检具验收报告表
工装(检具)验收标准191105

安徽省锦瑞汽车部件有限公司1.目的制定此标准是为了细化工装(检具)验收过程,为了进一步规范公司工装的开发及使用管理,确保工装在产品生产加工过程中保证产品质量的同时,能顺畅使用并满足使用寿命要求,特制订本标准。
2适用范围本标准适用于安徽锦瑞汽车部件有限公司所有产品在加工生产过程中,所使用的外购或外协来的工装,设备,检具等工艺装备验收阶段的参照标准及要求。
3.术语和定义3.1工装:企业制造产品时所用的模具、夹具、检具、辅具、量具、刀具等的总称,在本标准中特指工装、夹具、检具。
3.2外购工装:是指工装设计和制造均委外,我司只负责验收符合产品要求的合格工装。
3.3外协工装:是指自制工装的部分加工工序委外加工或由我司负责工装设计,委外单位根据图纸资料制造,我司根据设计资料验收的工装。
4、总体主要技术要求4.1公司所有的工装在设计、制作过程中必须遵守“保证产品质量,使用操作安全,维护检验方便”的原则,确保设计科学、使用方便、质量保证,从而提升品质和提高生产效率。
4.2为方便公司工装的使用及存放管理,要求所有新开发工装必须进行编号。
工装编号由专门负责编号人员,按要求制定编号;供应商应按相关技术要求在相应位置编号,要求美观大方、清晰易辨认。
编号规则参考公司物料编码规则程序文件;4.3工装设计3d数据及2D图纸经公司相关人员评审后,方能投入制造,供应商在制造过程中如有修改,必须及时通知我司相关人员。
4.4工装、夹具、检具制造完毕后,必须使用我司指定的产品进行试验调整、验证,保证调试产品符合技术要求,且要求工装结构性能可靠且质量稳定,操作安全、方便、经济、合理。
4.5外购的工装(设备)必须与图纸相符,验收完毕后,供应商应将完整、正确无误的图档传给我司存档,以便后续查询使用、更改。
供应商所提供的图档要求包含非标准件的零件详图。
5、夹具主要技术要求5.1振动焊接工装的使用寿命为10万台样件。
5.2夹具设计应充分考虑操作方便和安全可靠、维护修理方便,应保证焊接装卸方便,使焊接件处于最佳焊接位置,并应防止机构压手和松开打手。
工装检具验收报告

工装检具验收报告
报告说明
本报告是对工装检具进行检验报告,以评估其性能。
本报告应用了常规的检定方法,以及常用的检验技术,包括外观检查,尺寸检查,整体性能试验,精度试验等。
(一)工装检具简介
所测量的样品公司生产的定位螺栓检具,型号为XXX,主要应用于螺栓定位,可满足螺栓定位的要求。
此检具具有结构形状合理,裸沟深度一致性好,装拆方便,添加物有效性好,精度精密等特点。
(二)检验结果
1、外观检查:
检查结果表明,检具表面光洁,无凸起或凹陷,铣痕均匀,零件外形精确,油嘴完好。
2、尺寸检查:
定位螺栓检具的尺寸规格为检具外径为18mm,内径为16mm,裸沟深度为7.5mm,油嘴外径为3mm,添加物粒径为2mm。
检查结果表明,螺栓检具与规格一致,定位精度高,检具等级符合要求。
3、整体性能试验:
在1000次拔插后,检测结果表明:检具连接接触性能稳定,拆装性能良好;检具定位精度优秀,误差小于±0.002mm;油嘴无变形,添加物加固牢固,性能稳定可靠。
4、精度试验:
对检具的安装精度进行测量,测量结果表明:X轴方向的安装精度不大于±0.002mm。
工装(检具)验收报告

日期
使用性能
结论
*生产可行
使用人确 认
日期
保存期限:三年
生产确认
主管确认
外观标识
主管确认
日期
*生产不可行
日期
工装/检具验收报告
资产归属
*内部资产 *外部资产
类型:
客户
产品料号
*工装
产品版本
*品质检具
申请部门
*配件
申请人
日期
设计类别
状态 工装图料 号
*全新
*内部设计 *变更 *维修保养
*整体外发
工装编号 图纸类型
责任工程师
*2D *3D *清单 工装版本
品质意见(品质部依据工程提供图纸全尺寸检验,并进行检验结果确认,确认的报告 作为此报告的附件)
*全尺寸检验合格
检验员确 认
*全尺寸检验不合格(特采)
日期
实配状态
*全尺寸检验不合格(返工) *外观检验合格 *外观检验不合格
质量主管确认
日期
工程确认
生产可用性
*3个月 *6个月 *9个月 *12个月
保养周期
*生产件数 100 *生产件数 300 *生产件数 500 *生产件数 10ຫໍສະໝຸດ 0注意事项工程结论:
夹具验收报告

夹具验收报告焊接夹具验收技术要求一、焊接夹具制造完成后,由乙方提出申请,甲方派出技术人员到乙方的现场进行焊接夹具预验收。
二、乙方必须提供以下记录,甲方才能进行预验收工作1、焊接夹具零部件质量检验记录:1)焊接工装外观质量检验。
1)尺寸精度检验。
2)焊接夹具材料及热处理检验。
3)表面粗糙度检验。
2、焊接夹具装配检验记录。
3、焊接夹具动态检验记录。
4、经过清点的焊接夹具清单。
5、焊接夹具与其对应的夹具仕样书的吻合情况自检清单。
乙方根据上述记录整理成焊接夹具自检报告提供给甲方。
三、焊接夹具的预验收1、预验收依据:1)乙方提供并由甲方确认的验收标准。
2)产品数模。
3)焊接夹具技术要求。
4)焊接夹具验收技术要求。
2、预验收程序:1)焊接夹具动、静检验见后附表。
2)焊接夹具动、静检验合格后,在乙方场地进行试焊接,利用合格的冲压件,焊接成一台总成,如符检验精度标准,则视为焊接夹具预验收合格。
四、对焊接夹具预验收过程中存在的问题及应采取的措施,乙方必须记录并形成文件,且经双方签字确认。
若没有形成文件,甲方视为夹具没有经过本次的预验收。
五、包装运输1、焊接夹具在乙方工厂预验收合格后包装发运,包装箱内附包装清单一份。
同时发运焊接夹具设计图纸资料。
2、焊接夹具应进行防水、防锈处理,焊接夹具应装箱,以防止在运输过程中磕碰。
六:焊接夹具在甲方验收时,乙方必须派出技术人员和调整工人到甲方现场进行调试,甲方技术人员配合,在甲方的验收为焊接夹具的最终验收。
七:乙方调试焊接夹具的时间不能影响合同总体进度。
八、焊接夹具的终验收1、终验收的前提是焊接夹具符合《XXX技术要求》。
2、乙方在甲方场地进行焊接夹具的安装、调试并进行焊接。
3、乙方提供了完整的、符合要求的焊接夹具技术资料。
4、能连续稳定地生产出20台合格的总成,则焊接夹具终验收合格。
九、本附件与合同具有同等法律效力。
十、本附件未尽事宜,双方通过协商解决。
甲方代表签字:乙方代表签字:年月日年月日附表:焊接夹具动、静态检查表附件九XXX设计图纸会签确认书NO:01注:图纸确认依据焊接生产线技术要求及验收技术要求焊接夹具及检具自检报告NO:022、此项目报告由乙方在预验收前全部提供。
专用检具验收报告

检具验收相关要求检具验收包括预验收和终验收,两次验收都要签认可报告,预验收只对检具精度进行确认,终验收认可包括检具的结构及检测功能认可、检具的几何精度认可和检具的重复性精度认可。
供应商负责提供检具的几何精度报告和重复性报告。
一.检具重复性检查原则:将一个零件在检具上放入且取出5次,每放零件一次,由工艺员根据以下标准最少选择5个点进行测量1.选取工艺卡上的部分点2.根据检具工艺基准,位置公差只能为1mm(除公差更小的以外,即it≤1)3.选取具有x、y、z三方向特性的表面点4.分散在零件周围的点5.与支撑及定位装置最远的测量区域二. 重复性记录卡的编写测量值由工艺员输入重复性文档中(str/emb使用的磁盘),通过它我们可以推算113b卡上的重复性数值重复性合格标准回顾(使用一个标准)avec : ? :每个点测量值标准偏差;i :测量点;it :测量点公差带 ?i?it16三.检具精度报告1. 定位基准精度:每个定位支承块至少检测3个点,这些点的分布应具有代表性,每个点的法向矢量偏差不大于0.1mm。
定位孔孔位偏差不大于0.1mm(即位置度φ0.1)。
2. 检具的型面(包括检具上的型面检测样板):每个点法向矢量偏差不大于0.153. 检具的轮廓:检具的轮廓公差依据所检零件轮廓公差的大小,应不大于0.20-0.25。
4. 销规销套的检测:包括导向部分和工作部分尺寸。
每个定位销及检测销导向部分直径公差按g6执行,工作部分尺寸相对于导向部分尺寸的同轴度及对称度不大于0.02。
每个定位销及检测销销套内径公差按h7执行。
对于带有导向装置的销套,还要对导向装置的方向进行检测。
直径在6-10mm的孔h7公差为:0/+0.015;轴g6公差为:-0.005/-0.014。
5. 定位销定位部分尺寸为:孔的理论值-0.05 ±0.02;检测销检测部分尺寸为:孔理论值-孔的下偏差-孔的位置度公差±0.02。
检具验收标准
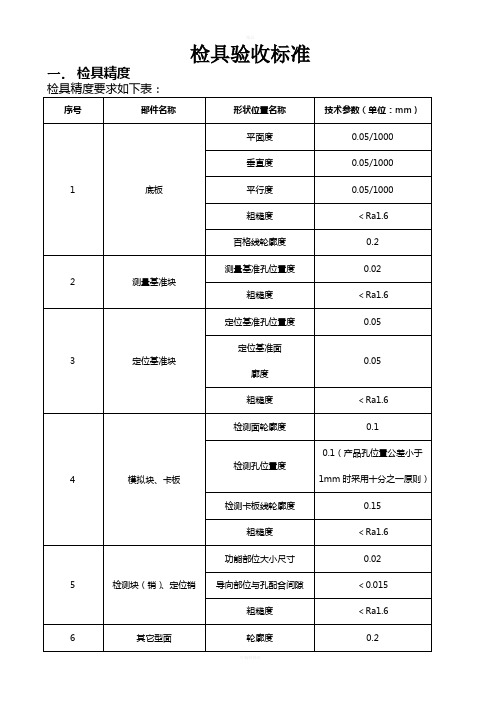
检具验收标准一.检具精度粗度<Ra3.27目视孔位置度2粗糙度<Ra1.68检具附件面差规±0.02止通规±0.02二.结构要求1.底板1.1底板上至少设置3个基准块,基准块需加不锈钢T型钢套和保护罩,并标明坐标原点、坐标方向及坐标原点与汽车坐标原点的相对坐标值;1.2检具基准块需设在底板四周三个角上并标有坐标值,不得直接设在底板上,检具的基准块按照左上、左下、右下位置进行设置,基准块中心距离检具底板边缘50mm,如图1和图2示:图1 基准分布示意图1 图2 基准分布示意图21.3上汽大众一级件检具必须设置两套测量基准,一套设置在底板四个角,如图3,由NC加工,另一套按1.1和1.2制作;图3 检具底板11.4底板上刻注车身坐标线及X、Y、Z坐标值,车身坐标线以X、Y、Z基准面为出发面,每隔100mm或50mm为一档进行刻注,如图3,划线深度和宽度均为0.5mm,刻线须涂红(客户对颜色有要求时按客户要求涂色),如客户对百格线有特殊要求,按客户要求制作;1.5检具铭牌按客户提供格式制作好用铆钉固定在底板上显眼的部位;1.6除客户要求外,检具重量≤40KG时底板两侧须安装金属把手,如图3,检具重量>40KG时底板上须安装吊环或吊耳,如图4和图5,检具起吊时吊绳与检具本体不得存在干涉;图4 检具底板2 图5 检具底板32.模拟块、卡板2.1模拟块表面须刻上面差、间隙标准值并涂红(客户对颜色有要求时按客户要求涂色),如面差0mm,间隙3mm,如图6:图6 模拟块标识2.2两模拟块之间间隙不得大于2mm,如图7:图7 模拟块间距2.3产品拐角处的模拟块不得断开,须做成一体式,如图7所示;2.4可拆模拟块须刻上名称,在检具上设置保管盒,并在保管盒上或盒旁设有安装示意图;2.5两相连模拟块之间不得有明显面差;2.6模拟块与其它本体及产品之间不能存在干涉;2.7手持模拟块须刻上对应产品名称、图号及尺寸规格,除结构无法优化外,原则上重量≤3kg,手持模拟块必须设置保管箱;2.8每一卡板上都需刻上设计尺寸规格,卡板检测部位放电加工或切削加工后确保3mm的加工结果,如图8所示图8 卡板3.双开机构3.1双开机构开关须顺畅,力度合适,装件不得有松动,开关上须刻上“装件”和“取件”标识,如图9所示;图9 双开机构开关3.2机构定位面上须刻上基准标识并涂红(客户对颜色有要求时按客户要求涂色),两定位表面不得有明显面差,如图10蓝色面和红色的面不得有明显面差;图10 双开机构4.压紧机构4.1压紧力应能固定产品但不能使产品变形,接触点为橡胶制品或尼龙材料;4.2压紧机构压头必须垂直于产品受压点;4.3压紧顺序需在压紧夹或支架上表示;4.4压紧机构的设置需保证不影响产品的取放、测量及CMM测量;4.5压紧机构在工作时不得与检具本体及产品存在干涉;5.检测销、定位销5.1手柄部用双斜纹滚花加工或六角柱体,表面须刻上检测和定位部位规格值及检测和定位标识,如图11;图11 检测销示意图5.2为防止销子丢失用伸缩绳固定在本体上,使用伸缩绳不要有妨碍,且尽可能短;5.3销子插入应平顺,且无松动;5.4伸缩绳固定时,销子应能自由活动,不会影响销子转动;5.5为保证产品定位的稳定性,定位销必须完全贯穿产品,因此产品定位销定位部分长度H必须大于产品的厚度h,如图12所示;图126.附件6.1通止规、面差规、百分表等附件须整齐放置在底板上;6.2当检具重量≥35kg或客户有要求时必须配备台车,台车按客户要求喷油漆,普通检具台车总高800mm左右,大型总成检具在总高不超过1400mm前提下制作台车,台车须万向轮和定向轮各两个,如图13和图14图13 台车小轮布局图14 台车小轮示意图6.3所有检具必须配备防尘罩,防尘罩必须能防水、防尘、遮阳;6.4当客户有要求时检具需配备木箱,检具安放在木箱内须固定死,不得有松动,木箱外侧必须有如图15所示标识;图15 三防标识三.外观要求1.百格线、刻线及附件油漆颜色须符合客户要求;2.无漏打定位销,定位销不得松动,确保定位销不是盲销;3.所有锁紧螺栓须配备弹簧垫,抽查螺栓锁紧力度,确保螺栓锁紧;4.检具本体及附件不得超过底板边界;5.表面无明显碰伤划伤,表面干净整洁;6.检具不得使用垫片调试,更不允许垫片漏在外表;7.铭牌信息须正确;8.检具所有铁件表面须做表面处理,以保证防锈、防腐、硬度等要求;9.模拟块、支撑块及底板等所有能接触到的表面须倒角,以保证不伤人;10.铸铝底板及框架不得有>2mm气孔、砂眼、结疤等缺陷;11.模拟块及基准块上需将设计标识(间隙、面差、公差值、基准名称等标识)刻出,不允许标识使用贴纸粘贴,以免时间久而脱落;四.资料检具验收资料分电子版(光盘刻录)和纸质版,具体清单如下:电子版:3D数模(UG格式和IGRES格式)最终检具设计图纸(CAD格式)《检具CMM测量报告》《检具销检报告》《检具MSA报告》(客户有专用格式,按客户格式做)《检具设计方案》(客户有专用格式,按客户格式做)《检具操作说明书》(客户有专用格式,按客户格式做)检具设计认可表、检具制造认可表纸质版:检具总装图纸《检具CMM测量报告》(须是彩色的)《检具销检报告》《检具MSA报告》(客户有专用格式,按客户格式做)《检具设计方案》(客户有专用格式,按客户格式做)《检具操作说明书》(客户有专用格式,按客户格式做)检具设计认可表、检具制造认可表。
模具、检具、装焊夹具验收的建议报告

批示:
批准
审核
拟文
技中心
主送:魏总、梁总
抄报:
抄送:
发放日期: 2004年 月 日批准日期:2004年 月 日
职责和权限
一、制造事业二部为模具和夹具的使用单位,负责组织验收,成立模、夹具验收小组。负责模具质量问题的汇总和整改计划的编制。确定产品是否符合技术要求和模夹具整改方案的制订。
二、技术中心主要职责:负责提供产品数模,并对数模的完整性和正确性负责,协助制造事业二部完成模夹具的验收工作。
三、建设部主要职责为确定机床安装到位计划,确保机床的可靠性,组织机床生产厂家的现场跟踪服务。
关于K1项目模具、检具、装焊夹具验收的建议报告
类别:■报告□申请□通报□计划□纪要□通知
会签部门
公司领导:
现K1项目模具、检具、装焊夹具部分已经到了初步验收的阶段。各个模具厂家都在积极准备验收工作。为了保证模具质量并切实体现用户至上的原则,建议由制造事业二部牵头成立模、夹具验收小组,组织模具、夹具的预验收和终验收。技术中心和建设部积极予以配合,共同完成验收任务。
检具设计、制作、验收标准
4
三、检具制作
3.1 技术要求 3.1.1 检具的设计、制造和验收应以产品图纸和数模为基准。检具的设计、制造、自检 需要执行完整的、先进的标准。 3.1.2 检具能够根据有效的产品图纸和数模来合理地测量各种零件的所需要素,借助于 三座标测量机能对检具进行合适的测量,在测量相应的零件时,检具能作为零件检 测支架。 3.1.3 被测零件与检具的位置关系,使用装车位置。如果相对装车位置不便于检测应以 该位置 90°的倍数进行偏转。 3.1.4 零件有配合要求的部位都能量性检测,外覆盖件型面需有断面活动检测卡板。 3.1.5 检具必须在–5℃—45℃的环境温度变化范围内不改变精度。 3.1.6 检具具有结构简单、稳定可靠,必须满足设计、使用要求。
20×20mm 方形或δ3×Φ10mm 光滑钢件或硬铝制作,并与基体采用螺钉连 接联结,螺钉头部不得高于零位面。 3.2.2.7.2“1mm”间隙面用于定位孔、插销检测孔、划线检测面。 3.2.2.7.3“3mm”间隙面用于让开面(检具体上被冲压件覆盖的型面)和检测面(冲压
件周边的测量基准)。
3.2.2.7.4 大中型检具(检具重量>=20kg)采用将塑脂材料覆盖于铝铸件,然后直接在 CNC 机床通过 CAD/CAM 手段将检具型面检测面铣削而成。塑脂材料和铝铸件 的连接直接采用塑料粘结剂,使用期限内不得有裂纹。
3.1.7 定位:冲压件检测时定位应稳定可靠,定位方式按以下顺序选用。
3.1.7.1 两孔定位:原则上采用图纸规定的主控孔或其它基准孔,孔距以大为好。其中 一孔为四方位定位的圆柱定位销,另一孔为两方位定位的菱锥型定位销。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件号 :
零件名 :Part #
Part Name G.D&T 图号 :
产品图纸更改级别G.D&T Dwg #
E/C Level 总成号 :
年 型:Assembly Part #
Year & Style 设计方:
制造方 :Design Source
Const. Source 检具号 :
三座标检测机构:Tool #CMM Insp. Facility 认 可 依 据 :
1. 三 座 标 检 测 项 目 及 结 果 CMM Inspection Item & Result 项 目测 量 数 量合 格 数不合 格 数Item Inspection Numbers Conforming Non-conforming 基 准
Datum
孔 位
Hole
型 面
Form Contour
轮 廓
Trim Line
模 板
Template
其它Etc.
2.所 附 文 件 Attachment
(1).三 座 标 检 测 报 告 CMM inspection report
(2).重 复 性 和 再 现 性 报 告 Gage R&R report
(3).检 具 操 作 指 导 书 Operation procedure
(4).检 具 图 纸 Checking Fixture drawing
(5).检 具 设 计 检 查 表 Checking Fixture design check list
(6).检 具 制 造 检 查 表 Checking Fixture build check list
3.结 论 Conclusion
合格不合格
(供应商检具工程师)审核:
(供应商质量经理)批准:Verified by C/F Eng.
Approved by Quality Manager 日期 Date: 日期 Date:检具验收报告
备 注Comments
备 注 Comments
注 : 基准包括基准面、孔、销 。
Note: Datum is included Pad, Hole, Pin.。