mes制造执行系统工四100术语(编号231)
MES制造执行系统介绍

乘用车制造事业部
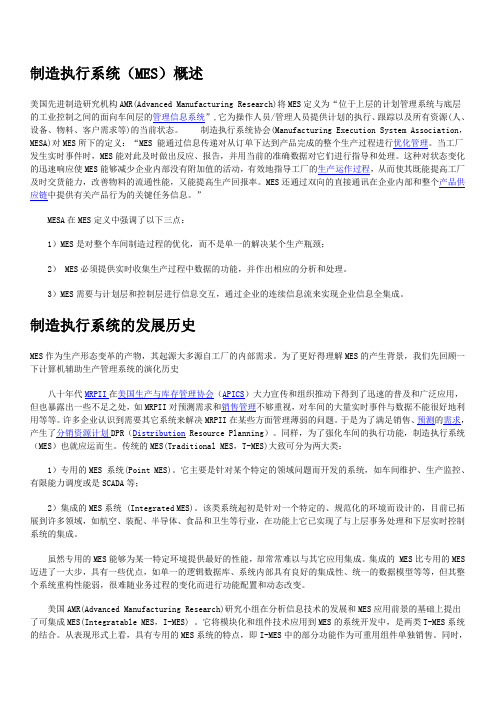
实施方案------涂装
• 生产指导 • 生产控制 • 生产跟踪 • 计划管理
10报工点
1.车身下线操作 2.车身上线操作
1. 扫描VIN号,MES显示车身颜色
Set In/Set Out
中涂
生产线
UBS下线
1. MDS系统把VIN号传给MES 2. MES把车身的颜色代码
返回给MDS
精益生产
乘用车制造事业部
• 系统特 1)点系统一次响应时间不超过1秒
2)专用准工业级网络 3)系统服务器布署方式 4) 实时大数据量处理(7X24小时运行) 5)逻辑严谨,尽可能建立统一规则。
6)报表查询条件尽可能菜单选择输入等。
精益生产
乘用车制造事业部
•系统演示
精益生产
乘用车制造事业部
•Q & A
P5、业务报表
涂装车间
T08、车 身定色
T07、10 报工点
P3、车身调拨
பைடு நூலகம்P2、散件报工
P1、散件计划
T06、 WBS出口
T11、 PBS出口
总装车间 A12、入库计划
A11、业务报表 A10、排序供货 A9、散件报工
A8、散件计划 A7、SET IN-SET OUT
T12、10 报工点
T13、动 力上线
精益生产
乘用车制造事业部
企业自动化 信息系统模型
Level 4: ERP/MRP –企业级 Level 3: MES - 生产级
Level 2: 管理监控 –过程级
Level 1: 控制 - 设备单元级
精益生产
乘用车制造事业部
奇瑞信息系统架构
E
PDM(PLM) A
制造执行系统MES

本章綱要
3.1 電腦整合製造系統(CIMS) 3.2 製造執行系統(MES) 3.3 現場即時資訊系統(SFIS) 3.4 物料需求規劃(MRP) 3.5 製造資源規劃(MRP-Ⅱ) 3.6 先進生產規劃與排程(APS) 3.7 產品生命週期管理(PLM)
1
資訊化企業(二) 生產管理/專家決策
決策支援系統 群體決策支援系統 專家系統 線上分析處理系統 報告內容包括企業簡介、系統執行之過程、和系 統使用前後之差異
3-44
範例個案1/2
阿山哥經營便利商店不單單只是作業層次的運作 與管理,當面對重要的問題時,也必須根據不同 的決策問題進行決策分析。近日阿山哥發現觀測 到同業競爭者推出『購買茶類飲料第二件六折』 之促銷活動,阿山哥需要規劃策略以因應市場競 爭。面對這樣的決策問題,阿山哥應如何應用 Simon提出的三階段決策模型進行決策評估與分 析?可採用的決策分析模式有哪些?阿山哥又應 如何針對決策問題選擇適合採用之分析模式?
競爭策略資訊系統 (competitive SIS) 合作策略資訊系統 (cooperative SIS) 組織改變策略資訊系統 (organization changing SIS)
3-33
3.12 專家系統(ES)
專家系統之特性 專家系統之架構
3-34
3.12.1 專家系統之特性
推推理理能能力力 學學習習能能力力
3-16
3.7.2 產品資料管理系統之效益
產產品品資資料料 電電子子化化
降降低低產產品品 設設計計變變更更
產產品品資資料料 可可分分送送
PDM 效益
提提升升同同步步 工工程程作作業業
產產品品資資料料 正正確確性性
制造执行系统MES及应用书

制造执行系统MES及应用书制造执行系统(Manufacturing Execution System,MES)是指在制造环节中负责实时监控、协调和报告生产活动的计算机系统。
MES系统作为制造业数字化转型的关键组成部分,旨在提高生产效率、优化资源利用、降低成本,并实现生产过程的全面可见性和在线监控。
MES系统的主要功能包括生产计划制定与调度、物料管理与追溯、设备监控与维护、质量控制与追溯以及数据分析与报告等。
下面将详细介绍MES系统的应用和优势。
首先,MES系统在生产计划制定与调度方面发挥着重要作用。
通过MES系统,制造企业可以根据市场需求和资源情况,制定合理的生产计划,并将其传达给各个生产线或车间。
同时,MES系统能够实时监控生产进程,根据实际情况进行调度和重新安排,以确保生产活动的顺利进行。
其次,MES系统在物料管理与追溯方面起到了重要的作用。
MES系统可以对生产过程中涉及的原材料、半成品和成品进行追踪和管理。
通过对物料的监控和追溯,可以有效防止物料的错误使用或混用,提高产品质量和安全性,并减少因物料问题导致的生产线停滞或产品召回等问题。
此外,MES系统还可以对设备的运行状态进行监控和维护。
通过实时监测设备的运行情况,包括运行时间、故障次数等,MES系统可以及时发现设备的故障或异常,并通过报警系统通知相关人员进行维修和保养,以减少设备故障对生产活动的影响。
质量控制和追溯也是MES系统的一大优势。
通过MES系统,制造企业可以实时监测生产过程中的各项质量指标,并及时发现和解决质量问题。
同时,MES 系统还可以实现产品质量的追溯,即通过记录和存储生产过程数据和相关质检结果,可以追溯到每个产品的生产过程和质量状况,以便于质量溯源和问题的分析与处理。
最后,MES系统还能够对生产过程数据进行分析和报告。
MES系统能够收集并处理生产过程中产生的各种数据,如生产计划、物料消耗、设备运行状态、质量指标等,并通过报表和数据分析工具进行分析和展示。
制造执行系统(MES)概述
制造执行系统(MES)概述美国先进制造研究机构AMR(Advanced Manufacturing Research)将MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。
制造执行系统协会(Manufacturing Execution System Association,MESA)对MES所下的定义:“MES 能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。
当工厂发生实时事件时,MES能对此及时做出反应、报告,并用当前的准确数据对它们进行指导和处理。
这种对状态变化的迅速响应使MES能够减少企业内部没有附加值的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力,改善物料的流通性能,又能提高生产回报率。
MES还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品行为的关键任务信息。
”MESA在MES定义中强调了以下三点:1)MES是对整个车间制造过程的优化,而不是单一的解决某个生产瓶颈;2) MES必须提供实时收集生产过程中数据的功能,并作出相应的分析和处理。
3)MES需要与计划层和控制层进行信息交互,通过企业的连续信息流来实现企业信息全集成。
制造执行系统的发展历史MES作为生产形态变革的产物,其起源大多源自工厂的内部需求。
为了更好得理解MES的产生背景,我们先回顾一下计算机辅助生产管理系统的演化历史八十年代MRPII在美国生产与库存管理协会(APICS)大力宣传和组织推动下得到了迅速的普及和广泛应用,但也暴露出一些不足之处,如MRPII对预测需求和销售管理不够重视,对车间的大量实时事件与数据不能很好地利用等等。
许多企业认识到需要其它系统来解决MRPII在某些方面管理薄弱的问题。
于是为了满足销售、预测的需求,产生了分销资源计划DPR(Distribution Resource Planning)。
mes名词术语解释

mes名词术语解释摘要:1.名词术语解释的背景和重要性2.mes名词术语解释的概述3.mes的定义和基本概念4.mes在我国的应用和发展5.mes名词术语解释对行业的推动作用6.未来mes名词术语解释的发展趋势和挑战正文:名词术语解释在各个领域都起着至关重要的作用,有助于行业内的沟通交流和知识传播。
尤其在mes(制造执行系统)领域,名词术语解释对于行业的发展具有深远的影响。
本文将详细介绍mes名词术语解释的相关内容。
首先,我们需要了解mes名词术语解释的概述。
mes是一个涵盖企业生产活动全过程的系统,通过实时数据采集、分析和控制,实现生产过程的优化和管理。
名词术语解释则是对mes领域相关概念、方法、技术和应用的阐述,有助于业内人员更好地理解和运用mes系统。
接下来,我们将详细探讨mes的定义和基本概念。
mes是Manufacturing Execution System的缩写,中文意为制造执行系统。
它位于生产层的自动化和企业的信息系统之间,起到了连接的作用。
mes系统主要包括生产计划管理、生产过程控制、生产数据采集和分析等功能,帮助企业实现生产过程的自动化和信息化。
在我国,mes的应用和发展取得了显著成果。
随着国家对智能制造、工业互联网等战略的推进,mes在我国得到了广泛的应用和发展。
越来越多的企业认识到mes的重要性,开始加大在mes领域的投入和研发。
同时,我国政府也出台了一系列政策,支持和推动mes行业的发展。
mes名词术语解释对行业的推动作用不容忽视。
通过对名词术语的规范和解释,有助于行业内形成统一的认识和标准,降低沟通成本,提高工作效率。
此外,名词术语解释还可以作为教育和培训的参考资料,为mes领域的人才培养提供支持。
展望未来,mes名词术语解释的发展趋势和挑战并存。
随着mes技术的不断创新和应用领域的拓展,名词术语解释需要不断更新和完善,以适应新的发展需求。
同时,面对国际化的竞争和合作,我国mes名词术语解释需要与国际接轨,提高国际影响力。
制造执行系统

製造执行系统制造执行系统简称MES,是一种由计算机程序和软件组成的生产管理系统,可以提高制造过程的效率和可靠性,减少人为误差,控制成本。
MES包括物流管理、生产管理、品质管理、过程控制等多个方面,目的是使生产过程更为高效。
本文将从MES的定义、历史、功能、特点、应用和未来等角度探讨MES。
一、MES的定义MES是一种管理制造企业生产过程的信息管理系统。
这个系统充分利用各种信息技术手段,包括计算机、数据库、通信等技术,对生产现场进行监控、记录和分析,以满足工业自动化水平不断提高和市场竞争加剧的要求。
MES将公司内部的信息、生产计划、生产流程、生产质量、生产故障等数据整合在一起,以达到优化生产的目的。
二、MES的历史MES的发展可以追溯到上世纪70年代,当时的物流环节过于繁琐,需要大量的人员手工操作,效率低下,准确性也不高。
为解决这一问题,工业家开始尝试使用计算机进行物流管理,大量应用计算机技术自动化生产线上的物流管理实践证明,计算机物流可大幅提高生产效率和准确性。
随着计算机硬件和软件技术的发展,MES不断成熟发展,呈现出逐步精确、智能化、网络化的趋势,MES得到越来越广泛的应用。
三、MES的功能1、物流管理MES可以在实时监控生产现场的动态过程,将物料的运输、储存和分配情况记录在内,并且将物料和半成品调配到下一步,以达到合理配比,减少资源的浪费。
2、生产管理MES可以通过自动化工艺流程的控制,优化整个生产过程,调度生产设备、工人和原材料的使用,提高整个生产过程中的效率和质量,并且可以对生产过程中出现的异常情况进行预警和响应。
3、品质管理MES可以针对生产过程中的各种因素,提高生产线的标准化和规范性,减少流程中会出现的隐患,优化产品生产流程,减少损失,使生产组织达到规范化。
4、过程控制MES可以通过对生产过程中各项参数的监控,实现设备的自动化、可编程和集中控制,降低产品的质量变异率,提高产品的一致性,增强生产产品的可持续稳定性。
MES制造执行系统知识讲解(doc 14页)
MES制造执行系统---实现实时化企业之利器一、MES 简介作为世界知名的IT咨询顾问公司,Gartner在2002年末,经过大量不同背景、不同学科的分析员长期的调查研究,Gartner总结归纳出一个对企业管理必将产生深远影响的业务概念RTE(实时企业)。
Gartner将实时企业定义为:实时企业是一家通过使用最新信息来积极地消除其关键性业务流程中的管理与执行中的延迟从而展开竞争的企业。
但是Gartner 只告诉我们什么是RTE,而没有告诉我们怎样的实现RTE。
于是大家众说纷纭,如某些软件公司把自己的ERP软件加上RTE概念就宣称自己是RTE解决方案等等,其实传统的ERP 系统有SFCS(车间管理)模块,但是如关键工艺的产量、良率、不良项目等均依赖于生产现场人员手工的统计、分析与回报。
所以ERP系统无论如何做都没法实现工厂实时化的。
如工单到生产现场执行之后,工单的进度如何?原物料的消耗状况如何?品质状况如何?设备的运行状况如何?人员的状况如何?所有这些。
工厂生产现场就像一个黑箱一样的,信息回报不实时、不准确、不稳定等;但是MES制造执行系统的出现填补了这个空白,使生产现场透明化,帮助制造企业实现实时化。
MES 制造执行系统由美国制造研究协会AMR于90年代初提出:MES(Manufacturing Execution System) ,其定义如下:由一组共享数据的程序所组成的、通过布置在生产现场的专用设备(条码采集器、PLC、传感器、I/O、DCS、RFID、PC等)对从原材料上线到成品入库的生产过程进行实时数据采集、控制和监控的系统。
是通过控制包括物料、设备、人员、品质、工艺、流程指令和设施在内的所有工厂资源来提高制造竞争力,提供了一种系统地在统一平台上集成诸如质量控制、文档管理、生产调度、设备管理、制造物流等功能的方式。
从而实现企业实时化的信息系统。
MES系统实时接受来自ERP系统的工单、BOM、制程、供货方、库存、制造指令等信息,同时把生产方法、人员指令、制造指令等下达给人员、设备等控制层,再实时把生产结果、人员反馈、设备操作状态与结果、库存状况、质量状况等动态地反馈给ERP系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
mes制造执行系统工四100术语(编号231)
工四术语(编号231)Manufacturing Execution System制造执行系统MES本词条由知识自动化《工四100术语编写组》收录,版权所有。
欢迎业内提出建议。
工业4.0重新燃起了“工业再发现”之火。
许多概念和实践再次被强化,犹如新开局的麻将牌,东风归位,万象重生。
在这样一场焦点争夺战之中,MES毫无疑问成为众所瞩目的焦点。
智能工厂面临的大规模个性化定制的生产问题,必须由各个系统(PLM、MES、现场数据采集系统等)进行承接和解决。
越来越多的管理者意识到,MES正在成为承载工厂核心的运营平台。
服务于车间制造是MES的最核心的任务,因此越来越多的企业在新建工厂时,不仅考虑采购先进的设备,也考虑MES如何将工艺研发、品质管控、精益制造、协同供应链等,统一到一起。
MES已然成为工厂的信息枢纽。
从来没有离开的MES,又回来了。
凭借工业4.0的强劲之风,此次倍加精神抖擞。
历史渊源制造执行系统是美国AMR公司在90年代初提出的,旨在加强MRP计划的执行功能,把MRP计划通过执行系统同车间作业现场控制系统联系起来。
很显然,MES自落地之日起,就定义了自身的使命:MES,为连接中枢而生。
1997年,MESA(制造执行系统协会)提出的MES功能组件和集成模型,包括11个功能。
同时规定,
只要具备11个功能之中的某一个或几个,也属MES系列的单一功能产品。
图1 MESA定义的MES应用功能集成模型伴随着MES市场的发展,MES厂商犹如雨后春笋般地涌现出来,四路大军杀入其中。
图2 四路大军挺进MES1、从自动化设备基础上发展而来的,这些厂商进入MES领域有着天然的优势,对自动化设备了如指掌。
这类厂商的代表有:GE、Siemens、Rockwell等。
2、从专业SCADA、HMI厂商发展而来,这些厂商多是从开发人机界面开始,然后扩展MES领域的,这类厂商的代表有:AdAstra、Wonderware、Citech等。
3、从专业MES发展而来的,这些厂商一开始就专注于行业MES或者MES中的某一项功能,如针对石化行业的Aspentech、专注钢铁冶金的PSI、Broner、宝信软件。
4、还有一种趋势是ERP厂商由上向下发展MES,如SAP 的ME、用友的JMES。
在这个过程中,大量洗牌是不可避免的。
而近几年,从物联网行业来的MES厂商也成为热点。
由于具有先天的对设备、网络的理解,这些厂商也在成为一股不容小觑的生力军,虽然现在这些公司体量较小,但是他们内置的互联网基因与基础研发能力使得他们在MES应用中如鱼得水,特别在对疑难杂症的复杂车间具有相对灵巧的技术优势。
深圳的RichonTech在数字车间及定制化MES就
是一类。
历史上,MES行业曾有过一次并购热潮,是以自动化设备供应商为主角,以便快速进入该行业。
如Siemens收购比利时的Compex IT Plant Solutions公司的MES产品proCX,GE Fanuc并购MES软件产品的供应商Mountain Systems,Rockwell自动化对Enterprise Technology Group、Datasweep的收购。
这是自动化和软件供应商最直接的本能反应。
实际上,这是自动化系统,第一次在工厂中精确地度量了硬件设备与软件的距离,宣告了一个正在萌芽的全新意图:自动化供应商离管理,而不仅仅是控制,大大前行了一步。
而近几年开始大热的工业数字化热浪,正在将MES的认识和实践推向另外一个高峰。
工四100术语定义MES:美国先进制造研究机构AMR定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”。
它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。
目的是解决工厂生产过程的黑匣子问题,实现生产过程的可视化、可控化。
不离舞台却非明星一手好局,MES的发展却出乎意料地缓慢。
MES从上个世纪90年代开始发展,刚开始主要是在自动化程度比较高的行业得到广泛应用。
如汽车行业、半导体电子、烟草行业,同时也在食品饮料、工程机械、大型离散装配、家电行业得以推广。
最令人难以释怀的是,MES仍然处于群
雄逐鹿的战国时代。
自动化设备商仍是MES市场的主流供应商,但也难以形成ERP行业的SAP这样的寡头。
尽管ERP 厂商虽然也尝试进入MES行业,但是,市场拓展效果不佳,很显然,对资源管理轻车熟路的ERP厂商,对现场控制系统、数据采集,有着与生俱来的生疏和规避。
实际上,MES的发展缓慢,恰好跟工业化进程密切相关。
MES的行业性需求与通用型产品之间的矛盾日渐突出,产品化程度不够。
与ERP 不同,MES从产生开始,就是为了解决通用型的ERP功能难以解决的工厂管控问题,因此,即使有多年的发展,MES 也无法摆脱行业性对其形成的局限。
如PSI、宝信等专著于钢铁行业,即使有雄心向钢铁之外的产业发展,受到近几年钢铁市场的快速萎缩的,也难以从主流钢铁市场转向其他行业。
行业Know-How是跨不过的门槛。
为此一些MES厂商(如西门子)是通过并购来开拓新的行业,例如西门子在2014年收购美国的CamStar,就是为了强化在电子、医疗器械等领域。
与此同时,集成难度是另外一个MES难以快速铺展的门槛。
随着智能工厂的建设热潮,对于MES的集成提出更高的要求,纵向集成要求MES不仅与ERP集成,还要求与控制系统进行集成;不仅要求进行数据采集,还希望实现控制参数、工艺标准的下达。
这也对MES供应商提出很大的挑战。
值得注意的一个现象是,尽管MES发展多年,但其产业化规模仍然不足。
一个成熟的产业应该是由供应
商、服务商(经销商)和用户组成的,比如ERP、PLM。
而现在的MES多是供应商直接面向用户,产业规模还远远没有发展起来。
实际上,MES是一个企业信息化程度的体温计。
由于MES的数据表单,来源于工厂的多个角度。
因此如果企业自身的工艺资源、制造资源、流程节点不能规范有效的时候,MES厂家将不得不撅着屁股,先帮着企业整理自身的资源数字化。
想为客户纺出五彩锦缎,而用户首先搬出的是一堆搅在一起的乱线头。
这对MES厂商往往苦不堪言。
MES 的未来从国外的发展趋势看,已经形成了一批MES软件产品商和行业解决方案商。
ERP和MES的分工也愈加清晰(见图3)。
企业智能制造的应用焦点已经由ERP转向MES,MES 已经由ERP的配角转变为生产管家的主角。
图3 三者关系图随着CPS赛博物理系统正在逐步成为指导智能工厂建设
的重要因素,物联网IoT的影响范围和对象越来越大,MES 将对更多的“人、机、料、法、环”的信息进行闭环处理,从采集、传输、分析、控制、乃至巨大的提升。
一方面,MES系统将与精益管理思想进行更深入的融合。
相比ERP,MES在企业的精益管理思想落地方面更具有可操作性,在汽车、家电等装配行业,借助MES的物料拉动功能,企业已经实现JIT、JIS管理。
另一方面,基于MES的制造大数据的分析处理将成为MES 面临的课题和挑战,与ERP层的BI分析处理不同,MES产
生的制造数据不仅包括结构化数据,还包括大量的非结构化数据如实时历史数据库、图片等。
在新一代软件技术和工业互联网思维的支持下,MES在内涵中也增加了多个角色功能。
如何利用MES掌握的即时、准确的生产信息成为各MES 厂商竞相竞争的基础,例如:对于某些设备管控上移到MES 层是充分利用MES掌握在制品状态的信息,对于AGV由MES系统调度是充分利用MES掌握生产节奏的信息等等,随着实时工业网络在制造现场的部署,MES由于掌握最全面、最精细的生产系统信息会显得越来越重要,同样地,MES 系统所涵盖的功能也将不仅仅局限与AMR定义的十一个模块,MES系统会适时、动态、与时俱进地增加更多有价值的软件模块。
随着对于行业的规范化,知识管理的思想将渗透和融入到未来的MES系统中。
典型的应用如设备维修知识库,工艺异常调整知识库、最佳实践(最佳工艺、最佳设备运行参数)等将大幅度提高MES的应用普及,而MES未来将向云端进行转移。
对于一些制造过程比较简单的中小企业,基于云平台的MES不失为一种低成本的解决方案。
而随着谷歌眼镜、VR/AR、智能手表的引入,MES跟人的连接也将更加频繁和自然。
而当下智能制造的许多热点话题,可以从MES本身可以一一展开。
作者:李霄峰,浙江恩大施福软件公司,副总经理。