《典型结构件焊接工艺编制》1.2.1储罐筒体焊接工艺编制及焊接
毕业设计-常压储罐设计
学号:※※※※常州大学毕业设计(论文)(2012届)题目燃料气稳压罐设计学生※※※学院※※※※※专业班级※※※校内指导教师※※※专业技术职务※※校外指导老师专业技术职务二○一二年六月燃料气稳压罐的设计摘要:本设计说明书是关于燃料气温压罐的设计,主要进行储罐的材料选择、结构设计、强度计算、焊接工艺评定及检验。
本设计说明书是依据设计内容的的顺序所编制。
首先根据任务书对设计的基本参数进行了确定,根据基本参数及介质特性对储罐筒体、封头及主要附件的材料进行了选取,然后确定了储罐的基本尺寸及结构,接下来是对设计中所需要的附件进行选取及校核,如人孔、支座、法兰、盘管等。
强度校核是对筒体、封头、支座等进行应力校核,以确保设计的合理性及安全性。
最后是焊接工艺评定任务书及预焊接工艺规程的编制,检验、压力试验的一般规定说明。
关键词:基本参数;强度校核;焊接工艺评定;压力试验The design of the fuel gas stabilization tankThe design specification is about fuel temperature pressure tank design, material selection, structural design of the tanks, strength calculation, welding procedure qualification and inspection. The design specification of the tank is prepared according to the order of the design content. According to the mission statement on the basic parameters of the design to determine the basic parameters and media characteristics of the tank cylinder, head and main attachment materials selected, and then determine the size and structure of the tank, followed by selecting and checking the design of the required accessories, such as manhole, bearings, flange coil, etc.. The strength check of stress on the cylinder, head, bearing checking ensure that the rationality of the design and safety. Finally, it is the general provisions of welding procedure assignment, preliminary welding procedure specification, inspection and pressure testing.Keywords:basic parameters; strength check; welding procedure qualification;pressure test目录摘要 (Ⅰ)Abstract (Ⅱ)目次 (Ⅲ)1 引言 (1)1.1 储罐概述 (1)1.1.1 储罐分类 (1)1.1.2 储罐结构 (2)1.2 液化石油气概述 (2)1.2.1 主要用途 (2)1.2.2 主要成分 (3)2 设计参数确定及材料选择 (3)2.1 设计参数确定 (3)2.1.1设计压力的确定 (3)2.1.2 设计温度的确定 (3)2.1.3 工作介质性质确定 (3)2.1.4 压力容器类别 (4)2.2 材料选择 (4)2.2.1 筒体、封头材料选择 (4)2.2.2 附件材料选择 (4)3 结构设计 (4)3.1 设计厚度计算 (4)3.1.1 液柱静压力计算 (4)3.1.2 筒体设计厚度计算 (4)3.1.3 封头选型 (5)3.1.4 封头设计厚度计算 (5)3.2 基本尺寸设计 (5)3.2.1 设计结构草图 (5)3.3附件设计及选择 (6)3.3.1 接管法兰选型 (6)3.3.2 紧固件选配 (8)3.3.3 接管选型及校核 (10)3.3.4 垫片选配 (10)3.3.5 人孔选型 (12)3.3.6 盘管及其固定结构 (13)3.3.7 支座选型 (15)4 强度计算 (16)4.1 筒体应力校核 (16)4.2 封头应力校核 (17)4.3 支座应力校核 (19)5 焊接工艺评定,无损检测及压力试验 (20)5.1 焊接工艺评定 (20)5.1.1 焊接工艺评定一般过程 (20)5.1.2 预焊接工艺规程评定表 (21)5.2 无损检测 (31)5.2.1 基本检测 (31)5.2.2 重复检测 (31)5.3 压力试验 (31)5.3.1 试验介质 (31)5.3.2 试验压力 (31)5.3.3 应力校核 (31)5.3.4试验温度 (31)5.3.5 试验方法 (31)5.3.6 合格标准 (31)6.结论 (32)参考文献 (35)致谢 (36)1 引言1.1 储罐概述用于储存液体或气体的钢制密封容器即为钢制储罐[1],防腐储罐工程是石油、化工、粮油、消防、交通、冶金、国防等行业必不可少的、重要的基础设施,我们的经济生活总是离不开大大小小的钢制储罐,钢制储罐在国民经济发展中所起的重要作用是无可替代的。
一级建造师机电实务历年真题及答案(最终版)
2007年机电实务1精密、大型设备安装基础需要考虑减小基础振幅、减弱基础振动或控制基础沉降等,最适合采用基础是桩基础2机电设备安装中,(调整与试运转)是综合检验设备制造和设备安装质量的重要环节。
3输配电架空线路施工工序为:勘测定位、基础施工、(电杆组装、立杆、拉线施工、放线施工)等4热力管道安装时设置的坡度应与介质流向相同,以避免(发生噪声)。
5自动化仪表设备的取源部件在砌体和混凝土浇注体上安装时,最好的做法是:在砌筑或浇注同时埋入取源部件。
6空调制冷系统管道绝热施工应在(管道系统严密性检验后)进行。
7公安消防机构与其他单位共同核查工程实体是否符合经审核批准的消防设计的消防验收属于:现场检查。
8在建筑智能工程各系统中,能实现能源管理自动化,达到优化使用能源的系统是:建筑设备自动化系统。
9只是在由多台起重机共同抬吊某一设备时,才考虑:不均衡载荷。
10施工企业使用强制检定的计量器具,应向指定的计量检定机构申请:周期检定。
11特种设备安装、改造、维修竣工后,施工单位应在验收后30日内将有关技术资料移交:使用单位。
12设备安装中采用的各种计量和检测设备,应符合国家现行计量法规,精度等级不应低于(被检对象)的精度等级。
13负责焊接工艺评定,编制焊接作业指导书和焊接技术措施的焊接人员是:焊接技术人员。
14油断路器和六氟化硫断路器组装要求相同的是:同相各支持瓷套的法兰面宜在同一水平面上。
15垫铁把设备的重量传递给基础,同时通过调整厚度将设备找平,因此垫铁的放置方法:标准垫法、十字垫法和辅助垫法。
17按《压力管道设计单位资格认证与管理办法》将管道分类为:长输管道、公用管道和工业管道。
19吊装过程经常受风的影响,风载荷的计算要考虑的因素有:迎风面积、标准风压和风载体型系数。
20以焊接工艺评定报告为依据,结合焊接施工经验和实际焊接条件,可以编制:焊接工艺规程、焊接工艺卡和焊工作业指导书。
21需要对特种设备制造过程进行监督检验的特种设备有(压力容器、锅炉、起重机械和大型游乐设施)等22《机械设备安装工程施工及验收通用规范》对试运转规定,施工单位必须带负荷试运转的设备有(泵、风机、压缩机)等设备。
轻质油品储罐技术导则

中国石油天然气股份有限公司轻质油品储罐技术导则(征求意见稿)2011年12月前言在认真研究油品储运系统设计和运行规范的基础上,编制了《轻质油品储罐技术导则(征求意见稿)》。
编制小组认真研究有关轻质油品储罐的标准,力求以技术的规范和创新促进运行管理的本质安全:一是研究国内外相关标准规范,形成轻质油品储罐相关的安全设计要点;二是深入剖析储运系统典型事故案例,从设计到运行全过程提出针对性的措施;三是总结炼化企业行之有效的运行管理方法,纳入技术导则并进一步规范推广;四是分析油品储运系统操作和作业的安全风险,识别危险源,制定整改措施,规范和细化各个环节的技术指标和操作要求。
《轻质油品储罐技术导则(征求意见稿)》可以指导各生产企业从设计、施工、运行、检修等方面排查在役轻质油品储罐的安全隐患,也可以作为新建和改扩建油品储运系统的设计依据之一。
由于轻质油品储罐弱顶结构、进油口型式、防静电技术等研究工作尚未完成,编制时间仓促,本导则还存在不足之处,有待通过工程技术研究和生产实践进一步补充,希望各单位在使用过程中提出更多的宝贵意见,以便修改完善。
《轻质油品储罐技术导则》编制小组2011年12月《轻质油品储罐技术导则》编制小组组长:沈钢戴鑑何盛宝成员:刘杰邢颖春丁立海王强周敏于建宁章龙江黄阜生张鸿宋晓江刘军陈为民温铁民主编单位:工程建设公司大连设计分公司参编单位:寰球工程公司、华东设计分公司、石油化工研究院、安全环保研究院、大庆石化、大连西太平洋石化、大连石化、兰州石化、锦州石化主要起草人:杜云散王笑静田孝伟王涵张学恭刘博安玉亮白跃华娄仁杰吴秀敏王春明董树新李忠超贺兆伟关海若周才江吴宇朱爽邹政刘海燕阎安目次1 总则 (1)2 术语 (2)3 安全要点 (3)3.1 储罐选型 (3)3.2 工艺指标 (3)3.3 储罐结构 (4)3.4 安全设施 (6)3.5 仪表 (8)3.6 电气电信 (9)3.7 防雷 (10)3.8 防静电 (12)3.9 消防 (14)3.10 平面布置 (16)3.11 防火堤 (18)4 储罐施工与检验 (20)4.1 施工技术 (20)4.2 检查与验收 (20)5 储罐防腐 (22)6 储罐投用 (24)6.1 生产准备 (24)6.2 中间交接 (24)6.3 投用前安全检查 (25)6.4 投用过程 (26)7 运行管理 (27)7.1 物料性质指标与控制 (27)7.2 工艺指标及要求 (28)7.3 单项操作 (30)7.4 氮封管理 (31)7.5 管线吹扫置换 (32)7.6 日常监测 (33)7.7 防雷防静电 (33)8 清罐作业 (36)8.1 清罐作业原则 (36)8.2 退油置换 (36)8.3 界面管理 (38)8.4 机械清罐 (38)9 检维修管理 (40)9.1 检修周期 (40)9.2 检修内容 (40)9.3 检维修作业规程 (43)9.4 检修与质量管理 (43)9.5 验收管理 (44)10 应急管理 (46)10.1 应急预案 (46)10.2 应急演练 (48)10.3 三级防控 (49)10.4 安全教育 (51)11 附则 (52)引用标准名录 (53)条文说明 (54)1总则1.0.1为加强轻质油品储罐的生产技术管理,保证安全生产,特制定本技术导则。
API STD 620-2002 大型焊接低压储罐 设计与建造 中文版介绍

大型焊接低压储罐设计与建造API标准6202002年2月第十版美国石油学会翻译:段艳校对:王国平特别声明API各种出版物仅针对一般性质问题。
涉及特定情况时,应查阅地方的、州的和联邦政府的法律与条例。
API不为雇主、制造商或供应商承担对他们的雇员的健康、安全风险以及预防措施进行告诫、训练或设备方面的义务,也不承担他们在地方的、州的或联邦的法律下的责任。
涉及到特殊材料和情况的有关安全、健康风险以及预防措施的信息应由雇主、制造商或材料供应商提供,或从材料安全数据单上得到。
任何API出版物的内容不能以含蓄的或其它的方式解释为授予任何权利去制造、销售或使用任何专利证书包括的方法、设备或产品。
本出版物中的任何内容也不能解释为开脱任何人侵犯专利证书所授权利应负担的责任。
通常,API标准至少每五年进行一次复审,并进行修订、重新认定或撤销,有时,这个复审周期可延长一次,最多两年。
作为现行API标准,本出版物从出版之日起的有效期不超过五年,除非再版时授权延长其有效期。
本出版物的状况可从API编辑部(电话(202)682-8000)查明。
API(1220 L St.,N.W.,Washington,D.C.20005)每年出版出版物和资料目录,每季更新。
本文件是在API标准程序下制订出的,这一标准程序保证了在发展过程中的适当的通知和参与,并被制订为API标准。
涉及到本标准或注解的内容的释意的问题和涉及到本标准发展下程序的问题应直接写信向编辑部编辑询问(标识在本文件标题页)(American Petroleum Institute,1220 L Street ,N.W.,Washington,D.C.20005)。
发布美国石油协会(API)推荐作法,是为了便于已被验证的、良好的工程技术和操作方法的广泛利用。
这些推荐作法无意排除对譬如应在何时何地采用这些推荐作法所需的正确判断。
API推荐作法的制订和发布,无意以任何形式限止任何人采用其它的作法。
初级焊工教程ppt课件

37
欢迎进入-焊接培训
对电源调节特性的要求
A
B
当弧长一定时,每一条电源外特性曲线和电弧静特性曲线有两个交点A和B,只有一个稳定工作点B 要求弧焊电源能通过调节,得出不同的电源外特性曲线,即要有良好的调节特性
38
欢迎进入-焊接培训
什么叫控制?就是一个闭环反馈系统。 如何控制? 1、建立标准(什么是合格)
2、现场采集数据(如何采集,如何传递)
3、比对,出结果(数据与标准)
4、结果合格,继续
5、结果不合格呢?采取措施控制
6、再采集数据比对,直到工作结束
例如:焊缝宽度控制
11
欢迎进入-焊接培训
焊后处理
为确保或恢复焊接接头性能而采取的措施 受力构件的脱氢处理?防冷裂纹。
33
欢迎进入-焊接培训
对空载电压的要求
电弧燃烧的稳定性
经济性
安全性
34
欢迎进入-焊接培训
对短路电流的要求
Iwd=(1.25~2.0)I
引影响短路时熔滴过渡及焊接时飞溅的大小: 过小熔滴过渡不易,不适合空间全位置焊接; 过大,熔滴过渡时冲击熔池的冲击力太大,飞溅大
35
欢迎进入-焊接培训
对电源外特性的要求
到德克撒斯的直径为8英寸,长达140英里的原油输送管线的铺
设工作。
1923 世界上第一个浮顶式储罐(用来储存汽油或其他化工品)建成;1924 Magnolia 气体公司使用氧乙炔焊接技术建成了14英里长的全焊
其优点是由焊接而成的浮顶与罐壁组成象望远镜一样可升高或
结构的天然气管线
降低的储罐,从而可以很方便的改变储罐的体积
质量管理三级文件工艺部分

第 2 页共 5 页
第 3 页共 5 页
第 4 页共 5 页
第 5 页共 5 页
第 4 页共 8 页
平焊法兰的下料,内外圆和厚度方向都应留加工余量,当图样和工艺文件没有规定加工余量数值时,可按表五和图四,根据不同制造方法,留加工余量。
当采用煨制方法时,下料长度需加3倍法兰宽度的卡头量。
当法兰毛坯厚度H>60毫米时,需采用锻制法兰或采用锻条煨制。
图四
筒体上开孔与号线的规定
3.7.1 按各筒节中心线(在最上端位置)吊下面中心线,在找出左、右两边中心线,使四
≥10
0.1S+1 且≯6mm
第 5 页共 6 页图六
第 6 页共 6 页
第 1 页共 2 页
第 2 页共 2 页
第 1 页共 1 页。
焊接质量控制

焊接原材料因素焊接生产所使用的原材料包括母材、焊接材料(焊条、焊丝、焊剂,保护气体)等,这些材料的自身质量是保证焊接产品质量的基础和前提。
为了保证焊接质量,原材料的质量检验很重要。
在生产的起始阶段,即投料之前就要把好材料关,才能稳定生产,稳定焊接产品的质量。
在焊接质量管理体系中,对焊接原材料的质量控制主要有以下措施:(1)加强焊接原材料的进厂验收和检验,必要时要对其理化指标和机械性能进行复验。
(2)建立严格的焊接原材料管理制度,防止储备时焊接原材料的污损。
(3)实行在生产中焊接原材料标记运行制度,以实现对焊接原材料质量的追踪控制。
(4)选择信誉比较高、产品质量比较好的焊接原材料供应厂和协作厂进行订货和加工,从根本上防止焊接质量事故的发生。
总之,焊接原材料的把关应当以焊接规范和国家标准为依据,及时追踪控制其质量,而不能只管进厂验收,忽视生产过程中的标记和检验。
相互依赖,不能忽视或偏废任何一个方面。
在焊接质量管理体系中,对影响焊接工艺方法的因素进行有效控制的做法是:(1)必须按照有关规定或国家标准对焊接工艺进行评定。
(2)选择有经验的焊接技术人员编制所需的工艺文件,工艺文件要完整和连续。
(3)按照焊接工艺规程的规定,加强施焊过程中的现场管理与监督。
(4)在生产前,要按照焊接工艺规程制作焊接产品试板与焊接工艺检验试板,以验证工艺方法的正确性与合理性。
还有,就是焊接工艺规程的制定无巨细,对重要的焊接结构要有质量事故的补救预案,把损失降到最低。
对各种焊接工艺方法的重要因素和补加因素的5.环-----环境因素在特定环境下,焊接质量对环境的依赖性也是较大的。
焊接操作常常在室外露天进行,必然受到外界自然条件(如温度,湿度、风力及雨雪天气)的影响,在其它因素一定的情况下,也有可能单纯因环境因素造成焊接质量问题。
所以,也应引起一定的注意。
在焊接质量管理体系中,环境因素的控制措施比较简单,当环境条件不符合规定要求时,如风力较大,风速大于四级,或雨雪天气,相对湿度大于90%,可暂时停止焊接工作,或采取防风、防雨雪措施后再进行焊接,在低气温下焊接时,低碳钢不得低于-20℃,普通合金钢不得低于-10℃,如超过这个温度界限,可对工件进行适当的预热。
400立方米球罐毕业设计
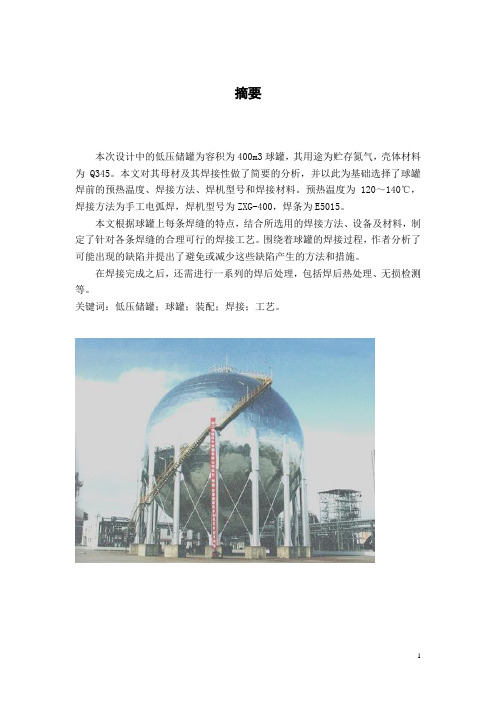
摘要本次设计中的低压储罐为容积为400m3球罐,其用途为贮存氮气,壳体材料为Q345。
本文对其母材及其焊接性做了简要的分析,并以此为基础选择了球罐焊前的预热温度、焊接方法、焊机型号和焊接材料。
预热温度为120~140℃,焊接方法为手工电弧焊,焊机型号为ZXG-400,焊条为E5015。
本文根据球罐上每条焊缝的特点,结合所选用的焊接方法、设备及材料,制定了针对各条焊缝的合理可行的焊接工艺。
围绕着球罐的焊接过程,作者分析了可能出现的缺陷并提出了避免或减少这些缺陷产生的方法和措施。
在焊接完成之后,还需进行一系列的焊后处理,包括焊后热处理、无损检测等。
关键词:低压储罐;球罐;装配;焊接;工艺。
目录前言 (5)1球罐的概况 (7)1.1主要技术参数 (7)1.2结构形式图 (7)1.3壳体材料分析 (8)1.4球罐的主要焊接缺陷 (8)2焊接初步分析 (10)2.1焊接性分析 (10)2.2 Q345钢在焊接时易出现的问题 (10)2.3焊接方法的选择 (8)2.4焊接材料的选择 (8)2.5施焊环境 (8)2.6焊工资格 (11)3焊前准备 (12)3.1焊条的干燥和选择 (12)3.2焊接电流的选择 (12)3.3焊接速度 (13)3.4电弧电压 (13)3.5焊接层数的选择 (14)3.6坡口形式 (14)3.7焊机的选择 (14)3.8焊前预热 (14)4球罐的装配 (15)4.1球罐的组装方法 (15)4.2球罐零部件复验 (16)4.3壳板定位块及吊点的布置和焊接 (16)4.4操作脚手架形式 (16)4.5球壳板的组装过程及组装后球罐的调整 (17)5焊接操作 (18)5.1预制片组装焊接 (18)5.2定位焊 (19)5.3球罐的焊接顺序 (20)5.4焊缝的焊接工艺 (20)6焊后处理和焊后检验 (22)6.1焊后球罐整体热处理 (22)6.2焊后检验 (22)总结 (23)致谢 (24)参考文献 (25)前言随着锅炉、压力容器和管道工作参数的大幅度提高及运用领域的不断扩展,对焊接技术提出了愈来愈高的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
从图中可以看出,6mm的Q235B钢的碳当量在I区,焊 接性优良,不需要预热和焊后消除应力热处理。
THANK YOU
概念及其内容
BUSINESS LIST
影响因素及判断方法
ABOUT
01
US
焊接性是指材料在规定的施焊条 件下焊接成设计要求所规定的构件并 满足预定服役要求的能力。焊接性好 的金属,焊接接头不易产生裂纹、气 孔和夹渣缺陷,而且有较高的力学性 能,代表了金属材料对焊接加工的适 应性。焊接性包括使用焊接性和工艺 焊接性。
3.结构因素:结构设计形式和焊接接头形式,主要影响应力的
分布状态从而影响焊接性。
4.使用条件:焊接结构的工作温度、负载条件、工作介质等。
ABOUT
01
US
金属材料焊接性的分析与评定
一、间接判断法
一般不需要焊接,只需对产品 使用的材料做化学成分、金相组 织或力学性能的试验分析与测定, 根据结果和经验推测材料的焊接 性。
Q235B的化学成分和力学性能
BUSINESS
01
LIST
Q235B钢属于低碳钢,焊接性分析一般采用碳当量法, 根据它的化学成分和力学性能,一般采用美国焊接学会 (AWS)推荐的碳当量公式:
BUSINESS
01
LIST
将Q235B的化学成分代入公式计算得到碳当量为:
BUSINESS
01
LIST
BUSINESS
01
LIST
4.利用金属材料的化学性能分析
化学性质比较活跃的金属,在焊接条件下极 易被氧化,有些金属材料甚至对氧、氮、氢等气 体都极为敏感,焊接这些材料是需要采取惰性气 体保护焊在真空中焊接等方法,有时甚至在焊缝 背面也要进行保护。
ABOUT
01
US
BUSINESS
01
LIST
二、直接判断法
一种是模拟实际焊接条件, 考察是否产生焊接缺陷,根 据结果直接评价;还一种是 直接在实际产品上进行焊接 性实验。
BUSINESS
01
LIST
1.碳当量法
钢材的化学成分与焊接热影响区的淬硬及冷裂 纹倾向有直接的关系,因此可以根据钢材的化学成 分来间接分析和判断其对冷裂纹的敏感性。
2.焊接冷裂纹敏感指数法
焊接冷裂纹敏感指数不仅包含了母材的化学成 分,又考虑了熔覆金属含氢量与拘束与拘束条件的 作用。
ABOUT
01
US
3.利用金属材料的物理性能分析
金属材料的熔点、热导率、线胀系数、比热容 和密度等物理性能,对哈尼额热循环、熔池冶金过 程、结晶与相变过程等都有明显的影响。
热导率--在单位时间内经单位导热面所传递的热量。 线胀系数--固态物质的温度改变1度时,其长度的变化 与它在0度时的长度之比,用α表示。 比热容--它指单位质量的某种物质升高或下降单位温 度所吸收或放出的热量。
ABOUT
01
US
金属材料焊接性的影响因素
使用条件 材料因素.
结构因素 工艺因素
ABOUT
01
US
1.材料因素:焊接时参与冶金反应和发生组织变化的所有材料。 2.工艺因素:焊接方法对焊接性的影响主要表现在两个方面
(1)热源特点:直接影响焊接热循环的主要参数,从而影响接 头的组织和性能。 (2)保护方式:直接影响冶金过程,从而影响焊缝金属的质量 和性能。 Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nam viverra euismod odio, gravida
pellentesque urna varius vitae. Sed dui lorem, adipiscing in adipiscing et, interdum nec metus. Mauris ultricies, justo eu convallis placerat, felis enim ornare nisi.