Fanuc系统更换电池方法
FANUC(发那科)系统绝对值电机如何更换电池?

FANUC(发那科)系统绝对值电机如何更换电池?系统开机出现伺服系统电池电量低报警,开机短期内报警能够自行取消,这是预警,1-2天内如不更换机床的机械零点会丢失,出现这种情况要即使的更换电池。
切勿在继续使用、以免跑了零点幢坏了丝杠、主轴和刀库、也避免人身安全。
更换方法如下:一绝对值系统更换驱动电池方法1)打开电气箱后盖,拉出门断开关拉杆,2)打开系统,在回原点方式下,进行X\Y\Z\A轴进行回零操作,待回零成功。
3)到电气箱把驱动器电池取下(必须带电操作,但是必须注意电气箱内有AC200-380V DC570-710V的高压强电,我们只需要取与电池部分的相关部件,与电池无关的不能去触摸以防触电)更换新电池后,再安装好。
4)在更换时出现报警,一般都是没有及时更换电池造成的,若没有报警就可以使用了。
5)若客户没有及时更换电池,造成电池极度偏低会导致,系统原点,刀库换刀点等问题。
并且再次设备原点需要注意事项比较多。
①打开电气箱后盖,拉出门断开关拉杆②打开系统,在手轮方式下,进行X\Y\Z\A轴移到原点位置(现在的原点位置与之前的原点是不可以在同一个地方)然后在系统参数(或驱动器参数)进行设定参数(具体参数见系统说明书)。
③原点参数设定后,进行刀库换刀点的确认,手动(顺时针方向)旋转机械手电机,至扣刀点再继续旋转机械手会垂直向下,向下的距离为大于刀柄长度(不含拉钉),再上好刀柄(刀柄按不到卡刀槽,按下机械手中心处有个凸出的顶针高度大概再20mm左右)然后逆时针旋转机械手电机,至扣刀点,再用手轮把Z轴向负方向移到刀柄与主轴有0.1-0.2mm距离,现在这个点就是我们现在需要的Z轴的换刀点。
④把刀柄取下来,机械手回到原点。
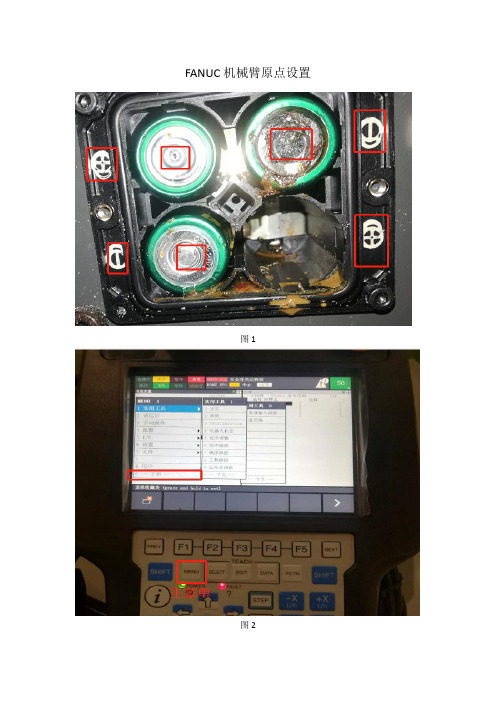
FANUC机械臂原点设置
FANUC机械臂原点设置
图1
图2
图3
图4
图5
图6
图7
图8
全轴原点设置:
1:更换电池如图1(正负极切记不能装反,电池为4节2号电池,原装电池品牌为松下)
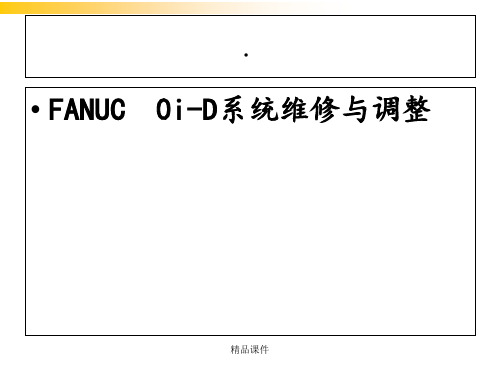
2:选择“主菜单”按键(如图2)→“下页”(如图2)→选择“系统”(如图3)→选择“零点标定/校准”(如图3)→点击“RES_PCA”解除脉冲报警(如图4)→关机重启→手动关节把机械臂每个轴移到原点位置→选择“全轴零点位置标定”(如图4)点击“ENTER”(如图6)键→选择“更新零点标定结果”(如图5)点击“ENTER”(如图6)→点击“完成”(如图5)→关机重启(原点设置OK)
单轴原点设定(空间狭小,各轴不能完全回到原点位置,可先使可以回原点的几个轴回原点设置,进行全轴设置,剩余不在原点位置的轴可单独轴原点设置):
將需要设置原点的轴摇到零点,选择“简易零点标定(单轴)”(如图7),把“0改为1”(如图8)点击“执行”(如图8)则自动设置原点
注:设置原点时,每个轴需要旋转位置至少250mm,否则有可能原点设定不了,每个原点位置都有刻痕或标识牌
机械臂原点位置如下图:。
FANUC系统电沲更换说明

CNC车床与综合加工中心机电池更换说明过年前停机时好好的,为什么过完年机台开机就产生「故障2」的警示灯亮起呢?一般机器设备在开机状态下,记忆用的电池消耗量很少(FANUC基板或线路有问题时耗电量会异常),当机台总电源关机时,机台参数资料即由电池保持记忆。
机台开机时,当电池电量不足时,屏幕下方会出现“BAT”闪烁警示,如果未即时更换电池,就会产生「当机」。
电池位置区分为FANUC计算机用电池、FANUC伺服控制器用电池与伺服刀塔控制用电池一、FANUC计算机用电池:主要在记忆计算机参数(1)3T与10T/M控制器在电气箱内部,0T在电气箱外部(如图5),使用三颗1号碱性电池。
图5 计算机电池盒(2)0I-TA/B(0I-MA/B)控制器在电气箱内部(如图6),使用FANUC专用锂电池。
图6 0I-TA电池 0I-TB电池(3)18I-TB(18I-MB)控制器在操作箱内部(如图7),使用FANUC专用锂电池。
图7 18I-TB电池(4) 0I-TC(0I-MC)控制器在操作箱内部(如图8),使用FANUC专用锂电池。
图8 0I-TC电池二、FANUC伺服控制器用电池:主要在记忆机台绝对位置(使用绝对式马达才有)(1) 0I-TA/B(0I-MA/B)、18I-TB(18I-MB)控制器在电气箱内部(如图9),使用FANUC专用电池。
(2) 0I-TC(0I-MC)、18I-TC(18I-MC)控制器在电气箱(如图10)CNC车床在外部综合加工机在内部,使用四颗1号碱性电池。
图9 0I-TA/B伺服电池 图10 0I-TC伺服电池盒三、伺服刀塔控制用电池:主要在记忆伺服刀塔控制器参数,当电池电力不足时只会再控制器显示“A90”或A9开头的警告,请定期检查或更换(如图11)。
此电池采用三菱控制器专用电池,一般新品正常电压约3.6V,当电压低于3.2V即要更换,因为当电压处于临界点时偶尔会产生讯号检测不良的问题。
FANUC常见报警说明与解决方法

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
FANUC数控系统维修及参数2

FANUC数控系统维修及参数2009-8-15 8:41:04 FANUC数控系统维修技巧1由于现代数控系统的可*性越来越高,数控系统本身的故障越来越低,而大部分故障主要是由系统参数的设置,伺服电机和驱动单元的本身质量,以及强电元件、机械防护等出现问题而引起的.设备调试和用户维修服务是数控设备故障的两个多发阶段。
设备调试阶段是对数控机床控制系统的设计、PLC编制、系统参数的设置、调整和优化阶段。
用户维修服务阶段,是对强电元件、伺服电机和驱动单元、机械防护的进一步考核,以下是数控机床调试和维修的几个例子:例 1 一台数控车床采用FAGOR 80 2 5控制系统,X、Z轴使用半闭环控制,在用户中运行半年后发现Z轴每次回参考点,总有2、3mm的误差,而且误差没有规律,调整控制系统参数后现象仍没消失,更换伺服电机后现象依然存在,后来仔细分析后估计是丝杠末端没有备紧,经过螺母备紧后现象消失。
例2一台数控机床采用SIEMENS 81 0T系统,机床在中作中PLC程序突然消失,经过检查发现保存系统电池已经没电,更换电池,将PLC传到系统后,机床可以正常运行.由于SIEMENS 810T系统没有电池方面的报警信息,因此,SIEMENS 81 0T系统在用户中广泛存在这种故障。
例 3 一台数控车床配FANUCO -TD系统,在调试中时常出现CRT闪烁、发亮,没有字符出现的现象,我们发现造成的原因主要有 :①CRT亮度与灰度旋钮在运输过程中出现震动.②系统在出厂时没有经过初始化调整。
③系统的主板和存储板有质量问题。
解决办法可按如下步骤进行:首先,调整CRT的亮度和灰度旋钮,如果没有反应,请将系统进行初始化一次,同时按R ST键和DEL键,进行系统启动,如果CRT仍没有正常显示,则需要更换系统的主板或存储板。
例 4 一台加工中心TH6 2 40,采用FAGOT80 55控制系统,在调试中C轴精度有很大偏差,机械精度经过检查没有发现问题,经过FAGOR技术人员的调试发现直线轴与旋转轴的伺服参数的计算有很大区别,经过重新计算伺服参数后,C轴回参考点,运行精度一切正常.对于数控机床的调试和维修,重要的是吃透控制系统的PLC梯形图和系统参数的设置,出现问题后,应首先判断是强电问题还是系统问题,是系统参数问题还是PLC梯形图问题,要善于利用系统自身的报警信息和诊断画面,一般只要遵从以上原则,小心谨慎,一般的数控故障都可以及时排除。
FANUC-(0i-D)系统维修与调整
精品课件
➢更换控制单元的保险丝 :
精品课件
➢电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
精品课件
➢ 校正方法
校正步骤
1) 将触摸面板的定标画面置于有效。(将参数DCL (No.3113#5)设定为1。)
2) 按下功能键[SYSTEM]。
3) 按扩展菜单键
数次,显示软键[触摸板]。
4) 按下软键[触摸板]、[(操作)],显示软键[TP补偿]。
精品课件
5) 按下软键[TP补偿],出现触摸屏补偿画面
④ 更换主板。恢复其它拆装部件,仔细精检品查课确件认无误。
➢ 轴卡的拆装方法 : 拆卸方法: ① 将固定轴卡的压片(2处)的卡爪向外拉,解除闩锁。(图a) ② 将轴卡向上方拉出。(图b)
精品课件
➢FROM/SRAM模块的拆装方法 : ① 将板两侧的卡爪向外打开。(图a) ② 朝斜上方拔出模块。(图b)
精品课件
FANUC如何更换电池
FANUC如何更换电池
1更换控制器主板上的电池
程序和系统变量存储在主板上的SRAM 中,由一节位于主板上的锂电池供电,以保存数据。
当这节电池的电压不足时,则会在TP上显示报警(SYST-035 Low or No Battery Powerin PSU)。
当电压变得更低时,SRAM 中的内容将不能备份,这时需要更换旧电池,并将原先备份的数据重新加载。
因此,平时注意用Memory Card或软盘定期备份数据。
控制器主板上的电池两年换一次1)准备一节新的3V锂电池(推荐使用FANUC原装电池)。
2)机器人通电开机正常后,等待30秒。
3 )机器人关电,打开控制器柜子,拔下接头取下主板上的旧电池。
4 )装上新电池,插好接头。
2更换机器人本体上面的电池
1:保持机器人电源开启,按下机器急停按钮。
2:打开电池盒的盖子,取出旧电池。
3:换上新电池。
(推荐使用FANUC原装电池注意正负极)4:盖好盖子,上螺丝。
FANUC系统电池更换及相关报警
930 报警(CPU 中断) 原因和处理: 在正常运行中产生了不该产生的中断。无法确认故 障原因,有可能是CPU 外围电路发生故障。如果 在电源断开再接通后运行正常,则可能是外部干扰 引起的。 解决方法: 更换CPU 卡,主CPU 板。 环境干扰测试 见抗干扰的方法章节,测试CNC的 环境干扰
存储器备份电池的更换: 零件程序,偏置数据及系统参数都保存在控制单元中的 CMOS 存储器 中,CMOS 存储器的电源是由装在控制单 元前板上的锂电池提供的,主电源即使切断了,以上的数 据也不会丢失,因为备份电池是装在控制单元上出厂的。 备份电池可将存储器中的内容保存大约 1 年。 当电池电 压变低时,CRT 画面上将显示「BAT」报警信息。同时电 池报警信号被输出给 PMC。当显示这个报警时,就应该 尽快更换电池, 通常可在两周或三周内更换电池。究竟 能使用多久,因系统配置而异。 如果电池电压很低,存 储器不能再备份数据,在这种情况下,如果接通控制单元 的电源,因存储器中的内容丢失,会引起 935 系统报警 (ECC 错误),更换电池后,需全清存储器内容,重新 送数据。 更换电池时,控制单元电源必须接通。当电源 关断时,拆下电池,存储 器的内容会丢失,这一点一定 要注意。
原因和处理: 此报警是DRAM(动态RAM)的奇偶错误。 要点分析: 在FANUC 0 i 数控系统中,DRAM 的数据在读写过程中,具有奇偶 校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发 生奇偶校验报警。ALM910 和ALM911 分别提示低字节和高字节的 报警。 解决方法:应考虑主板上安装的DRAM不良。更换主板。 (b)对于 0iB 或其他:910~911 报警(SRAM奇偶校验错误) 原因和处理: 此报警是SRAM(静态RAM)的奇偶错误。 要点分析: 与DRAM 一样,SRAM 中的数据在读写过程中,也具有奇偶校验检 查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶 校验报警。ALM912 和ALM913 分别提示低字节和高字节的报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F a n u c系统更换电池方
法
This model paper was revised by the Standardization Office on December 10, 2020
Fanuc系统更换电池
Fanuc系统更换电池,必须在机床上电的情况下更换电池,不用更改任何参数。
否则需按照以下步骤:
1.Fanuc系统:显示器后面的电池直接更换。
2.FANUC 0I系统驱动器上的电池(电机绝对时用的,即无撞块回零用)更换后要重新设定参考点。
(FANUC 0I系统: 1815#5,1815#4 ,为无撞块回零参考点设定). FANUC 0I MATE TD系统无撞块回零点的设定步骤:分别把X轴,Z轴放大器上的电池安装上。
把参数1815#5设为1 ,无撞块回零点方式有效。
把参数1815#4 设为零。
在手摇方式下分别把X轴,Y轴,Z轴摇到要设定为零点的地方,再把参数1815#4设为1. 把机床下电,再重新上电。
在手摇方式下分别把X轴和Z轴摇回100多MM ,
再把方式选择放到回零方式,分别进行手动回零操作。
回零完成后,相应轴的回零指示灯会亮。
(手动回零操作完后,X和Z轴的回零灯会亮。
表示零点位置设定完毕。
然后设定软限位的值:参数1320号和参数1321号。
在加工前需要重新进行对刀。
)。