圆机成形产品与编织工艺专项培训(ppt 79页)
合集下载
22第三编 经编机的成圈机件与成圈过程PPT课件

第十章
经编机的成圈机件与成圈过程
1
整体概述
概况一
点击此处输入相关文本内容 点击此处输入相关文本内容
概况二
点击此处输入相关文本内容 点击此处输入相关文本内容
概况三
点击此处输入相关文本内容 点击此处输入相关文本内容
2
第一节 舌针经编机的成圈机件
与成圈过程
一、成圈机件 1.舌针: 将数枚舌针浇铸成1″或2″的针块。
26
感谢聆听
The user can demonstrate on a projector or computer, or print the presentation and make it into a film
讲师:XXXX
日期:20XX.X月
27
15
二、钩针经编机的成圈过程 退圈——垫纱——闭口、套圈——
脱圈、弯纱、成圈——牵拉
16
钩针经编机垫纱分两个阶段的原因
改善垫纱条件,从而使成圈过程顺利进行。 1.使导纱针在摆过针平面时,正处于针间
间隙较大的部位; 2.针头位置低,可防止针头在导纱针摆过
针间时,针头挂住由经轴至导纱针针孔 这一部分纱段。
舌针垫纱范围较大。 2.栅状脱圈板 : 作为搁持面,辅助脱圈,
并保持针间距。
3
3.导纱针: 数枚导纱针浇铸成1″或2″的针 块,用于引导纱线。
4.沉降片:用于握持织物,有利于退圈。 5.防针舌反拨钢丝:横贯机器全长,防止
针舌反拨。
4
5
二、舌针经编机的成圈过程 退圈——垫纱——闭口、套圈——
脱圈、弯纱、成圈——牵拉
21
22
23
24
提问与解答环节
Questions and answers
经编机的成圈机件与成圈过程
1
整体概述
概况一
点击此处输入相关文本内容 点击此处输入相关文本内容
概况二
点击此处输入相关文本内容 点击此处输入相关文本内容
概况三
点击此处输入相关文本内容 点击此处输入相关文本内容
2
第一节 舌针经编机的成圈机件
与成圈过程
一、成圈机件 1.舌针: 将数枚舌针浇铸成1″或2″的针块。
26
感谢聆听
The user can demonstrate on a projector or computer, or print the presentation and make it into a film
讲师:XXXX
日期:20XX.X月
27
15
二、钩针经编机的成圈过程 退圈——垫纱——闭口、套圈——
脱圈、弯纱、成圈——牵拉
16
钩针经编机垫纱分两个阶段的原因
改善垫纱条件,从而使成圈过程顺利进行。 1.使导纱针在摆过针平面时,正处于针间
间隙较大的部位; 2.针头位置低,可防止针头在导纱针摆过
针间时,针头挂住由经轴至导纱针针孔 这一部分纱段。
舌针垫纱范围较大。 2.栅状脱圈板 : 作为搁持面,辅助脱圈,
并保持针间距。
3
3.导纱针: 数枚导纱针浇铸成1″或2″的针 块,用于引导纱线。
4.沉降片:用于握持织物,有利于退圈。 5.防针舌反拨钢丝:横贯机器全长,防止
针舌反拨。
4
5
二、舌针经编机的成圈过程 退圈——垫纱——闭口、套圈——
脱圈、弯纱、成圈——牵拉
21
22
23
24
提问与解答环节
Questions and answers
常用纬编花色组织与圆机编织工艺(针织学)课件

03
土工布、防护服等产品,具有高性能、高强度等特点。
纬编花色组织在圆机上的应用
提花组织在圆机上的应用
01
02
03
提花组织
通过控制织针的升降,形 成不同图案和纹理效果的 组织。
应用
广泛应用于各种服装面料、 家纺用品等领域,如床单、 毛巾、窗帘等。
特点
具有图案丰富、立体感强、 质地柔软等特点,可满足 不同风格和用途的需求。
嵌花组织是通过将不同颜色的纱线嵌入到织物中,形成具有丰富色彩和纹理的花纹 效果。
嵌花组织的编织工艺包括手工嵌花和机器嵌花,其中机器嵌花又分为半自动嵌花和 全自动嵌花。
嵌花组织的编织过程中,需要特别注意纱线的颜色搭配和织物的密度,以确保花纹 的清晰度和织物的质量。
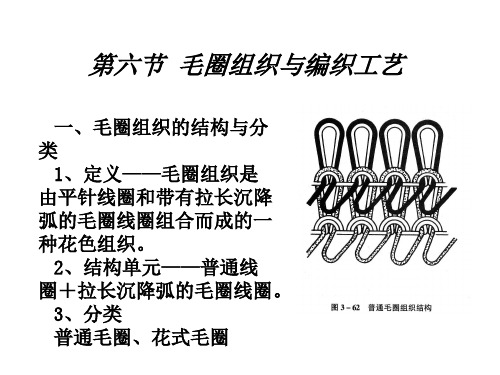
ห้องสมุดไป่ตู้ 毛圈组织的编织工艺
毛圈组织是通过在针织机上安装 特殊的织针,使织针在编织过程 中形成毛圈,从而形成具有柔软、
提花组织是通过控制针织机的选 针系统,使织针按照预先设定的 图案进行编织,形成具有不同形
状和纹理的花纹效果。
提花组织的编织工艺包括单面提 花和双面提花,其中单面提花又
分为素色提花和间色提花。
提花组织的编织过程中,需要特 别注意纱线的质量和织物的密度,
以确保花纹的清晰度和织物的质 量。
嵌花组织的编织工艺
集圈组织的编织工艺包括单面集圈和双面集圈,其中双面集圈又分为正反集圈和局部集圈。
集圈组织的编织过程中,需要特别注意纱线的质量和织物的密度,以确保集圈的形状和织物 的质量。
圆机编织工艺的原理与特点
圆机编织工艺的原理
纬编工艺的基本原理包括纱线的运动、成圈、脱圈和 移圈等过程,这些过程相互配合,形成各种不同的织 物结构和花色效果。
第三章 纬编花色组织与圆纬机编织工艺PPT课件
第三章 纬编花色组织 与圆机编织工艺
1
标题添加
点击此处输入相 关文本内容
标题添加
点击此处输入相 关文本内容
总体概述
点击此处输入 相关文本内容
点击此处输入 相关文本内容
2
本章知识点
1.提花组织的结构特点、分类、特性、用途、编织 方法和走针轨迹。
2.集圈组织的结构特点、分类、特性、用途、编织 方法和走针轨迹。
一、集圈组织(tuck stitch)的 结构与分类
1、集圈组织——在针织物的某些 线圈上,除套有一个封闭的旧 线圈外,还有一个或几个悬弧 的花色组织。
2、结构单元——线圈+悬弧
24
3、分类: • 按单双面来分,可分为单面集圈组织和双面集
圈组织。 • 按悬弧多少来分,可分为单列、双列、多列集
圈组织。 • 按参加集圈的针数分,可分为单针、双针、三
14
完全提花组织特点 1)反面形成横条效应 2)反面线圈的纵密>正面线圈纵密;色纱数应在2 -3色为宜。
15
3.不完全提花组织——指在编织反面线圈时, 每一个横列由两种色纱编织而成的一种双面 提花组织。
反面组织:纵条、小芝麻点、大芝麻点 注:反面形成直条效应,色纱效应集中,容易
显露在正面而形成“露底”现象 ,通常采用 芝麻点做反面。
线圈指数——编织过程中某一线圈连续不脱圈的次 数
(1)线圈指数愈大,一般线圈越大
(2)线圈指数差异越大,纱线弹性越好,织物密度越大, 凹凸效应愈明显
11
单面不均匀提花组织的应用
应用范围:袜品
目的:不均匀提花组织用 来编织短浮线的单面提花 组织 ,使浮线减少而将提 花线圈与平针线圈纵行适 当排列。
12
针集圈。 一般将悬弧多少与参加集圈的针数多少结
1
标题添加
点击此处输入相 关文本内容
标题添加
点击此处输入相 关文本内容
总体概述
点击此处输入 相关文本内容
点击此处输入 相关文本内容
2
本章知识点
1.提花组织的结构特点、分类、特性、用途、编织 方法和走针轨迹。
2.集圈组织的结构特点、分类、特性、用途、编织 方法和走针轨迹。
一、集圈组织(tuck stitch)的 结构与分类
1、集圈组织——在针织物的某些 线圈上,除套有一个封闭的旧 线圈外,还有一个或几个悬弧 的花色组织。
2、结构单元——线圈+悬弧
24
3、分类: • 按单双面来分,可分为单面集圈组织和双面集
圈组织。 • 按悬弧多少来分,可分为单列、双列、多列集
圈组织。 • 按参加集圈的针数分,可分为单针、双针、三
14
完全提花组织特点 1)反面形成横条效应 2)反面线圈的纵密>正面线圈纵密;色纱数应在2 -3色为宜。
15
3.不完全提花组织——指在编织反面线圈时, 每一个横列由两种色纱编织而成的一种双面 提花组织。
反面组织:纵条、小芝麻点、大芝麻点 注:反面形成直条效应,色纱效应集中,容易
显露在正面而形成“露底”现象 ,通常采用 芝麻点做反面。
线圈指数——编织过程中某一线圈连续不脱圈的次 数
(1)线圈指数愈大,一般线圈越大
(2)线圈指数差异越大,纱线弹性越好,织物密度越大, 凹凸效应愈明显
11
单面不均匀提花组织的应用
应用范围:袜品
目的:不均匀提花组织用 来编织短浮线的单面提花 组织 ,使浮线减少而将提 花线圈与平针线圈纵行适 当排列。
12
针集圈。 一般将悬弧多少与参加集圈的针数多少结
第五节圆机编织羊毛衫工艺设计PPT课件
套弯部位,使成品在保证规格质量前提下,尽可能减少裁耗, 并可提高裁剪时的功效; (10)制作正式样板。
五、排料
(一)排料原则 (1)在不影响产品规格尺寸与质量的前提下,排料应紧凑,必要
时,可象形断料和开料,以便节约原料; (2)注意坯布组织的横向、直向和倒向、顺向,特殊产品同件衣
服的各部段应保持同一顺向; (3)前后身与袖子一般应分别排料,以便充分利用原料; (4)不同规格在同一块坯布上排料,其数量应平衡; (5)附件排料应尽可能用疵段料; (6)尽量利用现有的编织设备套幅宽,达到平衡生产。
圆机编织羊毛衫的工艺设计
圆机编织羊毛衫的工艺设计
一、机号与纱线线密度的选定 二、密度与回缩率的确定 三、坯布幅宽的确定 四、样板设计 五、排料 六、产品用料计算 七、编织织造规格用料工艺单 八、工艺设计举例
一、机号与纱线线密度的选定
(1)可加工纱支的上限 由织针与沉降片(或针槽壁)之间的间隙△决定。
(7)散料法
将有疵点的断料量材而用,裁成各种小型衣片零件(如衣兜、 裆、领子、拼衩等)或改制手套、帽子等。
(三)排料方法
1.平套法
(三)排料方法
2.互套法
(三)排料方法
3.镶套法
(三)排料方法
4.斜套法
(三)排料方法
5.借套法
(三)排料方法
6.循环套法
(三)排料方法
7.剖缝套法
(三)排料方法
确定回缩率,并计算样板各部位的实际尺寸; (5)按此尺寸剪出纸样;
四、样板设计
(二)样板设计的一般程序
(6)小批量试制,核对规格是否符合设计要求; (7)经核对、试穿发现不合理部分,修改纸样,再重复试制,
直至合乎要求; (8)如生产一整套比较齐全的规格,应以中号规格的样板为
五、排料
(一)排料原则 (1)在不影响产品规格尺寸与质量的前提下,排料应紧凑,必要
时,可象形断料和开料,以便节约原料; (2)注意坯布组织的横向、直向和倒向、顺向,特殊产品同件衣
服的各部段应保持同一顺向; (3)前后身与袖子一般应分别排料,以便充分利用原料; (4)不同规格在同一块坯布上排料,其数量应平衡; (5)附件排料应尽可能用疵段料; (6)尽量利用现有的编织设备套幅宽,达到平衡生产。
圆机编织羊毛衫的工艺设计
圆机编织羊毛衫的工艺设计
一、机号与纱线线密度的选定 二、密度与回缩率的确定 三、坯布幅宽的确定 四、样板设计 五、排料 六、产品用料计算 七、编织织造规格用料工艺单 八、工艺设计举例
一、机号与纱线线密度的选定
(1)可加工纱支的上限 由织针与沉降片(或针槽壁)之间的间隙△决定。
(7)散料法
将有疵点的断料量材而用,裁成各种小型衣片零件(如衣兜、 裆、领子、拼衩等)或改制手套、帽子等。
(三)排料方法
1.平套法
(三)排料方法
2.互套法
(三)排料方法
3.镶套法
(三)排料方法
4.斜套法
(三)排料方法
5.借套法
(三)排料方法
6.循环套法
(三)排料方法
7.剖缝套法
(三)排料方法
确定回缩率,并计算样板各部位的实际尺寸; (5)按此尺寸剪出纸样;
四、样板设计
(二)样板设计的一般程序
(6)小批量试制,核对规格是否符合设计要求; (7)经核对、试穿发现不合理部分,修改纸样,再重复试制,
直至合乎要求; (8)如生产一整套比较齐全的规格,应以中号规格的样板为
针织圆机培训PPT幻灯片课件

15
针织基本布类组织一览表
S/K*JERSEY S/K*LYCRA JERSEY
16
S/K* 4F PIQUE S/ K* 6F PIQUE
17
S/ K* 8F TWILL PIQUE
S/K* LACOSTE
18
D/K* 1×1 RIB D/K*1X1 LYCRA RIB
NO OK
YES OK
NO OK
NO OK
返回保全班长 处理
返回保全或 工艺计划
技术部工艺组 检查、确认
返回工艺检查 确认、处理
返回班长判断 处理
3
第三节:针织机分类简介
.
针织部
针织机分类结构图
大圆机
纬编机
单面机 双面机
平纹 S296型
TERROT/GER
毛圈 SBF296型 TERROT/GER
14
花型:同一订单可能有几个不同的花型时,用以区 分不同花型的编号;
重量:订单的生产重量; 机上用纱:为有效区分不同的纱线,便于纱批管理,
在生产中除用支数区分纱的不同粗细外,色纱还根 据不同 的颜色及不同批次的染缸标定色号和缸号, 原白纱分不同的纱名及批号。 生产中常用色纱的中英文对照见附录部分; 由于不同批次染缸染的色纱易存在色差或缸差, 在生产中严禁混缸织。
19
D/K*2X2 LYCRA RIB D/K* INTERLOCK
20
第二节:针织圆纬机基本结构和调试 针织机五大基本结构 送纱机构 编织机构 传动机构 牵拉卷取机构 其它辅助机构
21
单面机
22
送纱机构
送纱机构包括纱架、纱管、刻度盘、传送带、 输纱轮,其输送方式主要有积极式和消积式两 种,积极等送纱,线长较稳定,消极式纱长相 对不稳定
针织基本布类组织一览表
S/K*JERSEY S/K*LYCRA JERSEY
16
S/K* 4F PIQUE S/ K* 6F PIQUE
17
S/ K* 8F TWILL PIQUE
S/K* LACOSTE
18
D/K* 1×1 RIB D/K*1X1 LYCRA RIB
NO OK
YES OK
NO OK
NO OK
返回保全班长 处理
返回保全或 工艺计划
技术部工艺组 检查、确认
返回工艺检查 确认、处理
返回班长判断 处理
3
第三节:针织机分类简介
.
针织部
针织机分类结构图
大圆机
纬编机
单面机 双面机
平纹 S296型
TERROT/GER
毛圈 SBF296型 TERROT/GER
14
花型:同一订单可能有几个不同的花型时,用以区 分不同花型的编号;
重量:订单的生产重量; 机上用纱:为有效区分不同的纱线,便于纱批管理,
在生产中除用支数区分纱的不同粗细外,色纱还根 据不同 的颜色及不同批次的染缸标定色号和缸号, 原白纱分不同的纱名及批号。 生产中常用色纱的中英文对照见附录部分; 由于不同批次染缸染的色纱易存在色差或缸差, 在生产中严禁混缸织。
19
D/K*2X2 LYCRA RIB D/K* INTERLOCK
20
第二节:针织圆纬机基本结构和调试 针织机五大基本结构 送纱机构 编织机构 传动机构 牵拉卷取机构 其它辅助机构
21
单面机
22
送纱机构
送纱机构包括纱架、纱管、刻度盘、传送带、 输纱轮,其输送方式主要有积极式和消积式两 种,积极等送纱,线长较稳定,消极式纱长相 对不稳定
第三章(毛圈组织) 纬编花色组织与圆机编织工艺 PPT课件
被选中织针
未被降,第二色 毛圈33纱搁持在毛圈沉降片边沿11上预弯纱形成 毛圈
8.旧线圈脱在预弯纱 的地纱和毛圈上形 成新线圈 : 织针下降,钩住纱 线穿过位于握持沉 降片边沿6上的旧线 圈29,形成封闭的 新线圈。
(三)花式毛圈的编织
1、编织方法: (1)通过选针——编织提花毛圈组织。 (2)通过选择沉降片——编织浮雕毛圈组织。
2、选针编织提花毛圈 采用选针、双沉降片和预弯纱技术进行编织, 其基本原理是地纱和各色毛圈纱先分别单独预 弯纱,最后一起穿过旧线圈,形成新线圈。
两沉降片相邻插在同一片槽中,分别受各 自三角作用。
(二)普通毛圈的编织
(双沉降片技术) 双沉降片——由脱圈沉
降片1和握持毛圈沉降片2 组成。二片沉降片相邻排 列在同一槽中。
两种沉降片的片踵高度 不一样,因此在沉降片三 角的作用下,它们的运动 有所不同。
成圈过程
(1)织针上升退圈 • 针1上升退圈。 • 两片沉降片相对运动;握
持毛圈沉降片4向针筒中心 挺进,其片鼻伸入前几个 毛圈2中去,抽紧,使毛圈 高度均匀;脱圈沉降片3略 向外退,放松地纱线圈。
(2)垫入地纱和毛圈纱
• 地纱5垫入位置较低; • 毛圈纱7垫入位置较高; • 握持毛圈沉降片4和脱圈
沉降片3都向外退出。
(3)弯纱成圈 • 两片沉降片都朝针筒中心 运动直到弯纱结束。 •此时毛圈纱7在握持毛圈沉 降片的片鼻9上弯纱;
。
•地纱5在握持毛圈沉降片的 搁持边沿10与脱圈沉降片的 斜边沿11的相交点12处弯纱。 见书P76页图3-52(2)
三、毛圈组织的编织工艺
(一)毛圈的形成原理
1、导纱器 两个导纱孔。 1——地纱,垫纱位置较
低, 2——毛圈纱,垫入位置
产品工艺培训演示文稿ppt

响,促进绿色生产。
个性化需求
03
随着消费者需求的多样化,产品工艺将更加注重个性化生产,
满足市场差异化需求。
PART 04
产品工艺优化
工艺优化方法
数据分析
通过收集和分析生产过 程中的数据,找出工艺 瓶颈和问题,为优化提
供依据。
流程改进
对生产流程进行重新设 计或调整,提高生产效
率和质量。
引入新技术
采用先进的生产技术和 设备,提升工艺水平。
ABCD
实操评估
观察员工在实际操作中的表现,评估培训效果的 实际应用。
改进建议
根据评估结果和员工反馈,总结培训的不足之处 ,提出改进建议,为下一次培训提供参考。
2023-2026
END
THANKS
感谢观看
KEEP VIEW
按生产类型
批量生产、单件生产、定 制生产等。
按工艺流程
铸造、锻造、焊接、组装 等。
PART 02
产品工艺流程
原材料选择
原材料质量
确保选用质量稳定、性能可靠的 原材料,是生产合格产品的前提
条件。
成本考虑
在满足产品质量要求的前提下,合 理控制原材料成本,提高产品竞争 力。
供应链管理
建立良好的供应商合作关系,确保 原材料的及时供应和稳定品质。
产品工艺安全与环保
工艺安全措施
预防机械伤害
确保设备运转稳定,避免机械 故障和意外伤害。
防触电措施
定期检查电气线路和设备,确 保安全接地和漏电保护。
防火防爆措施
严格控制工艺过程中的易燃易 爆物质,配备灭火器和防爆设 备。
个人防护装备
提供合适的劳动保护用品,如 护目镜、手套、耳塞等,确保
第二章纬编基本组织和变化组织及圆机编织工艺——PPT课件
A:圈距;d:纱线自由状态 下
πA ( 的d直)径2;BB2:d圈2高 l= 2
5
忽略d值
l= πA2B πd 78 .1 500πd
2
PA PB
该模型比较适合经充分松弛后的棉平针织 物
理论计算与实测之间有5%左右的误差
6
模型二:假设线圈由在二个正交的近似圆柱体上 (一个圆柱体的母线平行于Z轴,另一母线平行于 X轴)空间弧线连接而成。
13
2.用途: 内衣、袜品、毛衫 等
14
四、单面舌针圆纬机的编织工艺
• 机器特征(单针筒舌针圆纬机); 筒径 — 762-965mm(30英寸-38英寸); 路数 — 3-4路/英寸筒径,90-120路; 针道数 — 1-4 ,较多为4 ; 产品种类—平针、彩横条、集圈、衬垫、毛圈等。
15
(一)成圈机件及其配置
32
33
3.闭口 闭口起始于旧线圈与针舌相遇的一 刻 由于离心力的作用,针舌尖向上翘, 有利于闭口 闭口结束时,针舌对针钩产生一个冲 击
解决办法:压针三角设计时,角度减小, 减小织针垂直下降速度。
34
4.套圈 套圈时,随着针的下降,旧线圈扩张,脱圈时刻 线圈长度最大,线圈中的纱线可能要发生转移; 弯纱角度要影响到纱线转移 γ大,同时套圈针数少, 有利于纱线转移; γ小,同时套圈针数多, 纱线张力大,有可能 导致纱线断裂。
(2)弯纱张力减小,使得对所加工纱线的质量要 求相应降低。
(3)使织针等机件在成圈过程中受力减小,磨损 降低,使用寿命提高。
50
51
五、单面复合针圆纬机的编织工艺
(一)成圈机件及其配置
针 针身(stem) 针芯(tongue,slide)
沉降片 三角
πA ( 的d直)径2;BB2:d圈2高 l= 2
5
忽略d值
l= πA2B πd 78 .1 500πd
2
PA PB
该模型比较适合经充分松弛后的棉平针织 物
理论计算与实测之间有5%左右的误差
6
模型二:假设线圈由在二个正交的近似圆柱体上 (一个圆柱体的母线平行于Z轴,另一母线平行于 X轴)空间弧线连接而成。
13
2.用途: 内衣、袜品、毛衫 等
14
四、单面舌针圆纬机的编织工艺
• 机器特征(单针筒舌针圆纬机); 筒径 — 762-965mm(30英寸-38英寸); 路数 — 3-4路/英寸筒径,90-120路; 针道数 — 1-4 ,较多为4 ; 产品种类—平针、彩横条、集圈、衬垫、毛圈等。
15
(一)成圈机件及其配置
32
33
3.闭口 闭口起始于旧线圈与针舌相遇的一 刻 由于离心力的作用,针舌尖向上翘, 有利于闭口 闭口结束时,针舌对针钩产生一个冲 击
解决办法:压针三角设计时,角度减小, 减小织针垂直下降速度。
34
4.套圈 套圈时,随着针的下降,旧线圈扩张,脱圈时刻 线圈长度最大,线圈中的纱线可能要发生转移; 弯纱角度要影响到纱线转移 γ大,同时套圈针数少, 有利于纱线转移; γ小,同时套圈针数多, 纱线张力大,有可能 导致纱线断裂。
(2)弯纱张力减小,使得对所加工纱线的质量要 求相应降低。
(3)使织针等机件在成圈过程中受力减小,磨损 降低,使用寿命提高。
50
51
五、单面复合针圆纬机的编织工艺
(一)成圈机件及其配置
针 针身(stem) 针芯(tongue,slide)
沉降片 三角
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 衬垫袜口(双层假罗口)
• 氨纶(或橡筋线)衬垫 • 广泛用于各类单面袜品
• 罗纹袜口
• 计件小筒径罗纹机上编织,然后借助套盘, 人工将罗纹袜口的线圈一一套在袜机针筒的 袜针上,接着编织袜筒
• 操作烦琐,生产效率低,目前已趋于淘汰
• 衬纬袜口
• 在罗纹袜口的基础上,衬入不成圈的弹性纬 纱,以提高袜口的弹性
第五章 圆机成形产品与编织工艺
本章知识点
1、袜品的分类与主要组成部段 2、单面圆袜袜口的形编织原理。 4、普通双面圆袜机的主要编织机件与配置,抽条素袜的
设计与编织工艺。 5、无缝内衣的结构与基本编织方法,无缝内衣针织圆机
编织部分的主要机件配置和工作原理。 6、常用无缝内衣织物的编织工艺。
• 三角1在起口时使扎口针移出 • 在扎口转移时,三角1、2同时进入工作
(2)起口过程
A.起口纱的喂入
• 织针在选针机构作用下,一隔一上 升钩取纱线。
•未选中的织针在三角F作用下,沿三
角D的下方通过,不垫纱,
(1)
•选中的织针从三角D上方通过,垫纱。
(1)起口过程
成圈机件工作状态: 第一成圈系统面纱导纱器进入工作,选针片三角20的活络顶角升
• 此类袜口在单面圆袜中较少采用
(二)衬垫双层袜口的编织
• 三个阶段
• 起口挂圈 • 双层衬垫编织 • 扎口转移
• 两种扎口针
• 双片扎口针 • 单片扎口针
1.双片扎口针的起口和扎口(低机号袜机) ⑴ 扎口机件 •扎口针圆盘1 •双片扎口针(俗称哈夫针)3,作径向运 动 •扎口针三角座2 •织针、底脚片、提花片及对应三角
5. 以袜筒长短分:分为连裤袜、长筒袜、中筒袜和 短筒袜等。
二、袜品的结构
1、袜口结构的要求
1)不脱散、不卷边 2)能紧贴在腿上,穿着方便 3)有较好的弹性和延伸性
2、袜筒结构的要求
1)袜筒的形状必须符合腿形 2)应以腿形的变化来改变各部段密度
3、高跟部段结构的要求
1)编织时加入一根加固线,增加耐磨性
第一节 袜品概述
一、袜品(hosiery)的分类 1. 以原料分:分为锦纶丝、弹力锦纶丝袜、棉线袜、
羊毛袜、丙纶袜等。
2. 以花色和组织结构分:分为素袜、花袜等。 3. 以袜口的形式分:分为双层平口袜、单罗口袜、
双罗口袜、橡筋罗口袜、橡筋假罗口袜、花色罗 口袜等。
4. 以穿着对象和用途分:分为宝宝袜、童袜、少年 袜、女子袜、运动袜、舞袜、医疗用袜等。
二、袜口的结构与编织
(一)袜口的结构 • 袜口的结构
• 平针双层袜口 • 衬垫袜口 • 罗纹袜口 • 衬纬袜口
• 平针双层袜口
• 平针组织,但由于平针组织具有卷边性,故 平针袜口一般采用双层
• 延伸性和回弹性较差,使袜子在穿着过程中 容易脱落
• 地纱+氨纶等弹性纱线(添纱)
• 应用:女丝袜等产品
4、袜跟结构的要求
1)袜跟要织成袋形,以符合脚跟形状 2)穿着中不易脱落 3)织袜跟时须加固,增加耐磨性
5、袜脚结构的要求
1)袜面应与袜筒有相同的花纹 2)袜底不织花纹必须加固 3)袜品的大小尺寸,应符合袜脚的长度
6、袜头
1)编织结束时,须编织一列线圈长度较大的套眼横列, 以便将袜头缝合
2)套眼横列编织结束后,编织8-20个握持横列,以便 套口时操作
机件配置 • 扎口针圆盘:半周插长踵扎口针,另半周插短踵扎口针。 • 扎口针针数为织针的一半,一隔一插在织针上方。 • 针筒中自下而上配置——织针、底脚片、提花片。 • 针筒:半周插长踵针,另半周插短踵针,与扎口针对应。
• 扎口针三角座2中的三角配置
• 推出三角1和拦进三角2控制扎口针在扎口 针圆盘内做径向运动
(1) (2)
C.编织第三横列(挂圈)
• 袜针仍是一隔一地升起,与第一横列相同; • 扎口针沿径向外出:扎口针三角座中的三角1在长踵扎口针通过之
前下降一级,之后,再下降一级。使所有扎口针受三角1作用向外 伸出,伸入一隔一针的空档中;之后扎口三角1上升退出工作; • 扎口针勾住第三横列浮线纱线,在三角座圆盘边缘和三角2的作用 下缩进针盘,握持线圈至袜口结束(起口结束)
原理:1.左弯纱三角2的作用是针筒顺转时拦下从上中三角1转移过来的 织针,使之沿右斜边的作用下而下降,完成成圈过程。 2.右弯纱三角3的作用是针筒顺转时拦上从右镶板5转移过来的织 针,使之沿三角上表面升高,完成退圈。 3.针筒反转时左弯纱三角起退圈作用,右弯纱三角起成圈作用。 4.上中三角的作用是将一个弯纱三角上已退圈的织针拦到另一个弯 纱三角的上尖角下方,使织针进入弯纱→成圈过程,其背部(上端) 使挑起的织针继续上升到不编织高度。
第二节 单面圆袜与成形编织工艺
• 特点
• 袜口: • 袜跟 • 袜头
袋形结构成形编织
袜机特点:
•袜筒、袜脚—针筒单向回转
•袜跟、袜头—针筒往复回转— 双向针三角座
一、双向针三角座
双向针三角座结构:左右弯纱三角2、3(左、右菱角), 左右镶板4、5, 上中三角1(中菱角)。
双向针三角作用: 1)实现袜跟、袜头的 袋形结构成形编织。 2)适应针筒正、反向 往复回转的编织要求 (袜底的织针)。
起;成圈三角6和9进入工作。
A.起口纱的喂入
• 织针在选针机构作用下,一隔一上升
• 未选中的选针片在三角20的内表面通过,
其上的织针不上升
• 选中的织针经左弯纱三角3后垫纱
• 沉降片前移,控制1隔1悬弧;(1)
(1)
B.编织第二横列
• 选针三角17使织针全部 上升,在第一成圈系统中 勾取面纱
• 原有悬弧的织针上形成 正常的线圈,新上升垫纱 的织针上形成不封闭的悬 弧;(2)
D.第四横列编织 袜针继续一隔一地进行编织;
扎口针钩住悬弧后,悬弧两端与 相邻袜针上线圈相连,袜针上线 圈受到向上的拉力;再编织一个 一隔一针的线圈横列,可消除线 圈向上的吊力;⑷
E.第五横列 在全部袜针上成圈;形成所需
要长度的袜口⑸
(4) (5)
(2)双层衬垫组织的编织
成圈机件工作状态:第三成圈系统的导纱器穿氨纶丝进入工作 编织过程: A 所有袜针在第一成圈系统中上升勾取面纱 B 进入第三成圈系统,被选针器选中的选针片沿三角22上升到达集圈高