EDI膜装置浓水流量调整
EDI调试方法

E-CELL MK-2TM模块系统模块可能需要先再生,再生时只需如常一样操作启动系统.但将产水排放直至合格为止,再生时产水电导率将从小于1MOHM/CM升高到大于16MOHM/CM.通常开始都手动方式启动,但当流量和压力都设定好了以后,系统就可以自动运行,希望尽量以自动方式运行,来用PLC监控以便在操作条件不安全时停机. 4.2启动:一旦模块系统具备启动条件,浓水管必须先用符合进水要求的已经充分冲洗的反渗透产水来灌满.开始运行后,浓水电导率将会升高.为了系统有效工作,浓水电导率应控制在150~600μs/㎝,因此某事情况下运行时需要在浓水管路中投入盐液以提高电导率.启动前需要检查以下事项:1.E-C ELL MK-2TM 模块端板间距2.模块所有进出水接口都与系统管道连接好3.电源、水的预处理及废水处理系统可以连续运行4.管道已经冲洗完毕5.现场电器接线已经测试完毕6.所有阀门全部关闭7.泵和整流器都处于”关闭”状态8.安全设备已经安装并可以使用启动的基本步骤有:1.用符合进水条件的水充满系统2.设定产水流量3.启动循环泵并确定浓水流量4.设定浓水排放流量5.设定浓水进水压力6.设定浓水出水压力7.设定极水流量8.启动整流器浓水管路充水压力应低于40PSI(2.7BAR)充满→一旦水流连续流过浓水排放阀并没有气泡→灌泵.调试步骤:●确定淡水流量1.将淡水进水阀门开启10~20%2.关闭产水出口阀门3.缓慢开启淡水进水阀门MK4.调节产水排放阀门使每个MK-2模块淡水流量为1.70~3.41M3/H●确定浓水和极水流量1.关小浓水进水阀门使开度为10~20%2.确定浓水循环泵进水阀门已打开3.将浓水循环泵出口阀门开25%4.关闭浓水旁路阀5.确认浓水补充阀门开启6.点动浓水循环泵,检查转向是否正确7.手动启动浓水循环泵8.将浓水循环泵出口阀门全开9.打开浓水排放阀,使浓水排放流为产水流量的10%10.调节浓水排放阀门使浓水排放压力约为淡水进水压力低5~10PSI(0.35~0.7BAR)如果浓水进水阀门已经全开,但是压差仍然大于10PSI(0.7BAR),关小淡水进水阀门以降低淡水压力.淡水出口阀门也需要适当调节以维持淡水流量.如果产水压力比浓水出口压力高10PSI以上,缓缓打开浓水旁路阀直到压差到5~10PSI.如果浓水旁路阀关闭了,可浓水出口压力仍太高(比如高于产水压力).则需要关小浓水补充阀以降低浓水压,一旦出口压差达到5~10PSI,停下来检查进口压力差是否需要调整.11.开启极水阀门使每个模块的极水流量为0.25GPM(60L/H)12.重新调节浓水进水阀门,保证淡水和浓水压差为5~10PSI1.调整浓水排放阀以得到所须的回收率产水流量回收率= ———————————————×100%产水流量+浓水排放流量+极水流量2.确定所有的流量和压力:1.每个MK-2模块的极水流量为0.25GPM(60L/H)2.每个MK-2模块的进水流量要求为7.5~15.0GPM(1.70~3.41M3/H)3.浓水排放流量根据回收率来设定4.进水压力应该比浓水进水口压力高5~10PSI5.产水压力应该比浓水出口压力高5~10PSI3.启动整流器警告:在系统手动调试时整流器也须手动启,但这只是暂时操作.如果在没有流量时运行整流器MK-2模块可能面临不可挽回的损失.1.确定整流器手柄开关处于停止位置2.将电流调节旋钮逆时针转到0%设置电流为0AMPS3.将电压调节旋钮顺时针转到100%4.将整流器手柄开关转到手动并按下复位按钮5.按下启动按钮,调节电流调节旋钮缓缓增加电流到每个模块2AMPS.浓水电导率低时电流也较低,随着浓水电导率升高电流也会升高.注意:如果在电压600VDC和浓水电导率150μs/㎝的情况下仍然没有电流,立即停止整流器和系统的工作,检查E-C ELL MK-2TM 电源线连接线及保险丝是否良好,一旦系统的流量压力和电流都符合要求,系统应该马上从手动状态切换到自动运行状态.工艺设计参数运行条件进水要求注:进E-C ELL的水必须是RO产水或相同水质的水.4.清洗方案1:浓水室酸洗需要一个清洗水箱,泵和三个软管连接到E-C ELL系统上.用酸清洗浓水室和极水室. 浓水出口(COUT )极水出口(EOUT)1.清洗箱中加入400L的RO产水2.加入16.8L或19.8KG37%的盐酸搅拌成1.8%的HCL溶液3.启动清洗泵以每个模块1~3GPM的流速循环清洗30MIN并稍微开启浓水旁路阀4.停止清洗泵5.排净清洗箱和清洗泵→冲洗5.盐酸循环(1.8%)1.冲洗,将DOUT、COUT、EOUT清洗回水管改为排放,要保证药剂不会溅出2.在清洗箱中加入200L的RO水3.启动清洗泵的正常或其一半的流速和压力,将大约180L的水通过E-C ELL系统4.停止清洗泵5.重复以上三步,将清洗箱和清洗泵排净,切换所有的清洗管道,打开排放阀、极水阀、浓水排放阀和浓水循环泵进出口阀门,不启动整流器在正常操作条件下运行E-C ELL系统.整流器必须不供电.打开E-C ELL系统淡水进水阀DIN 送入进水直到浓水室出水电导率DOUT和COUT进水相差不超过50μs/㎝时按正常操作条件启动E-C ELL系统.●再生按照启动程序再生E-C ELL系统●清洗方案3:NACL/NCOH清洗消毒5%NACL/1%NAOH的配方用来对各室进行有机物污染的清洗和消毒●预备1.按照停机程序停止E-C ELL工作,将选择开关置于”关”的位置确保整流器不供电2.关闭E-C ELL系统的淡水进水阀DOUT3.关闭产水阀DOUT、产水排放阀、极水阀EOUT和浓水排放阀●用NACL/NAOH溶液循环1.将产水出口DOUT 和极水EOUT的清洗接口连接到清洗箱,并保证药剂不会溅出2.将淡水出口DOUT的清洗接口接到清洗泵3.在清洗箱中加入200L的RO水在清洗箱中缓缓加入10KG的氯化钠和2KG固体氢氧化钠或4KG/3.1L50%W/W的氢氧化钠溶液搅拌溶解,配成NACL溶液.。
EDI操作手册
EDI操作手册
EDI电气系统上设有EDI供水泵和EDI电源的开关。
开机:
1、首先检查EDI系统阀门是否呈开启状态,打开EDI供水泵,此时检查EDI运行数据是否正
常(EDI进水压力大于淡水出水压力大于浓水出水压力,淡水流量约为2T/H,浓水流量约为0.23T/H);
2、若压力流量皆为正常时,开启EDI电源,调整EDI工作电流(调试后我们会将电流调整后,
以后视运行情况调整)EDI开始正常工作。
停机:
1、首先关闭EDI电源;
2、停止EDI供水泵。
维护保养:
EDI系统阀门会在第一次调试时调整完毕,但是平时运行时也需要定时观察数据,数据记录表附在下面,保证EDI正常运行。
具体流量压力数据可参考上面所述,PH建议调整到7~9。
EDI 系统操作手册

EDI 操作手冊EDI操作維護特別說明敬告貴客戶貴客戶採用本公司EDI電流去離子機純水系統。
為了維護EDI高精密度純水處理設備有效運作,貴客戶必須嚴格遵守下列要求,並確實執行操作。
如貴客戶沒有遵守操作要求,不但此套設備無法達到水質要求,且易造成系統故障及損壞。
本公司在此敬告貴客戶,如本系統交予貴客戶運轉操作後,沒有按照「EDI操作要領」確實執行,若有發生任何系統異常或損害,本公司無法負系統保固責任,其發生結果請貴客戶自行承擔。
EDI操作要領:一、必須嚴格遵守下列EDI進水水質要求。
二、每天須抄錄EDI運轉記錄表(如第44頁)並檢查是否漏水,若發現漏水問題時請迅速處理。
三、每星期請對照螺絲鬆緊維護記錄表(如第45頁)執行膜組螺絲鬆緊檢查並記錄之。
新膜組第一個月每週檢查乙次,接下來兩個月每兩週檢查乙次,下九個月每月檢查乙次之後每季檢查乙次。
四、每季檢查電線是否鎖緊,膜組接地線是否鎖緊。
目錄項目頁數1.EDI如何運作--------------------------------------------------------------------------------------------------- 42.進水水質要求 -------------------------------------------------------------------------------------------------- 53.系統操作參數 -------------------------------------------------------------------------------------------------- 64.控制原理--------------------------------------------------------------------------------------------------------- 85.PLC程式概論 -------------------------------------------------------------------------------------------------- 106.開機程序--------------------------------------------------------------------------------------------------------- 117.短時間關機程序 ----------------------------------------------------------------------------------------------- 148.長時間關機程序 ----------------------------------------------------------------------------------------------- 159.藥洗 --------------------------------------------------------------------------------------------------------------- 1610.藥洗方式1:酸洗濃縮水區----------------------------------------------------------------------------- 1811.藥洗方式2:酸洗膜組所有區域------------------------------------------------------------------------- 2012.藥洗方式3:氯化鈉/ 氫氧化鈉/ 殺菌 ------------------------------------------------------------- 2213.藥洗方式4:酸/ 氯化鈉/ 氫氧化鈉/ 殺菌------------------------------------------------------ 2414.藥洗方式5:過醋酸/ 殺菌 ------------------------------------------------------------------------------ 2515.藥洗方式6:酸/ 過醋酸/ 殺菌----------------------------------------------------------------------- 3016.藥洗方式7:過醋酸/ 高pH / 殺菌 ------------------------------------------------------------------- 3417.藥洗方式8:酸/ 過醋酸/ 高pH / 殺菌------------------------------------------------------------ 3718.EDI系統排疑解難 -------------------------------------------------------------------------------------------- 4119.維護 --------------------------------------------------------------------------------------------------------------- 4320.EDI運轉記錄表------------------------------------------------------------------------------------------------ 44EDI如何運作EDI使用樹脂及電流去除水中的離子,多重的離子交換材料組合在長方形的膜組。
枣泉电厂EDI装置产水异常原因分析与处理
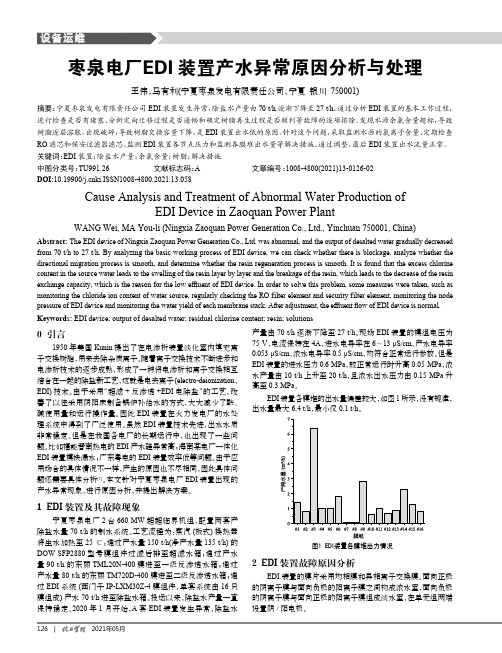
产量由70 t/h 逐渐下降至27 t/h 。
现场EDI 装置的模组电压为75 V ,电流保持在4A ,进水电导率在6~13 μS/cm ,产水电导率0.053 μS/cm ,浓水电导率0.5 μS/cm ,均符合正常运行参数。
但是EDI 装置的进水压力0.6 MPa ,较正常运行时升高0.05 MPa ,浓水产量由10 t/h 上升至20 t/h ,且浓水出水压力由0.15 MPa 升高至0.3 MPa 。
EDI 装置各膜堆的出水量偏差较大,如图1所示,没有规律,出水量最大6.4 t/h ,最小仅0.1 t/h。
图1 EDI装置各膜堆出力情况2 EDI 装置故障原因分析EDI 装置的膜片采用均相膜和异相离子交换膜。
面向正极的阴离子膜与面向负极的阳离子膜之间构成浓水室,面向负极的阴离子膜与面向正极的阳离子膜组成淡水室,在单元组两端设置阴/阳电极。
0 引言1950年美国Kunin 提出了在电渗析装置淡化室内填充离子交换树脂,用来去除杂质离子。
随着离子交换技术不断进步和电渗析技术的逐步成熟,形成了一种将电渗析和离子交换相互结合在一起的除盐新工艺,这就是电去离子(electro-deionization ,EDI)技术。
由于采用“超滤+反渗透+EDI 电除盐”的工艺,改善了以往采用阴阳床制备锅炉补给水的方式,大大减少了酸、碱使用量和运行操作量。
因此EDI 装置在火力发电厂的水处理系统中得到了广泛使用。
虽然EDI 装置技术先进,出水水质非常稳定。
但是在我国各电厂的长期运行中,也出现了一些问题。
比如福能晋南热电的EDI 产水硅异常高;海南某电厂一体化EDI 装置模块漏水;广东粤电的EDI 装置效率低等问题。
由于应用场合的具体情况不一样,产生的原因也不尽相同,因此具体问题还需要具体分析[1]。
本文针对宁夏枣泉电厂EDI 装置出现的产水异常现象,进行原因分析,并提出解决方案。
1 EDI 装置及其故障现象宁夏枣泉电厂2台660 MW 超超临界机组,配置两套产除盐水量70 t/h 的制水系统。
edi浓水电导

edi浓水电导EDI浓水电导是指在EDI(Electrodeionization,电极电离)工艺中,浓水的电导率。
EDI技术是一种高效的水处理技术,通过电场作用将水中的离子去除,从而得到纯净水。
而浓水电导则是EDI工艺中一个重要的指标,它可以反映浓水中的溶解固体物质含量。
下面将详细介绍EDI浓水电导的意义、影响因素以及如何控制浓水电导。
EDI浓水电导的意义在于评估EDI工艺的性能以及水质的纯度。
浓水电导越低,表示EDI工艺去除离子的效果越好,纯水的纯度也就越高。
因此,通过监测浓水电导可以判断EDI设备的运行状态和性能是否正常,及时发现问题并采取相应的措施。
影响EDI浓水电导的因素主要包括进水水质、电极的质量和工艺参数等。
首先,进水水质是影响EDI浓水电导的关键因素之一。
如果进水中的溶解固体物质含量较高,那么在EDI工艺中去除离子的难度就会增大,从而导致浓水电导升高。
因此,在EDI工艺中,需要对进水进行预处理,如反渗透、混床等,以降低进水中的溶解固体物质含量,从而减少浓水电导。
电极的质量也会对EDI浓水电导产生影响。
电极是EDI工艺中的核心部件,其质量直接影响到浓水电导的水平。
好的电极材料应具有较高的离子选择性,能够有效地去除溶解固体物质,同时具有较低的电阻,以提高去离子效率。
因此,在选择电极时,应考虑其材料特性和制备工艺,以确保浓水电导达到预期的水平。
工艺参数也是影响EDI浓水电导的重要因素。
工艺参数包括进水流量、电流密度、电场强度等。
进水流量的增加会导致溶解固体物质在电极间的浓缩程度降低,从而增加浓水电导。
电流密度和电场强度的增加可以提高去离子速度,但如果超过一定范围,会导致电极的腐蚀和效果下降,进而影响浓水电导。
因此,在EDI工艺中,需要合理设置工艺参数,以保证浓水电导的稳定性和控制精度。
为了控制EDI浓水电导,可以采取以下措施。
首先,要对进水进行充分的预处理,确保进水水质符合EDI工艺的要求。
EDI纯水设备操作说明

EDI纯水设备操作说明EDI(Electrodeionization)是一种高效的纯水制备技术,它利用电场驱动离子迁移来实现水的去离子化。
EDI纯水设备操作相对简单,以下是EDI纯水设备的操作说明。
步骤一:开启设备1.检查设备的电源及水源是否正常,并确认设备已处于关闭状态。
2.按下设备的开机按钮,将设备启动。
步骤二:准备原水1.将预处理系统处理好的原水供给系统送入到EDI设备中。
2.检查原水的压力是否在设备要求的范围内,通常要求在0.2-0.4MPa之间。
3.检查原水的温度是否在设备要求的范围内,通常要求在5-35℃之间。
步骤三:操作设备1.在电控柜上选择相应的工作模式,通常有手动模式和自动模式两种可供选择。
a.手动模式:需要手动控制纯水产量和浓水产量的比例,通过面板上的增减按钮进行调整。
b.自动模式:设备会根据设定的目标纯水产量自动控制纯水和浓水的比例。
2.启动设备的进水泵,将原水送入到EDI模块中进行处理。
a.通过电控柜或面板上的按钮,启动进水泵。
b.监测设备的进水压力和进水流量是否正常,如有异常应及时关闭进水泵并检查原因。
3.监测设备的纯水流量和浓水流量,确保设备处于正常工作状态。
a.通过面板或电控柜上的仪表,监测纯水和浓水的流量。
b.如发现纯水或浓水流量异常,应及时检查设备并采取相应措施。
4.定期监测EDI模块的电导率和溶解氧。
a.通过设备的电导率计和溶解氧计测量EDI模块的电导率和溶解氧。
b.如发现电导率和溶解氧超过设备要求的范围,应进行必要的维护和清洗。
步骤四:关闭设备1.关闭设备的进水泵,停止原水供给。
2.按下设备的停机按钮,将设备关闭。
步骤五:清洗和维护设备1.定期对EDI模块进行清洗和维护,以保证设备的正常运行。
2.根据清洗和维护程序,按照要求进行清洗和维护操作。
总结:。
EDI清洗步骤
EDI装置清洗步骤:清洗装置:可以和RO 机共用一套清洗系统,也可单独为其配备一套清洗系统。
所需设备和附件:1.泵:流量为系统产水量的30%,压力30psi(0.2MPa)2.清洗过滤器:通量与EDI 设备的流量相同,精度1微米。
3.清洗水箱:材质:PE,容积:可根据设备大小配备。
4.UPVC 管接件和PE 软管对于浓水侧结垢的清洗2%的强酸溶液,这是较有效,同时腐蚀性也最强的清洗液。
使用去离子水配置,37%分析纯HCl溶液。
酸液的配制方法:2%盐酸(HCI)溶液(以100 升清洗箱为例)①.去离子水100L(可用RO 产品水)②.37%盐酸(分析纯)5.4 公斤③.配制成2%的强酸溶液(应完全混合)调制PH=2 左右。
注:混合酸的安全方法:切记要先将水加入到溶器中然后再加入酸。
清洗过程:1)按系统图纸,连接清洗管路。
2)启动清洗泵,调节浓(极)水流量为系统产水量的20%左右。
3)测量并记录通过浓(极)水室的水流量和压力降。
4)不要将酸打入淡水室,否则需用很长的运行时间来再生树脂。
5)用泵使清洗液循环清洗EDI30min,然后停泵用清洗液浸泡EDI5分钟以上。
6)当EDI内清洗液消耗完时,再次配制清洗液。
7)在清洗箱中装满去离子水,然后用泵来冲洗残留的清洗液。
8)更换箱中去离子水,直到冲洗出水的pH在日常运行的范围内。
9)此时测定并记录压力降、流量、pH。
10)将清洗临时管路断开,恢复原样(如果还需要碱洗EDI 设备,这一步骤可不要,直接配碱液)。
11)启动供水泵,继续冲洗至出口水比入口水小于30μS/cm,注意:以上步骤必须在断电情况下进行!12)启动电源。
13)在再生模式下运行EDI,直到离子进出平衡。
14)在标准模式下运行EDI,直到出水品质恢复到正常水平。
注:不要向淡水室注入酸液,否则树脂将需要很长的再生时间。
如果酸液进入淡水室,冲洗需要6-8 小时,同时要花费近16 个小时来再生EDI 并达到等同的产水品质。
半导体超纯水设备流量与电压的调节

半导体超纯水设备流量与电压的调节2020年1月19日进水的流量与电压影响着半导体超纯水设备的运行,这就需要对设备的进水流量与电压进行调节,使设备在正常的状态下运行,那么半导体超纯水设备流量与电压怎样调节呢?半导体超纯水设备进水流量的调节进水流量增加,模块的工作压力也相应增加,如果超过EDI的处理范围,出水水质会显著变差。
所以当进水的电导比较高时,适当地调节进水的流量是必要的。
当进水的电导比较小时,也可以在EDI系统压力允许的范围内增加进水的流量,以提高产水的效率。
半导体超纯水设备浓水流量的调节浓水流量的变化是另一个调节系统平衡的要素,特别是对于系统中的电流有直接影响。
浓水的流量对去除弱电离子Si也有一定关系。
由于Si在25℃,pH 值是6~8的水体中的溶解度是120mg/L。
所以进水的浓缩倍率达到一定程度后,Si在浓水中就会饱和,导致不能进行更深度的除硅,这也是确定浓水流量下限的条件之一。
半导体超纯水设备电压的调节如果电压降低或是进水的总离子水平提高的话,那么系统中的树脂会更多的和离子发生交换,相应的工作区间就往出水侧移动,直至达到新的平衡,或是穿透,这一过程中,出水电导会发生一定的变化,出水的弱电离子增加是最明显的表现。
如果电压上升或是进水离子减少,则系统的工作区间会向进水侧发生移动,表现为出水水质变好,弱电离子的含量减少。
所以判断系统的平衡状态可以通过出水水质变化,弱电离子的漏出多少来实现,并可以通过工作区间的移动来解释。
关于半导体超纯水设备流量与电压的调节就介绍到这里了,希望对大家有所帮助,在使用半导体超纯水设备时,要经常的对设备进行检查,及时的发现设备出现了什么问题,就能及时的解决问题了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EDI膜装置浓水流量调整
为了能够使EDI膜装置出水水质达到国家标准,在整个工艺实现的过程中需要将原水中的带点离子去除,在去除的过程中会产生浓水,需要排放或者再循环处理,如何控制浓水的流量,才能使处理效果达到最佳?
当EDIEDI膜装置给水流量增加后,EDI模块运行压力会出现增大,如果处理范围不在edi 水处理技术范围内,导致出水水质会出现变差状况。
所以出现给水的电导较高时,适当地调节进水的流量是必需的。
当给水的电导比较低时,也可以在edi制水设备压力允许的范围内增加进水的流量,从而用来提高产水效率。
EDIEDI膜装置浓水流量调节
目前edi水处理技术已经是当今最流行的水处理方式了,采用edi水处理技术与反渗透技术结合使用有非常好的处理效果,并在各行各业获得了众多好评。
EDI膜装置如何控制浓谁流量,在什么样的环境因素下才能达到理想的处理结果,都是在长期实践中总结出的最佳工作环境,最佳控制方式。