之间切换
一下,即可显示。
2.9.2 料片设置 1、轧制方向保证要与落料方向保持一致。
关闭此对话框后,也可以在 菜单工具栏中找到上面的命令
1.2 点击AutoForm图标,上一页介绍的命令都会包含在内(蓝色方框内)。 其中有一个设置选项,可以设置鼠标功能、背景颜色等。
点击图标
每天进步一点点
设置:可以设置鼠标功能、 背景颜色等
1.3 鼠标设置:可以根据自己的习惯设置。
鼠标的使用,建 议默认值,不要 修改。
每天进步一点点
落料 切断
热处理 包边 回弹 单动拉延 双动拉延 成型
跳过工序 空工位 翻边冲孔
修边冲孔
单动拉延
punc h
die
binde r
每天进步一点点
双动拉延
punch die
binde r
成型
punc h
die
每天进步一点点
修边
Cuttin g tool
pad post
翻边(下)
steel
2.6成形检查
添加成形检查
对拉延和成形零件检查基本的零件成 型型和评估最小料片
添加料带方案
评价级进模零件最小料片和定 义料带方案
每天进步一点点
选择2次成形面
选择基本面 本步骤前提
AutoForm软件基本操作和界面详解(2024)

质量检查
通过内置工具检查网格质量,如雅可比矩阵、扭 曲度、长宽比等。
优化策略
对质量较差的网格进行优化,如平滑处理、重新 划分或手动调整。
迭代改进
在多次优化后,再次进行质量检查,确保满足计 算要求。
2024/1/30
23
求解器参数设置及调整建议
2024/1/30
求解器选择
根据问题类型和计算资源,选择合适的求解器,如显式求 解器、隐式求解器等。
2024/1/30
导入与导出快捷键
为了方便在不同计算机之间同步快捷键设置,AutoForm软件支持导入和导出快捷键配 置文件。
16
04
模型导入与前期处理
2024/1/30
17
支持的模型格式及导入方法
2024/1/30
支持的模型格式
AutoForm软件支持多种CAD数据格 式,如IGES、STEP、CATIA、UG、 Pro/E等。用户可以根据需要选择合 适的格式进行导入。
AutoForm软件基 本操作和界面详解
2024/1/30
1
contents
目录
2024/1/30
• 软件介绍与安装 • 基本操作与功能 • 界面详解与自定义设置 • 模型导入与前期处理 • 网格划分与求解器设置 • 结果查看与后处理功能
2
01
软件介绍与安装
2024/1/30
3
AutoForm软件概述
11
快捷键使用技巧
常用快捷键
如Ctrl+C(复制)、Ctrl+V(粘贴 )、Ctrl+Z(撤销)等,提高操作效 率。
自定义快捷键
用户可根据个人习惯自定义快捷键组 合,提升操作便捷性。
AutoformR6实现压边圈等压料工具体不自动增加压料力的方法及探讨
AutoformR6实现压边圈等压料工具体不自动增加压料力的方法及探讨本文主要涉及到AutoformR6中,对于有压料的成型方式,如拉延、翻边整形类的分析,如何实现压板不自动增加压边力的设置方法,以及所产生的各个问题的一些探讨。
在R3.1之前的版本中,如果要实现不自动增加压边力,只需在misc中添加Toolopening就可以了,但是在R6版本中,这一混合参数不再支持。
但是呢,我们有其他方法实现压边力的恒定。
即把压板的控制方式选为SpringControlled,即弹性控制的。
下图中,binder的控制方式即为Spring Controlled然后再设置弹簧的刚度Spring Stiffness和预紧力Preload Force即可这里,在弹簧的设置上有两个问题:1、对于矩形弹簧,要查标准书,来确定刚度和预紧力(这里的预紧力就是预压几个mm所对应的压力值);2、对于氮气缸,氮气缸的压力曲线接近平的直线,所以刚度可设置为0,然后预紧力设置为氮气缸的初始压力由此,可得出两种不同的设置:1、对于实际模具中由弹性元件控制的压板,按照弹性元件的参数进行设置即可;2、对于由机床气垫控制的拉延压边圈,可以按照氮气缸的参数进行设置。
当然,这种spring的设置会产生一些其他问题,譬如:1、弹簧所产生的压力不足时,工具体之间无法完全闭合,会有较大间隙,当然这个间隙肯定大于料厚,造成料片压料不足;2、到下死点时,工具体因为被机床强制闭合,所以离到底前2~4mm的时候,压板的压力会急剧增大。
下面是我分析的单动拉延的一些结果:1、原始分析,压边力400KN,binder设置为Force Controlled分析结果:压边力始终为400KN,全过程保持恒定产品面无裂无皱。
2、分析文件2,压边力50KN(原始分析是400KN),binder设置为Force Controlled 分析结果:到底时压边力自动增加为320KN,全过程不恒定,系统提示压边力增加了6次产品面无裂无皱,但是和原始的400KN分析结果有明显不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成型作动必须选择互动的方式。
冲孔的按工站逐步追加,到 成型时,必须每站都有所有
的冲孔。(重要)
.
7
设置素材的尺寸
起始位置就设置在 冲孔位置可以不设
置该位置。
设置成手动
X轴设置步距
.
10
复制冲孔线
切边类型改成内部
内部为冲孔,外部 为修边。
.
11
设置成手动 X轴设置步距
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
.
12
复制冲孔线
切边类型改成内部
内部为冲孔,外部 为修边。
.
13
设置成手动 X轴设置步距
.
14
复制冲孔线
切边类型改成内部
内部为冲孔,外部 为修边。
.
15
设置成手动 X轴设置步距
.
16
PAD选择控制受 力,力/压力选择 连续力(主要上模 的弹簧压力要比 下模大),运动 工具选择BINDER。
产品图
.
1
料带图
.
2
Autoform设置
导入模具型面及相 关曲线
导入模具型面
.
3
导入冲孔线和修边 线。
.
4
设置材料
.
5
设置工序时,选择连续 模的方式。
可以在该位置添加或者删 除工序。模具作动选择该
图标。
可以在该位置添加或者删 除工序。冲孔和修边都使
用该图标。
.
6
修边类型可以选择该图标,在后面 设置时可以修改成修边也可以修改
STEL选择钢性固定 在上模
PUNCH选择钢性 固定在上模
BINDER 选择控 制受力, 力/压力 选择连 续力, 运动工 具选择 PAD。
.
17
设置同上
.
18
设置同上
.
19
设置工程阶段
.
20
选择要方向的项目
.
21
点这里选择要计算 或者校验
.
22
查看分析结果
.
23
导出方向后的曲线
.
24