matlab计算圆弧的机床代码
数控编程必背50个代码

数控编程必背50个代码在数控编程领域,熟练掌握一些常用的代码是非常重要的。
这些代码可以帮助工程师更高效地编写程序,实现机床的自动化加工。
下面列出了数控编程中必须掌握的50个代码片段。
1. G00 快速移动用于机床的快速移动,无需切削,只需迅速移动到指定坐标点。
2. G01 直线插补用于直线切削,控制机床在两个坐标点之间做直线运动。
3. G02 圆弧顺时针用于控制机床做以一定半径圆弧顺时针运动。
4. G03 圆弧逆时针用于控制机床做以一定半径圆弧逆时针运动。
5. G04 暂停暂停一段时间后再继续执行后续代码。
6. G17 选择XY平面设置XY平面为加工坐标系。
7. G18 选择XZ平面设置XZ平面为加工坐标系。
8. G19 选择YZ平面设置YZ平面为加工坐标系。
9. G20 设置英寸单位设置程序使用英寸单位进行加工。
10. G21 设置毫米单位设置程序使用毫米单位进行加工。
11. G28 回零将各轴回到零点位置。
12. G40 刀具卸载停止刀具补偿。
13. G41 刀具左补偿使用左刀具半径进行切削。
14. G42 刀具右补偿使用右刀具半径进行切削。
15. G50 缩放程序按比例放大程序。
16. G80 消除模态清除之前设置的模态参数。
17. G90 绝对编程以绝对坐标进行编程。
18. G91 增量编程以增量坐标进行编程。
19. G92 设定坐标修改坐标系的偏移。
20. M00 程序暂停程序暂停,等待操作员确认后继续执行。
21. M06 刀具换位按照程序中定义的刀具号换刀。
22. M08 冷却开启开启冷却系统。
23. M09 冷却关闭关闭冷却系统。
24. M30 程序结束程序正常结束。
25. M98 调用子程序调用程序中定义的子程序。
26. M99 子程序结束子程序执行完毕返回。
27. T01 选择刀具1选择对应编号的刀具。
28. T02 选择刀具2选择对应编号的刀具。
29. S500 设置主轴转速设置主轴的转速为500转/分钟。
数控编程代码详解
数控编程代码详解一、G代码功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19------加工YZ平面G20------英制尺寸(法兰克系统)G21-----公制尺寸(法兰克系统)G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G34------增螺距螺纹切削G35------减螺距螺纹切削G40------刀具补偿具偏置注销G41------刀具补偿——左G42------刀具补偿——右G43------刀具偏置——正G44------刀具偏置——负G45------刀具偏置+/+G46------刀具偏置+/-G47------刀具偏置-/-G48------刀具偏置-/+G49------刀具偏置0/+G50------刀具偏置0/-G51------刀具偏置+/0G52------刀具偏置-/0G53------直线偏移,注销G54------设定工件坐标G55------设定工件坐标二G56------设定工件坐标三G57------设定工件坐标四G58------设定工件坐标五G59------设定工件坐标六G60------准确路径方式(精)G61------准确路径方式(中)G62------准确路径方式(粗)G63------攻螺纹G68------刀具偏置,内角G69------刀具偏置,外角G70------英制尺寸寸(这个是西门子的,法兰克的是G21)G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------车螺纹复合循环G80------固定循环注销G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G93------时间倒数,进给率G94------进给率,每分钟进给G95------进给率,每转进给G96------恒线速度控制G97------取消恒线速度控制二、G代码功能详解快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
数控编程代码大全

数控编程代码大全FANUC车床G代码FANUC铣床G代码FANUC M指令代码SIEMENS铣床 G代码SIEMENS802S/CM 固定循环SIEMENS802DM/810/840DM 固定循环SIEMENS车床 G 代码SIEMENS 801、802S/CT、 802SeT 固定循环SIEMENS 802D、810D/840D 固定循环HNC车床G代码HNC铣床G代码HNC M指令KND100铣床G代码KND100车床G代码KND100 M指令GSK980车床G代码GSK980T M指令GSK928 TC/TE G代码GSK928 TC/TE M指令GSK990M G代码GSK990M M指令GSK928MA G代码GSK928MA M指令三菱 E60 铣床G代码DASEN 3I铣床G代码DASEN 3I车床G代码华兴车床G代码华兴M指令华兴铣床G代码华兴M指令仁和32T G代码仁和32T M指令SKY 2003N M G代码SKY 2003N M M指令1.FANUC车床G代码G代码解释G00定位 (快速移动)G01直线切削G02顺时针切圆弧 (CW,顺时钟)G03逆时针切圆弧 (CCW,逆时钟)G04暂停 (Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G40取消刀尖半径偏置G41刀尖半径偏置 (左侧)G42刀尖半径偏置 (右侧)G50修改工件坐标;设置主轴最大的 RPMG52设置局部坐标系G53选择机床坐标系G70精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74Z 向步进钻削G75X 向切槽G76切螺纹循环G80取消固定循环G83钻孔循环G84攻丝循环G85正面镗孔循环G87侧面钻孔循环G88侧面攻丝循环G89侧面镗孔循环G90(内外直径)切削循环G92切螺纹循环G94(台阶) 切削循环G96恒线速度控制G97恒线速度控制取消G98每分钟进给率G99每转进给率2.FANUC铣床G代码G代码解释G00顶位 (快速移动)定位 (快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04暂停G15/G16极坐标指令G17XY 面赋值G18XZ 面赋值G19YZ 面赋值G28机床返回原点G30机床返回第2和第3原点*G40取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G53机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90使用绝对值命令G91使用增量值命令G92设置工件坐标系*G98固定循环返回起始点*G99返回固定循环R点G50比例缩放G51G68坐标系旋转G693.FANUC M指令代码M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转 (CW)M04主轴反转 (CCW)M05主轴停M06换刀M08切削液开M09切削液关M30程序结束(复位) 并回到开头M48主轴过载取消不起作用M49主轴过载取消起作用M94镜象取消M95X坐标镜象M96Y坐标镜象M98子程序调用M99子程序结束4.SIEMENS铣床 G代码地址含义D刀具刀补号F进给率(与G4 一起可以编程停留时间)GG功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹具切削内螺纹. 退刀CT带切线的过渡圆弧插补G4快速移动G63快速移动G74回参考点G75回固定点G25主轴转速下限G26主轴转速上限G110极点尺寸,相对于上次编程的设定位置G110极点尺寸,相对于当前工件坐标系的零点G120极点尺寸,相对于上次有效的极点G17*X/Y平面G18Z/X平面G19Y/Z平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿, 刀具在轮廓左侧移动G42调用刀尖半径补偿, 刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G60*准确定位G70英制尺寸G71*公制尺寸G700英制尺寸,也用于进给率FG710公制尺寸,也用于进给率FG90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转G901在圆弧段进给补偿“开”G900进给补偿“关”G450圆弧过渡G451等距线的交点I插补参数J插补参数K插补参数I1圆弧插补的中间点J1圆弧插补的中间点K1圆弧插补的中间点L子程序名及子程序调用M辅助功能M0程序停止M1程序有条件停止M2程序结束M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N副程序段:主程序段P子程序调用次数RET子程序结束S主轴转速,在G4 中表示暂停时间T刀具号X坐标轴Y坐标轴Z坐标轴CALL循环调用CHF倒角,一般使用CHR倒角轮廓连线CR圆弧插补半径GOTOB向后跳转指令GOTOF向前跳转指令RND圆角支持参数编程5.SIEMENS802S/CM 固定循环循环说明LCYC82钻削,沉孔加工LCYC83深孔钻削LCYC840带补偿夹具的螺纹切削LCYC84不带补偿夹具的螺纹切削LCYC85镗孔LCYC60线性孔排列LCYC61圆弧孔排列LCYC75矩形槽,键槽,圆形凹槽铣削SIEMENS802DM/810/840DM 固定循环循环说明CYCLE82中心钻孔CYCLE83深孔钻削CYCLE84性攻丝CYCLE85铰孔CYCLE86镗孔CYCLE88带停止镗孔CYCLE71端面铣削LONGHOLE一个圆弧上的长方形孔POCKET4环形凹槽铣削POCKET3矩形凹槽铣削SLOT1一个圆弧上的键槽SLOT2环行槽6.SIEMENS车床 G 代码地址含义D刀具刀补号FF进给率(与G4 一起可以编程停留时间) GG功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针园弧插补G33恒螺距的螺纹切削G4快速移动G63快速移动G74回参考点G75回固定点G17(在加工中心孔时要求)G18*Z/X平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿, 刀具在轮廓左侧移动G42调用刀尖半径补偿, 刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G70英制尺寸G71*公制尺寸G90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转I插补参数I1圆弧插补的中间点K1圆弧插补的中间点L子程序名及子程序调用M辅助功能M0程序停止M1程序有条件停止M2程序结束M30M17M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N副程序段:主程序段P子程序调用次数RET子程序结束S主轴转速,在G4 中表示暂停时间T刀具号X坐标轴Y坐标轴Z坐标轴AR圆弧插补张角CALL循环调用CHF倒角,一般使用CHR倒角轮廓连线CR圆弧插补半径GOTOB向后跳转指令GOTOF向前跳转指令RND圆角支持参数编程7.SIEMENS 801、802S/CT、 802SeT 固定循环循环说明LCYC82钻削,沉孔加工LCYC83深孔钻削LCYC840带补偿夹具的螺纹切削LCYC84不带补偿夹具的螺纹切削LCYC85镗孔LCYC93切槽循环LCYC95毛坯切削循环LCYC97螺纹切削SIEMENS 802D、810D/840D 固定循环循环说明CYCLE71平面铣削CYCLE82中心钻孔YCLE83深孔钻削CYCLE84刚性攻丝CYCLE85铰孔CYCLE86镗孔CYCLE88带停止镗孔CYCLE93切槽CYCLE94退刀槽形状E..FCYCLE95毛坯切削CYCLE97螺纹切削8.HNC车床G代码G代码解释G00定位 (快速移动)G01直线切削G02顺时针切圆弧 (CW,顺时钟)G03逆时针切圆弧 (CCW,逆时钟)G04暂停 (Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G36直径编程G37半径编程G40取消刀尖半径偏置G41刀尖半径偏置 (左侧) G42刀尖半径偏置 (右侧) G53直接机床坐标系编程G54—G59坐标系选择G71内外径粗切循环G72台阶粗切循环G73闭环车削复合循环G76切螺纹循环G80内外径切削循环G81端面车削固定循环G82螺纹切削固定循环G90绝对值编程G91增量值编程G92工件坐标系设定G96恒线速度控制G97恒线速度控制取消G94每分钟进给率G95每转进给率9.HNC铣床G代码G代码组别解释*G001定位 (快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G040暂停G0716虚轴指定G090准停校验*G172XY 面赋值G18XZ 面赋值G19YZ 面赋值G208英寸输入*G21毫米输入G22脉冲当量G243镜像开*G25镜像关G280返回到参考点G29由参考点返回*G407取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移G438刀具长度 + 方向偏移G44刀具长度 - 方向偏移*G49取消刀具长度偏移*G504缩放关G51缩放开G520局部坐标系设定G53直接机床坐标系编程*G5414工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G600单方向定位*G6112精确停止校验方式G64连续方式G685旋转变换*G69旋转取消G739高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G903使用绝对值命令G91使用增量值命令G920设置工件坐标系*G9414每分钟进给G95每转进给*G9810固定循环返回起始点G99返回固定循环R点10.HNC M指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转 (CW)M04主轴反转 (CCW)M05主轴停M06换刀M07切削液开M09切削液关M98子程序调用M99子程序结束11.KND100铣床G代码G代码组别解释G001定位 (快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G040暂停G172XY 面赋值G18XZ 面赋值G19YZ 面赋值G280机床返回原点G29从参考点返回*G407取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G438刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G5314机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G739高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81钻孔循环(点钻)G82钻孔循环(镗阶梯孔)G83深孔钻削循环G84攻丝循环G85镗孔循环G86钻孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G903使用绝对值命令G91使用增量值命令G920设置工件坐标系*G9810固定循环返回起始点*G99返回固定循环R点12.KND100车床G代码G代码组别解释G001定位 (快速移动)G01直线切削G02顺时针切圆弧 (CW,顺时钟) G03逆时针切圆弧 (CCW,逆时钟)G040暂停 (Dwell)G10偏移值设定G206英制输入G21公制输入G270检查参考点返回G28参考点返回G29从参考点返回G31跳跃机能G321切螺纹G36X轴自动刀偏设定G37Z轴自动刀偏设定G407取消刀尖半径偏置G41刀尖半径偏置 (左侧)G42刀尖半径偏置 (右侧)G500坐标系设定G54工件坐标系G55---G59工件坐标系G700精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74端面深孔加工循环G75外圆、内圆切削循环G76切螺纹循环G901(内外直径)切削循环G92切螺纹循环G94(台阶) 切削循环G9612恒线速度控制G97恒线速度控制取消G985每分钟进给率G99每转进给率13.KND100 M指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转 (CW)M04主轴反转 (CCW)M05主轴停M06换刀M08切削液开M09切削液关M10卡紧M11松开M32润滑开M33润滑关M98子程序调用M99子程序结束14.GSK980车床G代码G代码组别功能G001定位(快速移动)*G01直线插补(切削进给)G02圆弧插补CW(顺时针)G03圆弧插补CCW(逆时针)G28 返回参考点G32 1螺纹切削G50 0坐标系设定G65 00 宏程序命令G71外圆粗车循环G72端面粗车循环G73封闭切削循环G74端面深孔加工循环G75外圆,内圆切槽循环G92螺纹切削循环G94 端面切削循环G97恒线速关G99每转进给15.GSK980T M指令M代码说明M03主轴正转M04主轴反转M05主轴停止M08冷却液开M09冷却液关(不输出信号)M32润滑开M33润滑关(不输出信号)M10备用M11备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行M30程序结束,程序返回开始16.GSK928 TC/TE G代码G代码功能G00定位(快速移动)*G01直线插补(切削进给)G02圆弧插补CW(顺时针)G03圆弧插补CCW(逆时针)G32攻牙循环G33 螺纹切削G71外圆粗车循环G72端面粗车循环G74端面深孔加工循环G75外圆,内圆切槽循环G90 外圆,内圆车削循环G92螺纹切削循环G94 外圆内圆锥面循环G22局部循环开始G80局部循环结束*G98 每分进给G99每转进给G50设置工件绝对坐标系G26X、Z轴回参考G27X轴回参考点G29Z轴回参考点17.GSK928 TC/TE M指令M代码说明M03主轴正转M04主轴反转M05主轴停止M08冷却液开M09冷却液关(不输出信号)M32润滑开M33润滑关(不输出信号)M10备用M11备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行M30程序结束,程序返回开始18.GSK990M G代码G代码组别解释G001定位 (快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G040暂停G172XY 面赋值G18XZ 面赋值G19YZ 面赋值G280机床返回原点G29从参考点返回*G407取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G438刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G5314机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81钻孔循环(点钻)G829钻孔循环(镗阶梯孔)G83深孔钻削循环G84攻丝循环G85镗孔循环G86钻孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G903使用绝对值命令G91使用增量值命令G920设置工件坐标系*G9810固定循环返回起始点*G99返回固定循环R点19.GSK990M M指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转 (CW)M04主轴反转 (CCW)M05主轴停M06换刀M08切削液开M09切削液关M10卡紧M11松开M32润滑开M33润滑关M98子程序调用M99子程序结束20.GSK928MA G代码G代码解释G00定位 (快速移动)G1直线切削G02顺时针切圆弧G03逆时针切圆弧G04延时等待G17XY 面赋值G18XZ 面赋值G19YZ 面赋值G28机床返回原点G29从参考点返回*G40取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43刀具长度 + 方向偏移*G44刀具长度 - 方向偏移G49取消刀具长度偏移*G53机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G80取消固定循环G81钻孔循环(点钻)G82钻孔循环(镗阶梯孔)G83深孔钻削循环G84右旋攻牙循环G85镗孔循环G86钻孔循环G89镗孔循环*G90使用绝对值命令G91使用增量值命令G92设置浮动坐标系*G98固定循环返回起始点*G99返回固定循环R点G10 G11圆凹槽内粗铣G12 G13全圆内精铣G14 G15外圆精铣G22系统参数运算(模态)G23判参数值跳转G27机械零点检测G28经中间点快速定位到程序G31快速返回R基准面G34 G35矩形凹槽内精铣G38 G39矩形外精铣21.GSK928MA M指令M指令解释M0程序停止。
matlab常用函数常用指令大全

matlab常用函数常用指令大全matlab常用函数与常用指令大全matlab, 函数, 指令, 大全matlab常用函数与常用指令大全matlab常用函数- -1、特殊变量与常数ans 计算结果的变量名computer 确定运行的计算机eps 浮点相对精度Inf 无穷大I 虚数单位inputname 输入参数名NaN 非数nargin 输入参数个数nargout 输出参数的数目pi 圆周率nargoutchk 有效的输出参数数目realmax 最大正浮点数realmin 最小正浮点数varargin 实际输入的参量varargout 实际返回的参量操作符与特殊字符+ 加- 减* 矩阵乘法.* 数组乘(对应元素相乘)^ 矩阵幂.^ 数组幂(各个元素求幂)\ 左除或反斜杠/ 右除或斜面杠./ 数组除(对应元素除)kron Kronecker张量积: 冒号() 圆括[] 方括. 小数点.. 父目录... 继续, 逗号(分割多条命令); 分号(禁止结果显示)% 注释! 感叹号' 转置或引用= 赋值== 相等<> 不等于& 逻辑与| 逻辑或~ 逻辑非xor 逻辑异或2、基本数学函数abs 绝对值和复数模长acos,acodh 反余弦,反双曲余弦acot,acoth 反余切,反双曲余切acsc,acsch 反余割,反双曲余割angle 相角asec,asech 反正割,反双曲正割secant 正切asin,asinh 反正弦,反双曲正弦atan,atanh 反正切,双曲正切tangent 正切atan2 四象限反正切ceil 向着无穷大舍入complex 建立一个复数conj 复数配对cos,cosh 余弦,双曲余弦csc,csch 余切,双曲余切cot,coth 余切,双曲余切exp 指数fix 朝0方向取整floor 朝负无穷取整*** 最大公因数imag 复数值的虚部lcm 最小公倍数log 自然对数log2 以2为底的对数log10 常用对数mod 有符号的求余nchoosek 二项式系数和全部组合数real 复数的实部rem 相除后求余round 取整为最近的整数sec,sech 正割,双曲正割sign 符号数sin,sinh 正弦,双曲正弦sqrt 平方根tan,tanh 正切,双曲正切3、基本矩阵和矩阵操作blkding 从输入参量建立块对角矩阵eye 单位矩阵linespace 产生线性间隔的向量logspace 产生对数间隔的向量numel 元素个数ones 产生全为1的数组rand 均匀颁随机数和数组randn 正态分布随机数和数组zeros 建立一个全0矩阵colon) 等间隔向量cat 连接数组diag 对角矩阵和矩阵对角线fliplr 从左自右翻转矩阵flipud 从上到下翻转矩阵repmat 复制一个数组reshape 改造矩阵roy90 矩阵翻转90度tril 矩阵的下三角triu 矩阵的上三角dot 向量点集cross 向量叉集ismember 检测一个集合的元素intersect 向量的交集setxor 向量异或集setdiff 向是的差集union 向量的并集数值分析和傅立叶变换cumprod 累积cumsum 累加cumtrapz 累计梯形法计算数值微分factor 质因子inpolygon 删除多边形区域内的点max 最大值mean 数组的均值mediam 中值min 最小值perms 所有可能的转换polyarea 多边形区域primes 生成质数列表prod 数组元素的乘积rectint 矩形交集区域sort 按升序排列矩阵元素sortrows 按升序排列行std 标准偏差sum 求和trapz 梯形数值积分var 方差del2 离散拉普拉斯diff 差值和微分估计gradient 数值梯度cov 协方差矩阵corrcoef 相关系数conv2 二维卷积conv 卷积和多项式乘法filter IIR或FIR滤波器deconv 反卷积和多项式除法filter2 二维数字滤波器cplxpair 将复数值分类为共轭对fft 一维的快速傅立叶变换fft2 二维快速傅立叶变换fftshift 将FFT的DC分量移到频谱中心ifft 一维快速反傅立叶变换ifft2 二维傅立叶反变换ifftn 多维快速傅立叶变换ifftshift 反FFT偏移nextpow2 最靠近的2的幂次unwrap 校正相位角多项式与插值conv 卷积和多项式乘法roots 多项式的根poly 具有设定根的多项式polyder 多项式微分polyeig 多项式的特征根polyfit 多项式拟合polyint 解析多项式积分polyval 多项式求值polyvalm 矩阵变量多项式求值residue 部分分式展开interp1 一维插值interp2 二维插值interp3 三维插值interpft 使用FFT的一维插值interpn 多维插值meshgrid 为3维点生成x和y的网格ndgrid 生成多维函数和插值的数组pchip 分段3次Hermite插值多项式ppval 分段多项式的值spline 3次样条数据插值绘图函数bar 竖直条图barh 水平条图hist 直方图histc 直方图计数hold 保持当前图形loglog x,y对数坐标图pie 饼状图plot 绘二维图polar 极坐标图semilogy y轴对数坐标图semilogx x轴对数坐标subplot 绘制子图bar3 数值3D竖条图bar3h 水平3D条形图comet3 3D慧星图cylinder 圆柱体fill3 填充的3D多边形plot3 3维空间绘图quiver3 3D震动(速度)图slice 体积薄片图sphere 球stem3 绘制离散表面数据wate***ll 绘制瀑布trisurf 三角表面clabel 增加轮廓标签到等高线图中datetick 数据格式标记grid 加网格线gtext 用鼠标将文本放在2D图中legend 图注plotyy 左右边都绘Y轴title 标题xlabel X轴标签ylabel Y轴标签zlabel Z轴标签contour 等高线图contourc 等高线计算contourf 填充的等高线图hidden 网格线消影meshc 连接网格/等高线mesh 具有参考轴的3D网格peaks 具有两个变量的采样函数surf 3D阴影表面图su***ce 建立表面低层对象surfc 海浪和等高线的结合surfl 具有光照的3D阴影表面trimesh 三角网格图1 常用指令(General Purpose Commands) 1.1 通用信息查询(General information) demo 演示程序help 在线帮助指令helpbrowser 超文本文档帮助信息helpdesk 超文本文档帮助信息helpwin 打开在线帮助窗info MATLAB 和MathWorks 公司的信息subscribe MATLAB 用户注册ver MATLAB 和TOOLBOX 的版本信息version MATLAB 版本whatsnew 显示版本新特征1.2 工作空间管理(Managing the workspace)clear 从内存中清除变量和函数exit 关闭MATLABload 从磁盘中调入数据变量pack 合并工作内存中的碎块quit 退出MATLABsave 把内存变量存入磁盘who 列出工作内存中的变量名whos 列出工作内存中的变量细节workspace 工作内存浏览器1.3 管理指令和函数(Managing commands and functions) edit 矩阵编辑器edit 打开M 文件inmem 查看内存中的P 码文件mex 创建MEX 文件open 打开文件pcode 生成P 码文件type 显示文件内容what 列出当前目录上的M、MAT、MEX 文件which 确定指定函数和文件的位置1.4 搜索路径的管理(Managing the seach patli) addpath 添加搜索路径rmpath 从搜索路径中删除目录path 控制MATLAB 的搜索路径pathtool 修改搜索路径1.5 指令窗控制(Controlling the command window) beep 产生beep 声echo 显示命令文件指令的切换开关diary 储存MATLAB 指令窗操作内容format 设置数据输出格式more 命令窗口分页输出的控制开关1.6 操作系统指令(Operating system commands) cd 改变当前工作目录computer 计算机类型copyfile 文件拷贝delete 删除文件dir 列出的文件dos 执行dos 指令并返还结果getenv 给出环境值ispc MATLAB 为PC(Windows)版本则为真isunix MATLAB 为Unix 版本则为真mkdir 创建目录pwd 改变当前工作目录unix 执行unix 指令并返还结果vms 执行vms dcl 指令并返还结果web 打开web 浏览器! 执行外部应用程序2 运算符和特殊算符(Operators and special characters)2.1 算术运算符(Arithmetic operators)+ 加- 减* 矩阵乘.* 数组乘^ 矩阵乘方.^ 数组乘方\ 反斜杠或左除/ 斜杠或右除./或.\ 数组除张量积[注]本表第三栏括号中的字符供在线救助时help 指令引述用2.2 关系运算符(Relational operators)= = 等号~= 不等号> 大于<= 小于或等于>= 大于或等于2.3 逻辑操作(Logical operators) & 逻辑与| 逻辑或~ 逻辑非xor 异或any 有非零元则为真all 所有元素均非零则为真2.4 特殊算符(Special characters) :冒号( ) 圆括号[ ] 方括号{ } 花括号@ 创建函数句柄. 小数点. 构架域的关节点.. 父目录续行号, 逗号% 注释号! 调用操作系统命令= 赋值符号ˊ引号ˊ复数转置号.ˊ转置号[,] 水平串接[;] 垂直串接( ),{ },. 下标赋值( ),{ },. 下标标识subsindex 下标标识3 编程语言结构(Programming language constructs) 3.1 控制语句(Control flow)break 终止最内循环case 同switch 一起使用catch 同try 一起使用continue 将控制转交给外层的for 或while 循环else 同if 一起使用elseif 同if 一起使用end 结束for,while,if 语句for 按规定次数重复执行语句if 条件执行语句otherwise 可同switch 一起使用return 返回switch 多个条件分支try try-cathch 结构while 不确定次数重复执行语句3.2 计算运行(Evaluation and execution)assignin 跨空间赋值builtin 执行内建的函数eval 字符串宏指令evalc 执行MATLAB 字符串evalin 跨空间计算串表达式的值feval 函数宏指令run 执行脚本文件3.3 脚本文件、函数及变量(Scripts,function,and variables) exist 检查变量或函数是否被定义function 函数文件头global 定义全局变量isglobal 若是全局变量则为真iskeyword 若是关键字则为真mfilename 正在执行的M 文件的名字persistent 定义永久变量script MATLAB 命令文件3.4 宗量处理(Augument handling) inputname 实际调用变量名nargchk 输入变量个数检查nargin 函数输入宗量的个数nargout 函数输出宗量的个数nargoutchk 输出变量个数检查varagin 输入宗量varagout 输出宗量3.5 信息显示(Message display)disp 显示矩阵和文字内容display 显示矩阵和文字内容的重载函数error 显示错误信息fprintf 把格式化数据写到文件或屏幕lasterr 最后一个错误信息lastwarn 最后一个警告信息sprintf 按格式把数字转换为串warning 显示警告信息3.6 交互式输入(Interactive input)input 提示键盘输入keyboard 激活键盘做为命令文件pause 暂停uicontrol 创建用户界面控制uimenu 创建用户界面菜单4 基本矩阵函数和操作(Elementary matrices and matrix manipulation)4.1 基本矩阵(Elementary matrices)eye 单位阵linspace 线性等分向量logspace 对数等分向量meshgrid 用于三维曲面的分格线坐标ones 全1 矩阵rand 均匀分布随机阵randn 正态分布随机阵repmat 铺放模块数组zeros 全零矩阵: 矩阵的援引和重排4.2 矩阵基本信息(Basic array information)disp 显示矩阵和文字内容isempty 若是空矩阵则为真isequal 若对应元素相等则为1islogical 尤其是逻辑数则为真isnumeric 若是数值则为真length 确定向量的长度logical 将数值转化为逻辑值ndims 数组A 的维数size 确定矩阵的维数4.3 矩阵操作(Matrix manipulateion)blkdiag 块对角阵串接diag 创建对角阵,抽取对角向量end 数组的长度,即最大下标find 找出非零元素1 的下标fliplr 矩阵的左右翻转flipud 矩阵的上下翻转flipdim 交换对称位置上的元素ind2sub 据单下标换算出全下标reshape 矩阵变维rot90 矩阵逆时针90°旋转sub2idn 据全下标换算出单下标tril 抽取下三角阵triu 抽取上三角阵4.4 特殊变量和常数(Special variables and constants) ans 最新表达式的运算结果eps 浮点相对误差i,j 虚数单位inf 或Inf 无穷大isfinite 若是有限数则为真。
数控机床代码

数控机床代码常⽤M代码:M03:主轴正传M04:主轴反转M05:主轴停⽌M07:雾状切削液开M08:液状切削液开M09:切削液关M00:程序暂停M01:计划停⽌M02:机床复位M30:程序结束,指针返回到开头M98:调⽤⼦程序M99:返回主程序数控系统G代码:代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针⽅向圆弧插补 G03------逆时针⽅向圆弧插补 G04------定时暂停G05------通过中间点圆弧插补 G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------⼦程序调⽤G22------半径尺⼨编程⽅式G220-----系统操作界⾯上使⽤ G23------直径尺⼨编程⽅式G230-----系统操作界⾯上使⽤ G24------⼦程序结束G25------跳转加⼯G26------循环加⼯G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定⼯件坐标系注销 G54------设定⼯件坐标系⼀G55------设定⼯件坐标系⼆G56------设定⼯件坐标系三G57------设定⼯件坐标系四G58------设定⼯件坐标系五G59------设定⼯件坐标系六G60------准确路径⽅式G64------连续路径⽅式G70------英制尺⼨⼨G71------公制尺⼨毫⽶G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺⼨G91------相对尺⼨G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详细:G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使⼑具按照点位控制⽅式快速移动到指定位置。
车床编程30例
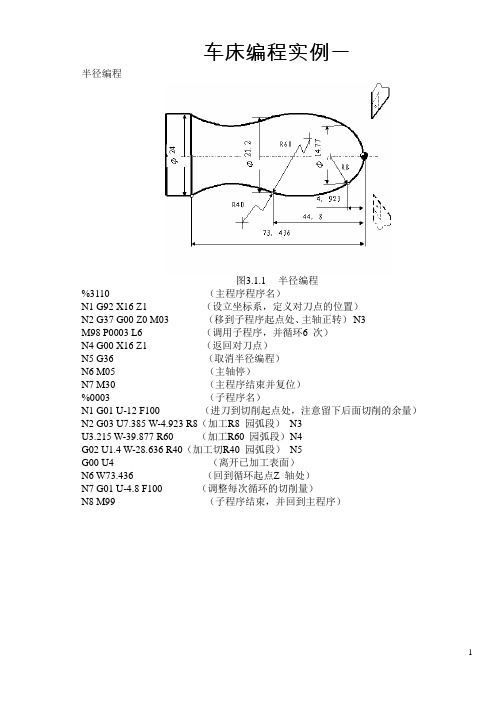
车床编程实例一半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8 园弧段)N3U3.215 W-39.877 R60 (加工R60 园弧段)N4G02 U1.4 W-28.636 R40(加工切R40 园弧段)N5G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)直线插补指令编程图3.3.5 G01 编程实例%3305N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26 外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)车床编程实例三圆弧插补指令编程%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15 圆弧段)N6 G02 X26 Z-31 R5 (加工R5 圆弧段)N7 G01 Z-40 (加工Φ26 外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03 编程实例倒角指令编程图3.3.10.1 倒角编程实例%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3 圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65 外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)车床编程实例五倒角指令编程%3310N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26 外圆)N60 G02 U30 W-15 R15 RL=3(加工R15 圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56 外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例车床编程实例六圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ'=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min 旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X 轴方向快退)N6 Z101.5 (Z 轴方向快退到螺纹起点处)N7 X28.6 (X 轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X 轴方向快退)N10 Z101.5 (Z 轴方向快退到螺纹起点处)N11 X28.2 (X 轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X 轴方向快退)N14 Z101.5 (Z 轴方向快退到螺纹起点处)N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X 轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)恒线速度功能编程%3314车床编程实例七图3.3.14 恒线速度编程实例N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15 圆弧段)N7 G02 X26 Z-31 R5 (加工R5 圆弧段)N8 G01 Z-40 (加工Φ26 外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min 旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80 切削循环编程实例车床编程实例九G81 指令编程(点画线代表毛坯)图3.3.20 G81 切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82 指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82 切削循环编程实例车床编程实例十一外径粗加工复合循环编制图3.3.27 所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。
matlab圆半径测量代码 概述及解释说明

matlab圆半径测量代码概述及解释说明1. 引言1.1 概述在科学研究和工程应用中,圆的半径测量是一个重要且常见的问题。
精确地测量圆的半径可以为我们提供关于形状、面积和体积等参数的信息,对于实现精确的计算和设计具有重要作用。
然而,由于传统手动测量方法存在一定的误差和不便之处,因此开发出自动化的圆半径测量代码成为许多研究者关注的课题。
本文旨在介绍以Matlab为工具开发的圆半径测量代码,包括其原理、实现方法、实验设计和结果分析等。
通过深入探讨与解释这些方面内容,读者将能够全面了解该代码的基本功能及其应用潜力。
1.2 文章结构本文共分为五个主要部分,每部分围绕特定主题展开。
首先是引言部分,在这一部分中将对文章进行简要介绍,并阐明撰写本文所追求的目标。
随后,在"2. Matlab圆半径测量代码原理"部分将详细介绍圆的数学定义与特性,并解释Matlab中基于算法实现圆半径测量的基本原理。
在"3. Matlab圆半径测量代码实现方法"部分,将详细讨论数据采集与预处理、图像处理与边缘检测算法选择以及半径计算与结果输出等实现过程中的关键步骤。
接下来,在"4. 实验设计与结果分析"部分将介绍我们设计的实验,并展示和讨论实验结果。
最后,在"5. 结论与展望"部分将对整篇文章进行总结,并展望未来可能的改进方向和应用场景。
1.3 目的本文的主要目的是向读者介绍Matlab圆半径测量代码的重要性和应用价值,并详细解释其背后所涉及到的原理和方法。
通过阅读本文,读者将能够深入了解如何使用该代码进行自动化圆半径测量,从而提高相关领域的工作效率和准确性。
同时,本文还将通过实验设计和结果分析部分验证该代码在不同情况下的可靠性,并为读者提供相关改进方向和扩展思路。
通过对Matlab圆半径测量代码进行全面解析,我希望本文能够为科研人员、工程师以及对此感兴趣的读者提供有价值的参考和指导,促进相关领域的研究和应用进展。
数控机床代码大全及使用方法

数控机床代码大全及使用方法嘿,你知道数控机床代码不?那可真是个神奇的玩意儿!就好比魔法咒语,能让机床乖乖听话,造出各种精美的零件。
G 代码、M 代码,一堆代码让人眼花缭乱。
可别小瞧它们,每个代码都有自己的独特作用。
比如说G00 快速定位,那速度,简直像火箭一样快!使用的时候可得小心,别让机床撞到别的东西。
还有M03 主轴正转,要是搞错了方向,那可就麻烦啦!
安全性和稳定性在数控机床操作中那是超级重要的!想象一下,要是机床像个调皮的孩子一样不听话,那得多吓人啊!所以一定要严格按照操作规程来,检查好设备,设置好参数。
不然,出了事故可就悲催了。
数控机床的应用场景那可多了去了。
汽车制造、航空航天、电子设备,到处都有它的身影。
为啥这么受欢迎呢?因为它精度高啊!能做出那些超级复杂的零件,这可不是普通机床能比的。
就像一个超级大厨,能做出各种美味佳肴。
给你讲个实际案例吧!有个工厂用数控机床加工汽车发动机零件,以前用普通机床的时候,废品率可高了。
自从用上数控机床,精度提高了好多,废品率大大降低。
这效果,简直杠杠的!
数控机床代码虽然有点复杂,但只要掌握了方法,就能发挥出巨大的威力。
它就像一把神奇的钥匙,能打开制造业的大门。
所以,还等啥呢?赶紧去学习数控机床代码吧!我的观点结论是:数控机床代码是制造业的得力助手,掌握它,就能在制造领域大展身手。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Matlab程序计算过慢,寻求优化方面的指点!!这段代码就是一个6边梁的循环,但是运行的好慢!
clear
clc
syms x w
lang=(207.7877e+9+(322.2715e+9-207.7877e+9)*(x/2+1/2)^0.5)*0.4972; %lang mu da u=(207.7877e+9+(322.2715e+9-207.7877e+9)*(x/2+1/2)^0.5)/2.56; %miu
rou=2370+(8166-2370)*(x/2+1/2)^(1/2); % rou
a=1;
b=a;
h=0.1*b;
c=6; %i,ii,j,jj,l,ll,m,mm,p,pp,q,qq=1,2...c
d=3; %k,kk,n,nn,r,rr=1,2...d
% parameters %%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
A11=zeros(1,c^4*d^2);
B11=zeros(1,c^4*d^2);
f=1;
for i=1:c
for j=1:c
for k=1:d
for ii=1:c
for jj=1:c
for kk=1:d
k11=b*h/2/a...
*int(diff(i*pi/2*cos(i*pi/2*(x+1)))*diff(ii*pi/2*cos(ii*pi/2*(x+1))),-1,1)...
*int(sin(j*pi/2*(x+1))*sin(jj*pi/2*(x+1)),-1,1)...
*(int(lang*x^2*cos((k-1)*acos(x))*cos((kk-1)*acos(x)),-1,1)+2*int(u*x^2*cos((k-1)*acos(x))* cos((kk-1)*acos(x)),-1,1))...
+a*h/2/b...
*int((i*pi/2*cos(i*pi/2*(x+1)))*(ii*pi/2*cos(ii*pi/2*(x+1))),-1,1)...
*int(diff(sin(j*pi/2*(x+1)))*diff(sin(jj*pi/2*(x+1))),-1,1)...
*int(u*x^2*cos((k-1)*acos(x))*cos((kk-1)*acos(x)),-1,1)...
+a*b/2/h...
*int((i*pi/2*cos(i*pi/2*(x+1)))*(ii*pi/2*cos(ii*pi/2*(x+1))),-1,1)...
*int(sin(j*pi/2*(x+1))*sin(jj*pi/2*(x+1)),-1,1)...
*int(u*diff(x*cos((k-1)*acos(x)))*diff(x*cos((kk-1)*acos(x))),-1,1);
A11(1,f)=k11;
m11=a*b*h/8....
*int((i*pi/2*cos(i*pi/2*(x+1)))*(ii*pi/2*cos(ii*pi/2*(x+1))),-1,1)...
*int(sin(j*pi/2*(x+1))*sin(jj*pi/2*(x+1)),-1,1)...
*int(rou*x^2*cos((k-1)*acos(x))*cos((kk-1)*acos(x)),-1,1);
B11(1,f)=m11;
f=f+1;
end
end
end
end
end
end
K11=zeros(c^2*d,c^2*d);
K11(1:c^4*d^2)=A11
M11=zeros(c^2*d,c^2*d);
M11(1:c^4*d^2)=B11
变量i,j,k,ii,jj,kk 分别循环。
c,d 一开始取2 也就是i,j,k=1:2 这样运行半分钟。
但是我取到6的时候就运行了一天了还没出来求高手指点啊!尽量具体点谢谢啦!
中间的重复计算太多建议设成中间变量然后直接使用大量计算都在算重复的
东西当然慢了。
比方说ii*pi/2*cos(ii*pi/2*(x+1) 这种可以只算1遍的你在
你的公式里面算了4次。
而且几乎到处都是重复算之前已经算过的如果把
这些东西作为中间结果直接引用的话会减少很多。