灰铸铁表面喷涂WC/Co涂层的磨损特性研究
HVOF喷涂WC-Ni涂层在双相不锈钢上的摩擦和磨损行为

HVOF喷涂WC-Ni涂层在双相不锈钢上的摩擦和磨损行为摘要.本文研究了超音速火焰喷涂(HVOF)喷涂WC-Ni涂层的摩擦和磨损行为。
WC-Co涂层用作参考样品。
分别在纯水和3.5%(wt.)盐溶液中的WC-Ni和WC-Co涂层表面进行销盘测试。
结果表明,WC-Co涂层由于其高硬度值在纯水中具有优异的耐磨性和耐腐蚀性。
然而,WC-Co涂层的磨损疤痕上观察到裂纹,并且磨损率的增加率达到WC-Ni涂层的2-4倍。
耐腐蚀耐磨性不仅受涂层硬度的影响,还受粉末成分的影响。
因此WC-CrNi涂层在盐溶液中表现出优异的耐磨和耐腐蚀性能。
关键词. WC基涂层, HVOF, 磨损, 腐蚀.1. 引言WC基的热喷涂涂层在工业中的应用一直在增加,用于提高部件寿命以及降低维护成本[1]。
超音速火焰喷涂(HVOF)喷涂的涂层具有与基材附着力强、孔隙率低、耐磨性高等优点[2-5]。
因此,它们通常用作燃气轮机,蒸汽轮机和航空发动机等应用中的保护屏障[6,7]。
WC-Co基的HVOF涂层因其较高的高硬度和足够的韧性而最常使用[2,8,9]。
先前的研究表明,影响微观结构完整性和硬度的涂层成分是决定涂层耐磨性和耐腐蚀性的主要因素[10,11]。
先前的研究表明,盐水的侵蚀性环境具有不利影响,可导致HVOF喷涂WC-Co涂层的降解[1]。
然而,WC-Ni基涂料,如WC-Cr3C2-Ni和WC-NiCr[14,15],被观察到具有中等的耐磨性[16],但比WC-Co涂料具有更好的耐腐蚀性[17]。
因此,这些涂料特别适用于在水环境中工作的耐磨部件,例如大型水泵,城市水系统等。
尽管许多论文涉及这些涂层的干磨磨损或侵蚀性磨损,但它们侧重于其机械性能的特定磨损率(或体积磨损损失)[18,19],但忽略了WC-Ni基涂层的磨损腐蚀性能和微观结构之间的内在关系。
在这项研究中,以WC-Co 基涂层为参考的WC-Ni基原料粉末被HVOF喷涂以形成金属陶瓷涂层。
WC含量对铁基复合涂层组织与磨损性能的研究

第44卷第1期2021年3月南京师大学报(自然科学版)JOURNAL OF NANJING NORMAL UNIVERSITY(Natural Science Edition)Vol.44No.1Mar,2021doi:10.3969/j.issn.l001—4616.2021.01.005wc含量对铁基复合涂层组织与磨损性能的研究朱继祥打雷声・2,李帅S吴彦博打朱银锋S任悦3,刘亚峰打许海丽1(1.安徽建筑大学机械与电气工程学院,安徽合肥230601)(2.安徽省工程机械智能制造重点实验室,安徽合肥230601)(3.北京理工大学材料学院,北京100081)[摘要]为了解决导辐零部件表面易磨损失效问题,采用激光熔覆在GCR15轴承钢表面制备了不同WC含量铁基复合熔覆层.分别通过SEM、EDS、XRD和磨损试验机对熔覆层微观组织、元素分布、物相组成和耐磨性能进行分析.结果发现,WC的添加量对合金熔覆层组织及性能影响较大.熔覆层与GCR15轴承钢基材冶金结合良好,熔覆层组织主要由胞状晶和等轴树枝晶组成,物相以Fe3W3C,Fe2W2C为主.熔覆层平均显微硬度随WC含量的增加而增加,其中WC含量为质量分数50%的熔覆层平均显微硬度最高,约为基材的3倍.在耐磨性能方面,磨损机理主要为磨料磨损和氧化磨损.随着熔覆层WC质量分数的增加,磨损量先减小后变大,WC含量为质量分数30%的熔覆层耐磨性能最佳.[关键词]激光熔覆,磨损性能,WC颗粒,铁基合金,微观组织[中图分类号]TG148[文献标志码]A[文章编号]1001—4616(2021)01—0028—07Research on the Microstructure and Wear Properties ofIron-Based Composite Coating with WCZhu Jixiang1,Lei Sheng1,2,Li Shuai1,Wu Yanbo1,Zhu Yinfeng1,Ren Yue3,Liu Yafeng1,Xu Haili1(1.School of Mechanical and Electrical Engineering,Anhui Jianzhu U niversity,Hefei230601,China)(2.Key Laboratory of Intelligent Manufacturing of Construction Machinery of Anhui Province,Hefei230601,China)(3.School of Materials Science and Engineering,Beijing Institute of Technology,Beijing100081,China)Abstract:To solve the problem of serious wear and tear failure of guide roller parts,Fe-based composite cladding layers with different contents of WC were prepared for the surface of GCR15bearing steel by laser cladding technology.The microstructure,element distribution,phase composition and wear resistance of the cladding layer were analyzed by SEM,EDS,XRD and wear tester.The results show that the addition of WC has an apparent influence on the microstructure and properties of the alloy cladding layer.The cladding layer has good metallurgical bonding with GCR15bearing steel substrate.The microstructure of cladding layer is mainly composed of cellular crystals and equiaxed dendrites,and the main phase of it is Fe3W3C and pared with the substrate,the average microhardness of the cladding layer increases obviously with the increase of WC content.When the content of WC is50wt.%,the average microhardness of cladding layer is the highest,which is about three times higher than that of GCR15bearing steel substrate.In terms of wear resistance,the wear mechanism is mainly including abrasive wear and oxidation with the increase of WC mass fraction of cladding layer,the amount of wear decreases and then increases.The cladding layer with the30wt.%WC content has the best wear resistance.Key words:laser cladding,wear performance,WC particles, Fe-based alloy,microstructure导辊作为轧钢领域导卫装置设备中主要的零部件,具有优良的耐磨性、抗热疲劳性、抗氧化性和较高的抗冲击韧性等[1—2].导辊在较为恶劣的工作环境中承受着较大交变热应力,而表面磨损破坏和裂纹剥落收稿日期:2020-07-03.基金项目:国家自然科学基金项目(51877001)、安徽省教育厅自然科学重点资助项目(kj2016A146)、安徽建筑大学科研项目(横20180022、AJ—CXY—KF—17—38).通讯作者:雷声,博士,教授,研究方向:材料成形技术.E-mail:leish1964@28朱继祥,等:WC含量对铁基复合涂层组织与磨损性能的研究是导致导辊部件失效的主要原因[3].激光熔覆技术因其热量集中、加热冷却快、热影响区小等特点受到广泛关注片5〕.目前在零部件表面制备金属基复合涂层,碳化物、氮化物和氧化物陶瓷颗粒的加入可以有效提高涂层表面硬度和耐磨损特性.其中WC颗粒因其具备硬度高、润湿性好、热膨胀系数低等优点,可改善合金的微观组织结构,获得更好的机械性能和广泛应用[6].余畅等[7]采用激光熔覆技术在45钢上制备了WC+ C^C;硬质相的铁基复合涂层,发现复合涂层具有较高的硬度、良好的耐磨性.Chen等⑻采用激光增材技术制备高强度高韧性WC增强铁基复合材料,铁基复合材料具有良好的抗压强度,约为2833MPa,断裂应变约为32%.王黎明等⑼对不同含量的WC增强Fe基复合材料进行研究,发现随着WC含量的增加涂层硬度及致密度呈现增大到减小的趋势,质量分数30%WC的涂层孔隙率最低.Chen[i0]在碳钢表面制备了新型致密度高的NiAl/WC复合涂层,但存在严重的裂纹缺陷问题.与此对比,添加质量分数5%Fe可以减少NiAl/WC涂层的裂纹,获得低摩擦系数和最小磨损率的熔覆涂层.由于熔覆合金与WC硬化相热膨胀系数不同,以及激光熔覆的快速熔凝容易导致涂层中裂纹的产生.通过合理设计增强相WC含量,制备出无裂纹、无孔隙的高质量熔覆层,对于WC颗粒增强Fe基复合材料关键技术的研究,是目前需要解决的问题之一.针对导辊零部件主要磨损失效问题,原有铁基熔覆材料已不能满足导辊所需高耐磨性.以GCR15轴承钢为基体,采用同轴送粉激光熔覆技术,通过添加不同含量WC球形颗粒增强相,制备了WC铁基复合材料涂层.开展不同WC含量铁基复合涂层内部组织结构变化与耐磨性能之间影响机理的研究.确定最佳含量的WC铁基复合合金涂层,以获得致密性高耐磨性好的优良机械性能,可以为导辊零部件表面强化的广泛工业应用提供新技术理论支持.1实验材料及方法1.1实验材料及涂层制备实验选用GCR15轴承钢为基材,尺寸为(①50mmX①40mmX15mm),选择经济性适中、机械性能优越的铁基合金作为激光熔覆材料,导辊原熔覆铁基合金材料成分如表1所示.WC球形颗粒粉末分别以质量分数为20%、30%、40%、50%的含量添加到铁基合金粉末中,经充分机械研磨混合均匀后真空干燥.激光熔覆实验采用型号LDM-4000激光器和型号为DPSF-2送粉器,选择氩气保护,熔覆工艺参数见表2,熔覆厚度约为1mm.表1铁基合金元素成分(质量分数,%)表2激光熔覆工艺参数Table1The main chemical composition of the alloy(wt.%)Table2Parameters of laser cladding process成分C Si Mo Ni Cr B Fe激光功率/kW扫描速度/(mm/s)熔覆速度/(mm/s)送粉速率/(g/min)含量0.140.97 1.04 1.4715.04 1.29Bal. 1.870.1301.2熔覆涂层性能表征将试样沿着垂直于激光器扫描方向线切割成尺寸为10mmX15mmX20mm的块状样品.通过日立SU8230型高新场发射扫描电子显微镜,观察熔覆层微观组织形貌,并分析样品熔覆层截面区域元素分布;通过Smart Lab X型射线衍射仪和Jade-6.5软件分析熔覆层的物相成分;通过HLN-11A型显微硬度计在切割面从熔覆层表面向基体处每隔0.1mm取点进行显微硬度测量;通过MMW-1型磨损试验机对不同WC含量的熔覆层进行磨损失重量测试.2结果与讨论2.1涂层微观组织分析熔覆层中微量元素Ni、B、Si具有脱氧造渣特性,有助于提高合金组织润湿性和避免涂层开裂[ii].图1为不同WC含量熔覆层与基体微观组织形貌,可以看出在基材与熔覆层交界线处出现一条明显细窄结合带,涂层的稀释率较低并形成了良好的冶金结合,涂层组织致密性较高,未发现气孔或其它组织缺陷存在.熔覆层中球形亮白色为WC颗粒弥散分布铁基合金涂层中,部分WC发生了分解.由于WC质量分数大,导致熔覆层底部存在小部分WC颗粒.29南京师大学报(自然科学版)第44卷第1期(2021年)(a)20wt.%WC(b)30wt.%WC(c)40wt.%WC(d)50wt.%WC图1不同wc含量下熔覆层的SEM图Fig.1SEM microstructure of laser cladding with different content of WC图2分别为质量分数30%和质量分数50%WC含量的熔覆层不同区域SEM微观组织形貌图.激光熔池中合金温度梯度G和凝固速度R的比值G/R决定着熔覆层组织形态[12—14],熔覆层组织形态对涂层机械性能有较大影响.图2(a)熔覆层底部与基材靠近区域,在基材快速冷却作用下发生激冷反应,晶粒组织生长伴随着外延特性并形成了垂直于基材界面的柱状树枝晶组织[15].图2(c)熔覆层中部因为冷却速度较慢,散热较差导致枝晶发生了粗化和长大,形成了具有一定方向性的等轴树枝晶、分散存在少量枝晶间与枝晶共晶组织;图2(d)熔覆涂层表面与空气接触散热较快,在涂层顶层区域存在树枝晶和胞状晶组织.图2(e)、(f)分别为WC含量质量分数30%和质量分数50%熔覆层底部WC颗粒周边微观形貌,对图中不同区域成分分析如表3所示.在高能激光束下WC颗粒发生了部分溶解,球面边界外衍生出亮白色鱼骨状析出物(1,5处),根据表3能谱分析析出物主要元素成分由Fe、W、Cr组成.1和5处Fe和W元素质量分数分别为38.69%、57.54%;46.10%、46.64%,并存在少量的Cr元素.可见析出物元素Fe、W含量比较高,结合图3XRD图谱可知,鱼骨状析出物主要为富钨化物Fe3W3C和卩°2冈2:存在少量Fe-Cr化合物.图2(f)WC颗粒中心区域3处存在烧损裂纹,由能谱分析显示该处Fe质量分数为21.52%和W质量(a)30wt.%WC底部(b)50wt.%WC底部(c)50wt.%WC中部(d)50wt.%WC顶部(e)30wt.%WC颗粒(f)50wt.%WC颗粒图2质量分数为30%和50%的WC熔覆层不同区域SEM微观组织形貌图Fig.2SEM microstructure of different areas of WC cladding layer with30wt・%and50wt・%content 30朱继祥,等:WC含量对铁基复合涂层组织与磨损性能的研究分数为35.96%,以及较高含量的041.30%,表明氧极易在裂纹处富集和Fe元素渗入到WC颗粒内部.主要因为WC自身热膨胀系数低、脆性大,且熔覆熔池的冷却过程中合金组织内部积聚大量热应力.当热应力值超过WC自身强度时表面将产生裂纹,从WC核中心向边缘扩散[9].结合表3能谱分析发现:图2(e)同一熔覆层内2处枝晶区域较1处枝晶间元素Fe含量增加较多,而元素W含量大幅度减少,表明少部分的WC溶解扩散在铁基合金里,距离WC颗粒越远W含量越少.在熔覆过程中WC颗粒在熔池中部分溶解并弥散分布于熔覆层中,与基体合金元素形成高强度Fe-W-Cr类化合物.熔池冷却过程中高强度Fe-W-Cr类化合物固溶于枝晶及枝晶间,起到固溶强化的作用.枝晶间区域6和共晶组织区域4成分均含有Fe、Cr、W元素,枝晶间相比共晶组织区域元素Fe含量略微减少,元素W含量近乎不变,而元素Cr含量略微提高,说明在鱼骨状析出物周边各元素成分含量均匀,无偏析现象.结合图3的XRD分析,推断出枝晶间析出主要为Fe;W强化相和Fe-Cr化合物.随着WC含量的增加在涂层内部的A区域等轴晶状组织分布更加均匀,共晶组织变的更为细小,且组织细化程度越高[i6].当WC含量质量分数50%时,涂层组织中由于WC含量的增加提高了熔体的相对黏度,气体未及时逸出导致一些孔洞缺陷存在,如图2(c)、(d)所示.综合分析各点成分比差异较大的原因,主要因为在熔覆过程中WC自身发生微溶.一方面,由于WC颗粒自身破裂和合金中铁元素渗入WC颗粒内部造成的元素成分差异.另一方面,溶解扩散在铁基合金中的W元素和C元素,与固溶于枝晶间铁元素生成新的硬化相,带来铁基熔覆层元素成分变化.表3不同WC含量下熔覆层EDS成分分析(质量分数,%)Table3Analysis of EDS composition of laser cladding coating under different content of WC(wt.%)组成元素Fe Cr O W区域质量分数30%WC熔覆层1238.6984.243.77—3.83—57.5411.94 3(WC缺陷处)21.52—41.3035.96质量分数50%WC熔覆层4578.8546.103.644.55—13.3746.64 670.277.94—17.362.2涂层物相分析图3为在WC含量质量分数30%、质量分数50%的熔覆层的XRD物相分析.在WC含量为质量分数30%的熔覆层XRD图谱中衍射峰最多,主要包含Fe s W s C、Fe;W;C、WC、W;C、Fe-Cr、Fe;W等;含质量分数50%的WC熔覆层主要包含物相Fe;W、Fe3W3C、WC、W;C、M7C3等;对比下发现熔覆层中随着WC质量分数的增加,衍生出的物相减少,并生成新硬化相M C3(M为Fe、Cr)[i7].W;C的存在验证了添加物WC在高温下的分解反应,并且熔覆层中铁元素可与未分解的WC颗粒和新生的W;C硬质相生成Fe3W3C[i8].在熔池内部中WC颗粒分解有助于W、C元素固溶到枝晶与枝晶间,由于W元素过饱和带来的晶格畸变,抑制了位错运动,阻碍晶界滑移,使得熔覆层合金固溶体的强度与硬度增加,起到固溶强化作用.已溶解的W和C元素与铁基合金其它元素发生反应生成Fe3W3C、Fe;W;C和M7C3新硬质相与未溶解的WC颗粒均匀地分布在熔覆层中,起到了很好的弥散强化作用,有助于提高熔覆层的力学性能.2.3涂层显微硬度分析图4为不同WC含量下的涂层截面硬度变化曲线.不同WC含量(20%、30%、40%、50%)涂层平均硬度分别为894.36HV0.;,954.73HV0.;,882.39HV0.;、1015.29HV0.;,远高于基材平均硬度337.2HV0.;.WC 的添加明显提高了涂层表面硬度,添加质量分数50%WC的熔覆层表面硬度最高为1063.9HV o.i,约为基材的3倍.而WC添加量在质量分数20%的熔覆层硬度最低为850.6HV0.;.在添加量为质量分数30%WC 的熔覆层硬度略微减小,其余WC含量质量分数20%和质量分数40%的熔覆层硬度值较为相近.一方面, WC颗粒增强相弥散分布在铁基饱和固溶体中起到了弥散强化作用,激光熔覆表面快速熔凝特性抑制了晶粒的长大产生细晶强化;另一方面,在高能激光束下,熔覆层WC分解成具有高硬度的硬化相Fe s W s C、Fe;W;C、M7C3等,显著提高了熔覆层硬度.在热影响区与熔覆层底部位置,硬度逐渐升高,因为熔池内部大量合金元素Fe、Cr、Ni等元素扩散起到稀释效果[;9],且熔覆层中未分解的WC颗粒沉聚在熔覆层底部,31南京师大学报(自然科学版)第44卷第1期(2021年)带来熔覆层硬度的提升.图3质量分数为30%和50% WC 熔覆层XRD 物相分析Fig. 3 XRD of laser cladding coating under 30 wt. %and 50 wt.% of WC图4不同WC 含量下熔覆层截面硬度变化曲线Fig. 4 Variation of cladding layer in microhardnessunder different content of WC 2.4熔覆层摩擦磨损性能分析图5为不同WC 含量熔覆层磨损失重量对比,可以看岀添加WC 的熔覆层的磨损失重量较基材得到很大改善.当WC 含量逐渐增加时,熔覆层表面磨损失重量先减少后增大,其中含量质量分数30% WC 的熔覆层耐磨性能最好而磨损量仅为9.1 mg,较基材总磨损量少40.1 mg.质量分数50% WC 的熔覆层耐磨性较差,磨损量为28.2 mg,相比基材总磨损量少20.9 mg.熔覆层耐磨强化机理在于新生硬化相和富铬碳化物二次硬化相的析岀.这是由于WC 颗粒溶解在合金熔覆层产生固溶强化作用,熔覆层中诸如 WC 、Fe 3W 3C 、Fe 2W 2C 、Fe 2W 等强化相和富铬化合物Fe-Cr图5基材与不同WC 含量熔覆层磨损量对比AG ( mg )Fig. 5 Comparison of wear mass loss between substrate andcladding layer with different content of WC AG ( mg )阻碍了晶粒的增长,提高了熔覆层耐磨性.图6为GCR15基材与不同WC 含量熔覆层表面磨损形貌图.图6(a)为GCR15基材表面磨损形貌,可 见有较深的犁沟,金属块脱落形成的凹坑与周边颗粒状的金属屑.这是由于在摩擦磨损过程中表面发生(a)基材(b) 20 wt.% WC (c) 30 wt.% WC(d) 40 wt.% WC (e) 50 wt.% WC图6基体与不同含量WC 熔覆层表面磨损形貌图Fig. 6 Surface wear morphology of substrate and cladding layer with different content of WC32朱继祥,等:WC含量对铁基复合涂层组织与磨损性能的研究了冷焊而形成黏着点,在相对滑动中产生较大的应力,疲劳剥落产生凹坑形貌.基体磨损机理主要存在磨料磨损和剥落磨损.图6(b)~(e)为不同WC含量熔覆层表面磨损形貌图,添加不同WC含量的熔覆层磨损失重量相比基体磨损表面存在较浅的犁沟和磨屑颗粒并出现片状亮白色区域.结合图5磨损失重量可知熔覆层中添加不同含量的WC,可有效改善基材表面的磨损.由于溶解的WC固溶于枝晶和枝晶间,形成高强度Fe-W-Cr类化合物或其它碳化物(M7C3、W;C),均能提高熔覆层的耐磨性.其次未熔的硬质相WC与涂层良好结合也有助于提高熔覆层的耐磨性.随着WC含量的增加,磨损表面犁沟形貌呈现出“深一浅一深”形貌.图6(b)为含质量分数20%WC 熔覆层磨损表面,犁沟浅显且数量大量减少,并出现磨屑颗粒和剥落现象•对磨屑颗粒A点EDS分析各元素质量分数为Fe70.00%、C23.67%、O6.33%.银白色区域B点的EDS分析各元素质量分数为Fe 22.39%、Cr1.16%、02.19%、W53.65%、C20.62%.磨屑颗粒主要由Fe、C、O3个元素组成,而亮白色区域主要存在W元素.可知磨屑颗粒主要是铁碳颗粒及氧化物,亮而白色区域主要是熔覆层表面的WC颗粒和富钨碳化物及氧化层.图6(c)显示含质量分数30%的WC熔覆层中犁沟最为浅显,趋近于光滑,且磨屑近乎消失.由上文磨损量分析可知在质量分数30%WC的熔覆层磨损失重量最小,耐磨性最好.熔覆层中新生硬质相和未熔融WC均匀的分布,可以在一定程度上减缓磨环的磨粒对熔覆涂层表层的犁削作用[20],有效提高熔覆层表面耐磨性.质量分数50%WC的熔覆层磨损形貌具有深浅不一的犁沟,整体上相对平整,并存在少量的磨屑.在硬度变化曲线中质量分数50%WC的涂层平均硬度最高,对应的耐磨性反而较差,说明硬度的高低与耐磨性的好坏只是在一定条件下有所关联.由涂层中添加过量的WC则导致合金涂层的组织分布不均及较差的致密性,而耐磨性也随之变差.综合分析,添加不同WC含量的铁基合金熔覆层表面磨损机理主要以磨粒磨损为主及少量氧化磨损.3结论(1)在GCR15轴承钢表面熔覆了不同WC含量铁基复合涂层.在基材与熔覆层交界线处存在一条细窄的结合带,且涂层组织无明显缺陷.涂层组织从顶层到底部分别由胞状晶、等轴晶树枝晶和柱状晶组成.(2)WC含量为质量分数30%和质量分数50%的铁基复合涂层中增强相主要以Fe3W3C、Fe;W;C为主,随着熔覆层WC含量的增加产生了新硬化相M C3.高硬度的硬化相Fe3W3C、Fe;W;C、M7C3等与WC 颗粒弥散分布涂层中显著提高了涂层硬度.当WC含量为质量分数50%时,平均硬度(1015.29HV0.;)最高且约为基材的3倍.不同WC含量的熔覆层平均硬度变化差别不大.(3)WC含量为质量分数50%时的熔覆层由于涂层的WC颗粒分布不均及较差的致密性,导致耐磨性随之变差•在WC含量为质量分数30%时的熔覆层耐磨性能最好,较基材磨损失重少40.1mg,熔覆层磨损机理以磨料磨损为主和少量氧化磨损.[参考文献][;]张丽民,王书明,夏雯,等.等离子熔覆技术在导辐上的应用[J].金属热处理,20;0,35(4):2;-23.[2]邵春娟,米国发,许磊,等.新型耐磨导卫板制备及性能分析[J].材料导报,20;7,3;(S2):280-284..[2]张开源,尹延国,张国涛,等.高能球磨-粉末冶金法制备硫化亚铁/铁基轴承材料的摩擦学性能[J].中国机械工程,2019,30(18):2;72-2;78.[4]张航,路媛媛,王涛,等.激光熔覆WC/H;3-Inconel625复合材料的冲击韧性与磨损性能[J].材料工程,2019,47(4):127-134..[5]AMADO J M,MONTERO J,TOBAR M J,et ser cladding of Ni-WC layers with graded WC content[J].Physics procedia,2014,56:269—275.[6]王开明,雷永平,魏世忠,等.WC含量对激光熔覆Ni基WC复合涂层组织和性能的影响[J].材料热处理学报,2016,37(7):172-179.[7]余畅,朱宇,简险峰,等.WC+Cr3C2增强铁基合金激光熔覆涂层磨损性能[J].金属热处理,2013,38(12):21-24.[8]CHEN H Y,GU D D,KOSIBA K,et al.Achieving high strength and high ductility in WC-reinforced iron-based composites by33南京师大学报(自然科学版)第44卷第;期(2021年)laser additive manufacturing[J].Additive manufacturing,2020,35:101195.[9]王黎明,从善海,胡梅.WC增强Fe基复合材料的组织与性能研究[J].稀有金属与硬质合金,2015,43(5):22-29.[10]CHEN W F,SHAN X,GUO Y,et al.The effect of reactive element species and concentrations on the isothermal oxidation of0-NiAl coating fabricated by spark plasma sintering[J].Surface and coatings technology,2019,15:841-848.[;;]范鹏飞,孙文磊,张冠,等.激光熔覆铁基合金梯度涂层的组织性能及应用[J].材料导报,2019,33(22):3806-3810. [;2]刘洪喜,董涛,张晓伟,等.激光熔覆制备WC/Co50/Al硬质合金涂层刀具的微观结构及切削性能[J].中国激光,2017,44(8):104-112.[13]ZHU Q,LEI Y C,CHEN X Z,et al.Microstructure and mechanical properties in TIG welding of CLAM steel[J].Fusion engineering and design,2011,4-5(86):407-411.[;4]刘建弟,张述泉,王华明.激光熔覆WC颗粒增强复合涂层的组织及耐磨性[J].中国有色金属学报,2012,22(9):2600-2607.[15]LU J Z,CAO J,LU H F,et al.Wear properties and microstructural analyses of Fe-based coatings with various WC contents onH13die steel by laser cladding[J].Surface andcoatings technology,2019,369:228-237.[16]LI W,XU P Q,WANG Y Y,et ser synthesis and microstructure of micro-and nano-structured WC reinforced Co-basedcladding layers on titanium alloy[J].Journal of alloys and compounds,2018,749:10-22.[;7]王东生,田宗军.激光熔覆NiCrBSi/WC-Co复合涂层的组织与耐磨性能[J].机械工程材料,2019,43(11):16-20. [;8]黄浩科,李祖来,山泉,等.碳化钨/钢基复合材料的界面重熔[J].材料研究学报,2014,28(3):191-196.[19]MUVVALA G,KARMAKAR D P,NATH A K.Monitoring and assessment of tungsten carbide wettability in laser cladded metalmatrix composite coating using an IR pyrometer[J].Journal of alloys and compounds,2017,714:514-521.[20]熊中,王艳,徐强,等.WC对铁基合金喷焊层组织及磨损性能的影响[J].电焊机,2016,46(12):104-107.[责任编辑:顾晓天] 34。
超音速火焰喷涂WC-Co涂层耐磨性研究

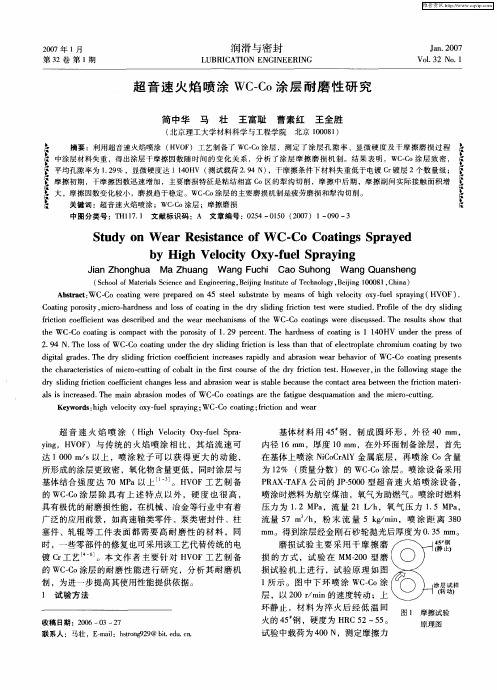
超音速火焰喷涂WC-Co涂层耐磨性研究简中华;马壮;王富耻;曹素红;王全胜【期刊名称】《润滑与密封》【年(卷),期】2007(032)001【摘要】利用超音速火焰喷涂(HVOF)工艺制备了WC-Co涂层,测定了涂层孔隙率、显微硬度及干摩擦磨损过程中涂层材料失重,得出涂层干摩擦因数随时问的变化关系,分析了涂层摩擦磨损机制.结果表明,WC-Co涂层致密,平均孔隙率为1.29%,显微硬度达1 140HV(测试载荷2.94 N),干摩擦条件下材料失重低于电镀Cr镀层2个数量级;摩擦初期,干摩擦因数迅速增加,主要磨损特征是粘结相富Co区的犁沟切削,摩擦中后期,摩擦副问实际接触面积增大,摩擦因数变化较小,磨损趋于稳定.WC-Co涂层的主要磨损机制是疲劳磨损和犁沟切削.【总页数】4页(P90-92,98)【作者】简中华;马壮;王富耻;曹素红;王全胜【作者单位】北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081;北京理工大学材料科学与工程学院,北京,100081【正文语种】中文【中图分类】TH117.1【相关文献】1.超音速火焰喷涂(HVAF)WC-Co合金涂层微观组织与耐磨性分析 [J], 黄恒钧;刘东旭;牛超楠;王慧文;王佳杰2.超音速火焰喷涂WC-Co(Cr)涂层在NaCl溶液中抗空蚀性能研究 [J], 丁彰雄;石琎;丁翔;胡一鸣;廖星文;邓帮华3.超音速火焰喷涂WC-Co涂层超高速磨削试验研究 [J], 郭力;易军;盛晓敏4.超音速火焰喷涂纳米结构WC-Co涂层研究进展 [J], 刘晓丽;李明5.超音速火焰喷涂Cr_3C_2-NiCr与WC-Co涂层高温结合性能研究 [J], 门向东;陶凤和;甘霖;赵金辉因版权原因,仅展示原文概要,查看原文内容请购买。
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响
摩擦条件对超音速火焰喷涂WC-17Co涂层摩擦磨损性能的影响耿哲;段德莉;刘阳;李曙【摘要】采用球/盘试验机研究不同摩擦条件下超音速火焰喷涂WC-17Co涂层的摩擦磨损性能,结合氧化膜截面和磨痕表面的SEM观测,磨痕表面物相的XRD分析,探索摩擦条件对WC-Co涂层摩擦学行为和磨损机制的影响.结果表明:在本文试验条件下,温度和载荷是影响WC-17Co涂层摩擦学行为的主要因素.室温~550℃范围,温度升高促进磨痕表面氧化物的形成,使WC-Co涂层的摩擦系数明显降低并且磨损率增加缓慢;650℃时剧烈氧化导致涂层磨损失效.室温~450℃范围,载荷增加促进摩擦过程中氧化物的形成,有利于改善WC-Co涂层的摩擦磨损性能;550℃和650℃时,载荷增加会加速去除氧化物且造成涂层表面机械损伤,从而加剧WC-Co 涂层的磨损.【期刊名称】《热喷涂技术》【年(卷),期】2014(006)002【总页数】8页(P45-51,40)【关键词】热喷涂WC-Co涂层;摩擦磨损;温度;载荷【作者】耿哲;段德莉;刘阳;李曙【作者单位】中国科学院金属研究所,沈阳110016;清华大学摩擦学国家重点实验室,北京100084;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016;中国科学院金属研究所,沈阳110016【正文语种】中文【中图分类】TG174.4热喷涂WC-Co涂层广泛应用于工业领域的耐磨部件,在延长使用寿命和降低制造成本方面发挥重要作用[1-2]。
超音速火焰喷涂(HVOF)工艺具有粉末粒子飞行速度高、喷涂过程氧化烧损少的优势,可以制备硬度、孔隙率和耐磨性更优的WC-Co 涂层 [3-4]。
针对WC-Co涂层的摩擦磨损性能,研究者们大多关注粉末类型[5-6]、喷涂工艺[7-8]、涂层微观结构[9-10]、涂层机械性能[11]等因素对其产生的影响,而忽略了或者不作为重点讨论摩擦条件的影响。
WC-Co涂层的氧化行为与温度关系密切[12],涂层的损伤机制受到载荷的影响[13],磨痕表面的摩擦氧化反应和氧化膜的去除量与速度和时间紧密相关[14]。
超音速火焰喷涂WC-Co涂层耐磨性研究
WCp(Co+Cr)复合材料涂层的组织及耐磨性能
Science &Technology Vision科技视界0前言随着现代工业的发展,对机械产品零件表面的性能要求越来越高,改善材料的表面性能,不但可有效地延长其使用寿命,提高生产力,而且能节约资源,减少环境污染,加强稀有金属资源保护[1]。
先进表面工程技术促进了绿色制造技术在机械工业中的应用[2]。
因此,研究和发展机械产品的表面保护和表面强化技术,对于提高零件的使用寿命和可靠性,对于改善机械设备的性能、质量,增强产品的竞争能力,对于推动新技术的发展,对于节约材料、节约能源等都有重要意义[3]。
热喷涂技术是一种利用热源将喷涂材料加热至熔融状态,并通过气流吹动使其雾化高速喷射到零件表面,以形成喷涂层的表面加工技术[4]。
热喷涂技术的喷涂温度、熔滴或粉末颗粒对基体表面的冲击速度及形成涂层的材料性能构成喷涂技术的核心。
热喷涂技术正是适应这种需要发展起来的一种较好的金属材料表面防护和强化技术[5]。
热喷涂技术与其它薄膜与涂层制备技术相比,具有工艺简单,涂层和基体选择范围广,涂层厚度变化范围大,沉积效率高以及容易形成复合涂层等优点[6]。
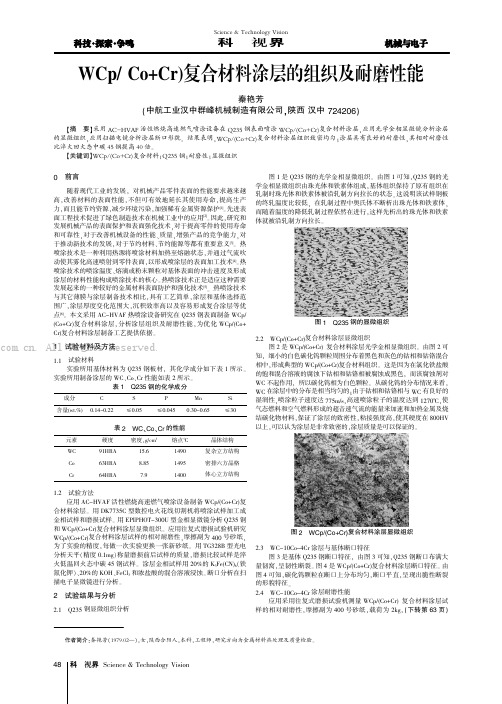
本文采用AC-HVAF 热喷涂设备研究在Q235钢表面制备WCp/(Co+Cr)复合材料涂层,分析涂层组织及耐磨性能,为优化WCp/(Co+Cr)复合材料涂层制备工艺提供依据。
1试验材料及方法1.1试验材料实验所用基体材料为Q235钢板材,其化学成分如下表1所示。
实验所用制备涂层的WC、Co、Cr 性能如表2所示。
表1Q235钢的化学成分表2WC、Co、Cr 的性能1.2试验方法应用AC-HVAF 活性燃烧高速燃气喷涂设备制备WCp/(Co+Cr)复合材料涂层。
用DK7735C 型数控电火花线切割机将喷涂试样加工成金相试样和磨损试样。
用EPIPHOT-300U 型金相显微镜分析Q235钢和WCp/(Co+Cr)复合材料涂层显微组织。
应用往复式磨损试验机研究WCp/(Co+Cr)复合材料涂层试样的相对耐磨性,摩擦副为400号砂纸,为了实验的精度,每做一次实验更换一张新砂纸。
HVOF和APS制备WC-Co/NiCrBSi复合涂层高温摩擦学特性研究
中图分 类号 : T G 1 7 4 . 4 4 文 献标 志 码 :A 文章 编 号 :1 0 0 0 — 1 0 9 3 ( 2 0 1 3 ) 0 9 — 1 1 0 9 - 0 7
DoI:1 0. 3 9 6 9 /i . i s s n. 1 0 00— 1 09 3. 2 01 3. 09. 0 0 9
t h e c o mpo s i t e c o a t i n g s a t e l e v a t e d t e mpe r a t u r e a r e r e s e a r c he d. T he r e s u l t s s h o w t h a t t he p o r o s i t y o f t h e
A P S制备 复 合涂 层。 室 温 2 5℃ 时 , H V O F制 备 复合 涂 层 以微 观 切 削磨 损 和 轻 微 的疲 劳磨 损 为 主 ,
而A P S制备 的复 合涂层 则 主要 为疲 劳 断裂磨 损 ; 高温 4 0 0℃ 条 件 下 , 前 者 的磨 损 机 理 变 为 多次 塑 变磨损 和氧 化 磨损 , 而 后者 则为 严 重 的粘 着磨 损和 氧 化磨损 。 关键 词 :复合 材 料 ;超 音速 火焰 喷涂 ;等离 子喷 涂 ;复合 涂层 ;微观 结 构 ;高 温 ; 摩 擦磨 损
2 8 . 9 %; 其 显微硬 度 ( 8 3 8 . 4 HV ) 以及 与基 体 间元 素扩 散 层 厚度 ( A 1 : 1 3 . 1 7 m,N i : 1 2 . 5 5/ x m) 均 高于 A P S制备 的 复合 涂层 。不 同温 度条 件 下 , H V O F制备 复 合 涂 层 的摩擦 系数 和 磨损 失重 均低 于
WC-10Co-4Cr涂层高温微动磨损特性

WC-10Co-4Cr涂层高温微动磨损特性张六泉;任平弟;张晓宇;袁新璐【摘要】In order to explore the high temperature fretting wear behavior and mechanism of WC-10Co-4Cr coating,high velocity oxy-fuel spraying technique was used to prepare the WC-10Co-4Cr coating on the surface of Inconel690 alloy.The fretting wear behavior of WC-10Co-4Cr coating was investigated by PLINT electro-hydraulic servo high temperature fretting tester at the conditions of temperature from 25 ℃ to 300 ℃ under atmosphere condition,the normal load of 100 N,the displacement amplitude of 200 μm,the frequency of 2 Hz,and the number of cycles of3×104.The wear scar was analyzed by scanning electron microscope,dual mode profilometer and 3D confocal microscopy instrument.The results show that the microstructure of the coating is two phase distri.bution of lamellar stacking,which is compact and low porosity,and the coating is closely connected with the substrate.The micro-hardness of the coating is HV810.82,which is 3.3 times of that of the substrate;the friction coefficient of WC-10Co-4Cr coating is increased with the increasing of temperature under the same normal load and displacement amplitude,and the wear is also increased.When the temperature is higher than 250 ℃,the WC-10Co-4Cr coating is seriously worn.Adhesive wear,oxidation and delamination are the main wear mechanisms of the WC-10Co-4Cr coating at high temperatures.%为研究WC-10Co-4Cr涂层的高温微动磨损性能和微动磨损机制,采用超音速火焰喷涂技术在Inconel690合金表面制备WC-10Co-4Cr涂层.使用PLINT电液伺服高温微动试验机,在室温25℃至高温300℃大气气氛条件下,选择法向载荷100N、位移幅值200 μm、频率2Hz、循环次数3×104次,进行微动磨损特性试验,通过扫描电子显微镜、双模式轮廓仪和三维共聚焦显微镜等仪器对磨痕进行分析研究.结果表明:涂层组织呈层状叠加的两相分布,致密、孔隙率低,涂层与基体结合紧密,显微硬度为HV810.82,是基体的3.3倍;在法向载荷和位移幅值一定时,随着试验温度的升高WC-10Co-4Cr涂层的摩擦因数增大,且磨损加剧;温度高于250℃条件下,WC-10Co-4Cr涂层发生严重磨损;WC-10Co-4Cr涂层的高温微动磨损机制主要表现为黏着磨损、氧化和剥层的共同作用.【期刊名称】《润滑与密封》【年(卷),期】2018(043)002【总页数】6页(P41-46)【关键词】WC-10Co-4Cr涂层;超音速火焰喷涂;Inconel690合金;高温;微动磨损【作者】张六泉;任平弟;张晓宇;袁新璐【作者单位】西南交通大学牵引动力国家重点实验室摩擦学研究所四川成都610031;西南交通大学牵引动力国家重点实验室摩擦学研究所四川成都610031;西南交通大学牵引动力国家重点实验室摩擦学研究所四川成都610031;西南交通大学牵引动力国家重点实验室摩擦学研究所四川成都610031【正文语种】中文【中图分类】TH117.1热喷涂WC-Co硬质涂层,因为其具有高硬度、较好的耐磨性和与基体较好的结合强度等优点广泛用于水利、电力、冶金和航空航天等领域[1-3]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( og u nvri, h nhi 20 5 , hn ) D nh aU i sy S ag a 0 0 C ia e t 1
Ab t a t h u fc fc s i n w s c ae y s r y n C C t l a o i a .T e w a — f h a trsis o oh s r c :T e s r e o a t r a o td b p a i g W , o wi u t s n c f me h e r o c a ce it f t a o h r l r c b h r y i n t W / o c a i s iv s g t d h e u t s o e t t a r ssa c f t t e g a r n a d i C C o t g wa n e t ae . T e r s l h w d t a e we e itn e o e W C C — o td o s n i s h h r h / o c ae s r c o me y u t s n cfa e s r yn a mp o e b iu l . T e we - f me h n s o e s ry n - o e C Co u a ef r d b l a o i m p a i g w s i r v d o vo sy h a o [ c a im ft p a ig f r d W , f r l r h m c a i g d s l y d a co t cu ep e ig n a f e g a r n b s i ly d a b a i ewe f o t ip a e s mi r s u t r e l .a d t to y i a e d s a e sa r v a o . n r n h h t r o p S r
来 , 挥 其 各 自的长 处 , 有 重 要 和 广 泛 的 实用 发 具
性。
在灰 铸 铁表 面进 行 喷砂 粗 化处 理后 . 为增加 结 合 强 度 , 行 N — l 渡 层 打 底 , D 一 00 进 iA 过 用 F 30
超音速喷涂设备喷涂 , 喷涂工艺参数 : 氧气压力
维普资讯
灰铸铁表 面喷涂 WCC 涂层 的磨 损特性研 究 /o
孟宏伟 , 朱世根 朱 守星 , , 顾伟 生 , 季诚 昌, 吴贺龙
( 东华 大学 , 上海 20 5 ) 0 0 1
摘要 : 超音 速火焰 喷涂方法在灰 I铸铁表面进行 了 WCC 用 = 1 /o涂层的喷涂 , 对灰铸铁表 面及在 其上喷涂的 WCC /o涂层摩 擦磨损特性进行 了研究 。结 果表 明 , 灰铸铁表面用超音速喷涂涂层后 , 耐磨性大大提高 , 喷涂 的 WCC 涂层磨损机理表 /o
喷 涂 材 料 为 硬 质合 金 粉 末 WCC ,粒 径 为 /o
03 3 m( 1。 .- 图 ) 1 试验 方 法 . 2
其耐磨性经常不能满足使用要求【 相对来说 , l 1 。 硬 质合金成本较 高 , 但其硬度高 、 耐磨性及 热力学 稳定性 良 21 好[ 。因此 , - 3 在灰铸铁表面喷涂硬质合 金涂层 ,把硬质合金 和灰铸铁 的优越性 结合起
灰铸铁表面喷涂 WCC 涂层 的磨损特性方 面的 /o
研 究 工作 。
1 试 验 材 料 与 方 法
11 试验 材 料 .
基底材料为灰铸铁 H 20 T0 。
收稿 日期 :0 6 1 — 2 修定 日期 :0 6 1_ l 20— 0 1 2 0 - l 2 基金项 目 : 上海市科技发展 基金 资助项 目 (4 2 m0 1 05n 4) 作 者简介 : 朱世根 (9 3 ) 男, 16 一 , 教授 , 主要 从事金 属成型 与强化
现为微观剥落 . 而灰铸铁基底材料则表现 为磨粒磨损 。 关键词 : 口铸铁 ; /o涂层 ; 灰 wcC 超音速喷涂
中 图 分 类 号 :G144 2 T 7. 4 文献标识码 : A 文 章 编 号 :0 3 8 4 (0 7 0 — 0 3 0 10 — 3 52 0 ) 1 0 3 — 3
方法 , 具有喷涂速度快 、 温度低 、 孔隙率低等优点 得到 的涂层结合强度高 , 氧化程度小 , 对硬质 合 金材 料尤 为适 合 。
,
显微 硬 度 计 测 涂 层 的硬 度 .用 日本 J O E L公 司
JM 50 L S 一 60 V型扫描 电子显微镜观察涂层形貌。
本 文 旨在 介 绍 应 用 超 音 速 火焰 喷涂 方 法 在
Ke y wor s:g a a tio W C/ o i ,ul a o i p a n d r y c s r n, Co c a ng t t s n c s r yig r
灰铸铁具有成本低廉 、 铸造性能优 良, 易于
加工 、 吸震 性好 等优 点 , 由于 自身条 件 的 限制 , 但
W e r Ch r ce i c fW C/ - S r y d S r a e o a r n a a a t rs s o i t Co p a e u f c Gr y I o f
MENG n - i ቤተ መጻሕፍቲ ባይዱ h- e , HU S o - ig GU e- h n , ICh n - h n , U He ln Ho g we, HU S ig n Z h u xn , W i se g j e g c a g W —o g
1 3 MP ,燃 气 压 力 06 a . a 0 . MP .压 缩 空气 压 力 6
07 a喷涂 距 离 20mm。 . MP , 2 0
用 上 海 尚光 显 微 镜 有 限公 司 H S 10 X 一 0 0型
超 音 速 火 焰 喷 涂技 术 作 为表 面 工 程 的重要