设备点检表 - 修改
设备维护保养点检表大全以及维修记录表
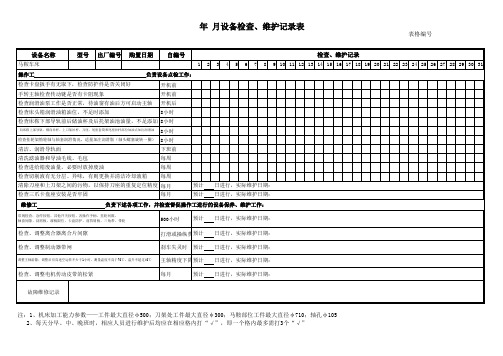
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
设备点检表(范本)
操作员 设备使用时间 设备故障统计时间 故障停机时间 周点检及保养项目
1、执行每日点检、保养情况 2、定时清洁、打扫
小计
一周二周Biblioteka 三周四周五周
月点检及保养项目
1、执行每日、周点检情况 2、清洁设备螺杆 3、检查螺杆上下运动情况
保养情况
周保养人 单位主管确认
月保养人 单位主管确认
*每日上班前半个小时内完成日点检内容 *每周最后一个工作日实施周保养 *月保养由操作员每月26日前完成 *需数字记录的必须记录数值 1、记录符号 2、保养人与主管人员应签字确认,以示负责 3、本要求表各单位落实、实施、填写确实、遇到问题立即汇报 4、每月1号将完成表单交有关部门存档 5、本表单将作为审核参考
说明:
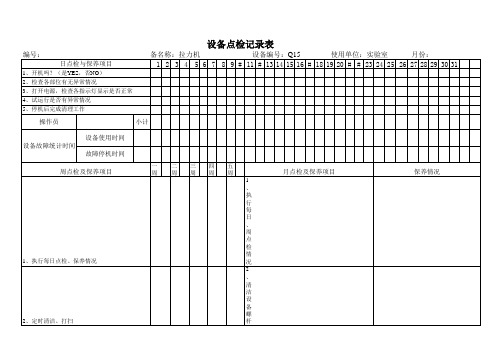
设备点检记录表
编号:
日点检与保养项目
1、开机吗?(是YES,否NO) 2、检查各部位有无异常情况 3、打开电源,检查各指示灯显示是否正常 4、试运行是否有异常情况 5、停机后完成清理工作
备名称:拉力机 设备编号:Q15 使用单位:实验室 月份: 1 2 3 4 5 6 7 8 9 # 11 # 13 14 15 16 # 18 19 20 # # 23 24 25 26 27 28 29 30 31
设备点检表

设备点检表(总12页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March设备点检、运转记录卡说明:1、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
2、有关事项记录:(1)运转时间合计小时;(2)故障临修次停机小时;3、本表每台设备每月一张,由使用人按设备实际使用填写;4、每月1日由使用人到生产部以旧换新,年底装订成册。
设备点检、运转记录卡1、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
2、有关事项记录:(1)运转时间合计小时;(2)故障临修次停机小时;3、本表每台设备每月一张,由使用人按设备实际使用填写;4、每月1日由使用人到生产部以旧换新,年底装订成册。
设备点检、运转记录卡1、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
2、有关事项记录:(1)运转时间合计小时;(2)故障临修次停机小时;3、本表每台设备每月一张,由使用人按设备实际使用填写;4、每月1日由使用人到生产部以旧换新,年底装订成册。
设备点检、运转记录卡1、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
2、有关事项记录:(1)运转时间合计小时;(2)故障临修次停机小时;3、本表每台设备每月一张,由使用人按设备实际使用填写;4、每月1日由使用人到生产部以旧换新,年底装订成册。
设备点检、运转记录卡1、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
2、有关事项记录:(1)运转时间合计小时;(2)故障临修次停机小时;3、本表每台设备每月一张,由使用人按设备实际使用填写;4、每月1日由使用人到生产部以旧换新,年底装订成册。
设备点检、运转记录卡4、点检时技术状况标志:良好“√”;不良“×”;待修“”;修理“○”。
机械设备日常点检表

机器设备日常点检保养记录表
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B
机器设备日常点检保养记录表
年月
核准:审核:记录: QR-WK82-02B。
设备点检表(标准模版)

设备点检表(月日~月日)
编号:
保养内容
星期一
星期二
星期三
星期四
星期五
星期六
星期日
早班
晚班
早班
晚班
早班
晚班
早班
晚班
早班
晚班
早班
晚班
早班
晚班
设备卫生
清洁情况
设备的适宜性
设备运转
润滑情况
传动检查
按钮控制件检查
电气接头检查
电机查看
交接记录
操作ห้องสมุดไป่ตู้签字
班长签字
备注
此表格由操作工每日填写,由该工序班组长检查并签字确认,工程技术部、厂长每周一进行检查,并签字确认。如设备点检过程中发现有异常情况应立即上报设备科或生产主管,直至问题解决。
设备日常点检表模板
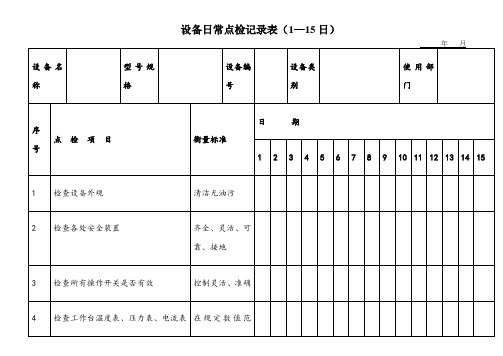
年月
设备名称
型号规格
设备编号
设备类别
使用部门
序号
点 检 项 目
衡量标准
日 期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
检查设备外观
清洁无油污
2
检查各处安全装置
齐全、灵活、可靠、接地
3
检查所有操作开关是否有效
控制灵活、准确
4
检查工作台温度表、压力表、电流表显示数值是否正确
检查漏电开关
点检人签字
点检异常记录 异常排除记录
年月日
异常情况描述
点检人
年月日
维 修 内 容
维修人
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
设备日常点检记录表(16—31日)
年 月
设备名称
型号规格
设备编号
设备类别
处于停机位置
6
检查电气柜空调滤网、风冷机滤网、油冷机滤网及通风窗
无集尘
7
检查控制系统(轴、电机)运行状态
无振动及异常声音
8
设备是否编写操作规范
检查操作规范
9
是否定期保养
检查保养记录
10
设备日常检修是否记录
检要检修记录
11
电源是否具备漏电防护
检查漏电开关
点检人签字
点检异常记录 异常排除记录
年月日
异常情况描述
在规定数值范围内、效验
5
开机前检查各操作手柄、控制装置所处位置是否正确
生产设备点检表&维护表
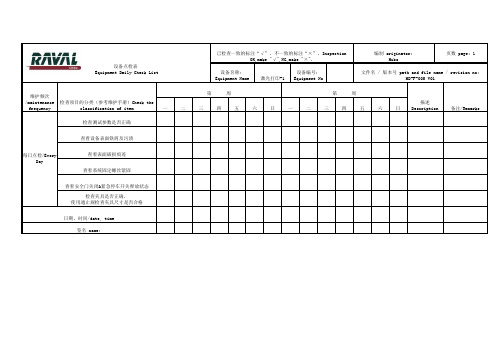
编制 originator:Байду номын сангаасHubo
页数 page: 1
激光打印-1
文件名 / 版本号 path and file name / revision no: MD-F-005 V01
维护频次 /maintenance frequency
六
日
描述 Description
备注/Remarks
每日点检/Every Day
点检表修改

送 料 小 车
停放 电缆 电源 吊钩 用具
原 料 库
行 车
一 号 行 车 行车
刹车 吊钩 用具 葫芦 及钢 丝绳
葫芦 及钢 丝绳
二 号 10 行 车 行车 11
刹车 地面 道轨
12 13
说明: 1.每天所在区域工作人员依照查核项目逐一进行查核确 认。 2.记录符号: 正常
异常 :重度
O
轻度△
点 检 人 签 名
新美达原料库工作点检表
区域
表面
序号
检查内容
1
2
Hale Waihona Puke 3456
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 2 3 4 5 6 7 8 9
表面无明显积尘、无杂物, 每次使用完毕后将小车停放道轨一端。 电缆放置于地面U型槽内。 停用时应及时关闭电源。 表面整洁、无油污,焊缝是否有裂开,螺 丝有无松动,钢丝绳有无断裂 葫芦表面整洁、无油污,钩子旋转是否正 常,螺丝有无松动;钢丝绳能否在卷筒上 正常缠绕,表面有无毛刺。 行车的升降和运行是否正常,限位器动作 是否灵活可靠,运行时是否有异常的声音 。 每次使用完毕后行车是否已经刹闸,定位 停放。 表面整洁、无油污,焊缝是否有裂开,螺 丝有无松动,钢丝绳有无断裂 葫芦表面整洁、无油污,钩子旋转是否正 常,螺丝有无松动;钢丝绳能否在卷筒上 正常缠绕,表面有无毛刺。 行车的升降和运行是否正常,限位器动作 是否灵活可靠,运行时是否有异常的声音 。 每次使用完毕后行车是否已经刹闸,定位 停放。 螺丝是否有松动,道轨是否严重扭曲变形 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缺损
看晚
有效运行时间(小时)
作
1
当月合计 :
小时
业 后 记
故障停机时间(小时)
2
当月合计 :
小时
录
作业者(工号)
3
机修(电工):
工 号
月
车间主管确认
末
审
核
确
认
设备主管审核
设备履历登记情况
□否 □可 □其他
□否 □可 □其他
□否 □可 □其他
电气、油压安全装置 是否正常
查白 看晚
急停开关、各类接触按钮 无破损、残缺、接触不良,可正常使用
查白 看晚
开
电压
380V±10
机
前
油面计
目视不低于透明管刻度底线
检
查
各润滑部位
润滑状况目视确认
项
目
模具安装螺栓
扭矩到位,无松动
试白 看晚
查白 看晚
查白 看晚
查白 看晚
冷却水配管
有无破损、水量不足
查白 看晚
注:作业者在交接班及正式作业前应按规定逐项检查,作业后应及时记录设备有效运行时间、故障停机时间(维修时间过半小时);若发生故障应及时报修并按规定记录。
填 表
1 2
、 34
、
□否 □可 □其他
□否 □可 □其他
江苏科博汽车部件有限公司
注塑机日点检表
表单编号:QR-07-09-zz11 年/月:
设备名称
注塑机
型号规格
设备编号
使用工段
注塑车间
适用范围
项
部
目
位
点
检
项
目
方班
点检记录分为:
完好“√”,故障“×”,已修“○”
式 次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
加热管〈筒〉
螺钉、电线接头无松动、接触不良,可正常工作
查白 看晚
电脑面板
控制仪表是否完好,各种参数是否准确,有无异常。
作
业
油压部位
观察是否发热、振动较大
中
检
安全门
移动平稳,各部件无破损、松动
查
项
异常响声、振动
无异常响声、振动
目
查白 看晚
查白 看晚
查白 看晚
试白 看晚
定位装置
定位装置是否完好、准确、紧固;各紧固螺钉是否紧固有无 试 白