车削刀具选择
数控机床选用合适加工刀具的建议

数控机床选用合适加工刀具的建议数控机床是现代制造业中广泛应用的一种关键设备,它的高效性和精度要求对加工刀具的选用提出了更高的要求。
正确选择合适的加工刀具可以提高生产效率、提高产品质量,并降低生产成本。
本文将就数控机床选用合适加工刀具的建议进行探讨。
首先,需要根据具体加工任务的要求来确定所需的加工刀具。
不同的加工任务对加工刀具的要求各有不同,如钻孔、镗孔、铣削、车削等。
因此,在选用加工刀具之前,我们需要明确加工任务的类型、材料和尺寸等信息。
比如对于切削工序,需要根据被切材料的硬度、粘附性和切削深度等因素来选择合适的刀具。
其次,需要考虑加工刀具的工艺参数。
工艺参数包括切削速度、进给速度和切削深度等,这些参数对于加工结果起到至关重要的作用。
合理的工艺参数可以提高切削效率,减少切削力,同时也可以提高切削表面的质量。
因此,在选用加工刀具时,需要根据具体的工艺参数来选择刀具的刀片材料、刃角以及刀具的涂层等因素。
此外,还需考虑加工刀具的耐用性和生命周期成本。
数控机床通常是长时间运行的,因此需要选择具有较高耐磨性和稳定性的加工刀具,以延长刀具的寿命和减少更换频率。
同时,生命周期成本也是一个重要的考虑因素,我们需要综合考虑刀具的购买成本、刃磨和再涂层的成本等因素,以选择性价比较高的加工刀具。
此外,还需考虑数控机床的刀座和刀具的匹配性。
数控机床的刀座与刀具直接相关,其稳定性和精度对加工结果有着重要影响。
因此,在选用加工刀具时,需要确保刀具与刀座的匹配性,并进行必要的调整和校正。
最后,需要考虑加工刀具供应商的信誉和服务。
一个可靠的供应商可以提供高品质的加工刀具,并提供技术支持和售后服务。
我们应该选择那些有着良好信誉的供应商,并与他们建立长期的合作关系,以确保能够及时获取到合适的加工刀具。
综上所述,正确选择合适的加工刀具对于数控机床的运行效率和加工质量具有重要影响。
在选择加工刀具时,我们需要考虑具体加工任务的要求,工艺参数,耐用性和生命周期成本,刀座和刀具的匹配性,以及供应商的信誉和服务等因素。
车刀种类和角度选择原则详解
车刀不对准工件中心对角度的影响
五、车刀刃磨
无论硬质合金车刀(焊接)或高速钢 车刀,在使用之前都要根据切削条 件所选择的合理切削角度进行刃磨 ,一把用钝了的车刀,为恢复原有 的几何形状和角度,也必须重新刃 磨。
重 要 性
三分手艺、七分刀 徒弟的手、师傅的刀
1.磨刀步骤(图a~d)
⑴磨前刀面 把前角和刃倾角磨正确。 ⑵磨主后刀面 把主偏角和主后角磨正确。 ⑶磨副后刀面 把副偏角和副后角磨正确。 ⑷磨刀尖圆弧 圆弧半径约0.5~2mm左右。 ⑸研磨刀刃 车刀在砂轮上磨好以后,再用油石加些机油研磨车 刀的前面及后面,使刀刃锐利和光洁。这样可延长车刀的使用寿命。 车刀用钝程度不大时,也可用油石在刀架上修磨。硬质合金车刀可 用碳化硅油石修磨。
前角γo
——在主切削刃选定点的正交平面po内, 前刀面与基面之间的夹角
。
后角αo
——在正交平面po内,主后刀面与切削 平面之间的夹角。
主偏角κr
——主切削刃在基面上的投影与进给方 向的夹角。
刃倾角λs ——在切削平面ps内,主切削刃与 基面pr的夹角。
其他角度:
副前角γoˊ、 副后角αoˊ、 副偏角κrˊ、 刃倾角λsˊ
3.主偏角、副偏角的选择 (1)主偏角的选择 A、主偏角κr的增大或减小对切削加工有利的一 面 在背吃刀量ap与进给量f 不变时,主偏角κr减小 将使切削厚度hD减小,切削宽度bD增加,参加 切削的切削刃长度也相应增加,切削刃单位长度 上的受力减小,散热条件也得到改善。 主偏角κr减小时,刀尖角增大,刀尖强度提高, 刀尖散热体积增大。 所以,主偏角κr减小,能提高刀具耐用度。
(4)良好的工艺性和经济性
车刀的牌号及对应用途

车刀的牌号及对应用途车刀是一种用于车削加工的刀具,广泛应用于各种机械制造领域。
根据不同的加工要求和材料特性,车刀有多种不同的牌号和对应的用途。
下面将介绍几种常见的车刀牌号及其对应的应用领域。
1. TCMT(三角形刀片)TCMT刀片是一种常见的车刀,以其高效的切削性能和较长的使用寿命而受到广泛应用。
TCMT刀片的主要应用领域包括钢、铸铁、不锈钢、高温合金等材料的外圆车削和切槽加工。
其特点是刃翼角度合适,切削力稳定,可实现较高的切削速度,提高生产效率。
2. CCMT(菱形刀片)CCMT刀片是一种常用的车削刀片,适用于钢材、铸铁、不锈钢等材料的内外圆车削、切槽和纵切加工。
CCMT刀片具有较好的刚性和切削刃的稳定性,刃翼角度适中,可实现较高的切削深度和切削速度。
3. CNMG(菱形刀片)CNMG刀片是一种常见的车刀,适用于钢材、铸铁、不锈钢等材料的外圆车削和切槽加工。
CNMG刀片具有较强的硬度和刚性,可在较高的切削速度下实现较大的切削深度和切削力。
4. VNMG(菱形刀片)VNMG刀片是一种适用于加工铸件、钢铁和不锈钢的车刀刀片。
VNMG刀片具有较大的刃翼角度和较高的刚性,适合进行加工粗糙度要求较高的零件,如汽车发动机缸套等。
5. WNMG(菱形刀片)WNMG刀片是一种适用于加工钢、不锈钢和铸铁的车刀刀片。
WNMG刀片具有较大的刃翼角度和较高的刚性,适合进行中等加工精度要求的零件车削加工。
此外,还有其他一些牌号的车刀也有各自的应用领域,如:SNMG(正六角刀片)适用于加工高温合金和钢材,TNMG(三角形刀片)适用于加工铸件、钢材和不锈钢等。
综上所述,车刀的牌号和用途是根据不同的材料和加工要求而确定的。
不同牌号的车刀具有不同的刃翼角度、刚性和硬度等特点,可以满足不同工件加工的需求。
在选择车刀时,需要根据具体的加工工艺要求和材料特性来选择合适的车刀牌号,以提高加工效率和产品质量。
刀具的选择

刀具的选择,如何选择刀具1.豆丁网址:刀具的选择原则2.(1)尽可能选择大的刀杆横截面尺寸,较短的长度尺寸进步刀具的强度和刚度,减小刀具振动;3.(2)选择较大主偏角(大于75°,接近90°);粗加工时选用负刃倾角刀具,精加工时选用正刃倾角刀具;4.(3)精加工时选用无涂层刀片及小的刀尖圆弧半径;5.(4)尽可能选择标准化、系统化刀具;6.(5)选择正确的、快速装夹的刀杆刀柄。
7. 2.选择车削刀具的考虑要点8.数控车床一般使用标准的机夹可转位刀具。
机夹可转位刀具的刀片和刀体都有标准,刀片材料采用硬质合金、涂层硬质合金等。
9.数控车床机夹可转位刀具类型有外圆刀、端面车刀、外螺纹刀、切断刀具、内圆刀具、内螺纹刀具、孔加工刀具(包括中心孔钻头、镗刀、丝锥等)。
10.11.首先根据加工内容确定刀具类型,根据工件轮廓外形和走刀方向来选择刀片外形(如图所示)。
主要考虑主偏角,副偏角(刀尖角)和刀尖半径值。
12.13.14.可转位刀片的选择:15.(1)刀片材料选择:高速钢、硬质合金、涂层硬质合金、陶瓷、立方碳化硼或金刚石。
16.(2)刀片尺寸选择:有效切削刃长度、主偏角等。
17.(3)刀片外形选择:依据表面外形、切削方式、刀具寿命等。
18.(4)刀片的刀尖半径选择19.1)粗加工、工件直径大、要求刀刃强度高、机床刚度大时选大刀尖半径值。
20.2)精加工、切深小、细长轴加工、机床刚度小选小刀尖半径值。
21.3.选择铣削刀具的考虑要点22.在数控铣床上使用的刀具主要立铣刀、面铣刀、球头刀、环形刀、鼓形刀和锥形刀等。
如图所示。
常用到面铣刀、立铣刀、球头铣刀和环形铣刀。
除此以外还有各种孔加工刀具,如钻头(锪钻、铰刀、丝锥等)镗刀等。
23.面铣刀(也叫端铣刀)如图所示,面铣刀的圆周表面和端面上都有切削刃。
面铣刀多制成套式镶齿结构和刀片机夹可转位结构,刀齿材料为高速钢或硬质合金,刀体为40Cr。
24.立铣刀如图所示,立铣刀是数控机床上用得最多的一种铣刀。
刀具及切削参数选择
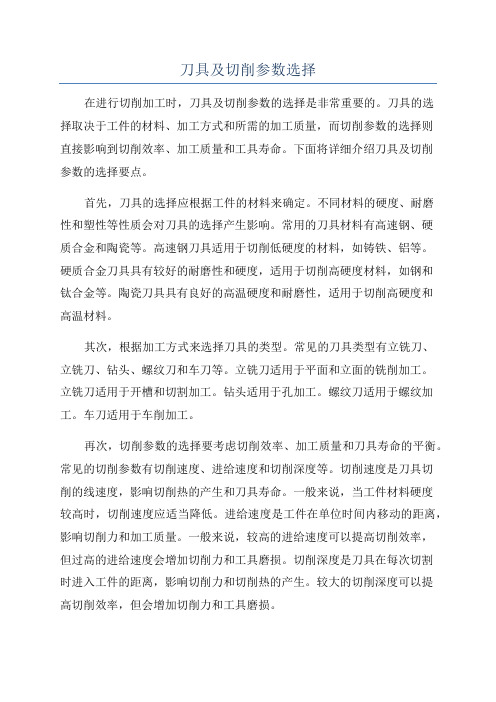
刀具及切削参数选择在进行切削加工时,刀具及切削参数的选择是非常重要的。
刀具的选择取决于工件的材料、加工方式和所需的加工质量,而切削参数的选择则直接影响到切削效率、加工质量和工具寿命。
下面将详细介绍刀具及切削参数的选择要点。
首先,刀具的选择应根据工件的材料来确定。
不同材料的硬度、耐磨性和塑性等性质会对刀具的选择产生影响。
常用的刀具材料有高速钢、硬质合金和陶瓷等。
高速钢刀具适用于切削低硬度的材料,如铸铁、铝等。
硬质合金刀具具有较好的耐磨性和硬度,适用于切削高硬度材料,如钢和钛合金等。
陶瓷刀具具有良好的高温硬度和耐磨性,适用于切削高硬度和高温材料。
其次,根据加工方式来选择刀具的类型。
常见的刀具类型有立铣刀、立铣刀、钻头、螺纹刀和车刀等。
立铣刀适用于平面和立面的铣削加工。
立铣刀适用于开槽和切割加工。
钻头适用于孔加工。
螺纹刀适用于螺纹加工。
车刀适用于车削加工。
再次,切削参数的选择要考虑切削效率、加工质量和刀具寿命的平衡。
常见的切削参数有切削速度、进给速度和切削深度等。
切削速度是刀具切削的线速度,影响切削热的产生和刀具寿命。
一般来说,当工件材料硬度较高时,切削速度应适当降低。
进给速度是工件在单位时间内移动的距离,影响切削力和加工质量。
一般来说,较高的进给速度可以提高切削效率,但过高的进给速度会增加切削力和工具磨损。
切削深度是刀具在每次切割时进入工件的距离,影响切削力和切削热的产生。
较大的切削深度可以提高切削效率,但会增加切削力和工具磨损。
此外,还应考虑冷却润滑剂的选择和使用。
合适的冷却润滑剂可以降低切削热的产生,减小工具磨损,提高加工质量。
综上所述,刀具及切削参数的选择需要考虑工件材料、加工方式和所需加工质量。
合理选择刀具类型和切削参数可以提高切削效率、加工质量和工具寿命。
在实际应用中,还需要根据具体情况进行调整和优化。
车刀的分类和选择

车刀的分类和选择车刀是机械车床上常用的切削工具之一,它对加工效率和加工质量都有重要影响。
选择适合的车刀分类和类型对于提高加工效率、降低切削成本至关重要。
本文将介绍车刀的分类和选择方法,帮助读者更好地理解和应用车刀。
一、车刀的分类根据车刀的结构和用途,可以将车刀分为以下几类:1. 工具刀片:广义上的车刀,通常由刀柄和刀片组成。
刀柄负责固定刀片,刀片进行切削工作。
工具刀片多用于外圆和内圆粗加工,适用于不同材料的车削操作。
2. 特殊刀片:用于特殊形状的车削。
如内外圆刀片、角刀片等。
特殊刀片适用于需要切削复杂外形的工件,提供更好的切削质量和加工精度。
3. 超硬刀片:采用高硬度材料制成的刀片,如金刚石、立方氮化硼等。
超硬刀片具有较高的硬度和耐磨性,适用于加工硬质材料如铸铁、合金钢等。
4. 镗刀:用于车削大孔径和参考表面。
镗刀采用特殊设计,能够提供更高的刚性和稳定性,适用于大直径工件和高精度加工。
5. 切断刀片:用于切断工件的刀片,有直刃和曲刃两种形式。
切断刀片适用于金属材料的切割,如车削工件的分离和切除。
二、车刀的选择选择适合的车刀是提高车削加工效率的关键。
以下是选择车刀时应考虑的因素:1. 加工材料:根据工件材料的不同,选择不同材质和刀片类型的车刀。
对于铸铁、不锈钢等材料,可选择高速钢刀片;对于合金钢、钛合金等硬材料,应选择超硬刀片。
2. 加工工艺:根据不同的车削工艺,选择合适的车刀类型。
对于粗车、精车和薄层车削等工艺,可以选择不同切削参数和刀片结构的车刀。
3. 切削条件:根据切削深度、进给速度和切削速度等切削条件,选择适合的刀片形状和材料。
对于大切削深度和高切削速度的加工,应选择具有高硬度和耐磨性的刀片。
4. 加工精度:根据对加工精度的要求,选择合适的刀片精度和结构。
如果需要高精度的加工,应选择刀片精度高、几何形状复杂的刀片。
5. 经济性:根据加工成本和刀具寿命,选择经济合理的车刀。
应选用具有长寿命和更换成本低的刀具,以优化切削成本。
车削切削用量选取参考表
三、按表面粗糙度选择进给量的参考值
工件材料
粗糙度等级(Ra)
切削速度(m/min)
刀尖圆弧半径
0.5
1
2
进给量f mm/r
碳钢及合金碳钢
10~5
≤50
0.3~0.5
0.45~0.6
1
0.3
1.1
0.3
—
—
—
—
>18~30
1
0.3
1
0.3
1.1
0.3
1.3
0.4
1.4
0.4
—
—
>30~50
1.1
0.3
1
0.3
1.1
0.4
1.3
0.5
1.5
0.6
1.7
0.6
>50~80
1.1
0.3
1.1
0.4
1.2
0.4
1.4
0.5
1.6
0.6
1.8
0.7
>80~120
1.1
0.4
1.2
0.4
1.2
铸铁及铜合金
16×25
40
0.4~0.5
—
—
—
—
60
0.6~0.8
0.5~0.8
0.4~0.6
—
—
100
0.8~1.2
0.7~1
0.6~0.8
0.5~0.7
—
400
1~1.4
1~1.2
0.8~1
0.6~0.8
浅述数控车削加工中刀具和切削液的选择
3
洲
岫或动 物 形成跆
车削精密螺皱
1切 断 刀; 9 " 刀 ;_ 0右偏 刀 ; 弯头 车 一 2 0左偏 - 39。 4 - 刀 ; 直头车 刀 ; 成 形车 刀;一 5 一 6 一 7 宽刃精车 刀;一 8 外螺纹 车刀 ; 端 面车刀 ; 一 9 一 1 内螺纹 车刀 ;1 0 1一 内槽车刀 ;2 通孔车刀 ;3 盲孔车刀 1_ 1一 图 3常用车刀类型 袁 1常用车刀的基本 用途
示
乳化油 ,用 4  ̄S 0 O倍的水稀释而成, 车削、钻孔 冷却和清洗性能好 轧{ 也液 2 )以矿物油为主,少量 表面话性剂的 车削 、攻螺纹 乳化油,用 1 ~2 O 0倍的水稀释而成 , 冷却和润滑性能好 3 、在乳化液中加^极压添加剂 高速车削
、
钻孔
1 )矿 2 . 1切削液 的作用 2 .冷却作 用 .I 1 切 削液 可以将 切削过程 中所产生 的热量迅 速地 从切 削区带走 , 切削温度降低 。 使 切削液 的 流动 性越好 , 、 系数 和汽化热等 参数越 比热 导热 高, 则冷却性能越好 。 2 . 滑作用 .2润 1 切 削液能在刀具的前后刀面 与工 件之间形 成一 层润滑薄膜 , 以避 免刀具与工件 或切屑 可 间的直接接触 , 减轻摩擦 和黏结程度 , 因而可减 轻刀具 的磨 损 , 高工件 表面的加工质量。 提 其润 滑性 能取决于切削液 的渗透能力 、 形成 润滑膜 的能力 和强度 。 2- 1 3清洗作用 切 削液 可以冲走切 削 区域和 机床上的细碎 切屑 和脱落的磨粒 , 而避免切屑时黏 附刀具 、 从 堵塞排 屑和划 伤已加 工表面 。 因此 , 要求切削液 有 良好 的流动性 ,并且在 使用时有足够 大的压 力和流 量。 2. .4防锈作用 1 为减轻 工件 、 刀具和机床受周 围介质 ( 如空 气、 水分等 ) 的腐蚀 , 要求切 削液 具有 一定 的防 锈作用 。 防锈作 用的好坏 , 取决于切削液本身 的
机床刀具的正确选择与使用方法
机床刀具的正确选择与使用方法在机床加工过程中,刀具的选择和使用是至关重要的。
一个合适的刀具不仅可以提高加工质量和效率,还能延长机床的使用寿命。
因此,了解机床刀具的正确选择和使用方法对于提高加工效率具有重要意义。
一、刀具的选择1. 根据加工材料选择刀具材质不同的加工材料需要选择不同的刀具材质,以确保加工效果。
通常情况下,硬度较高的工件应选用硬质合金刀具,而对于较软的材料,则可选择高速钢刀具。
此外,还需要考虑工件的导热性、韧性等因素,综合选择最适合的刀具材质。
2. 根据切削条件选择刀具类型在确定了刀具材质后,需要根据具体的切削条件选择刀具类型。
例如,对于高速切削,可以选择高速钢或硬质合金刀具;而对于深孔加工,则需要选择特殊的深孔钻刀具。
因此,在选择刀具时,需要充分考虑切削条件,以确保刀具能够正常工作。
3. 根据加工要求选择刀具形状不同的加工要求需要选择不同形状的刀具。
例如,对于铣削加工,可选择平底刀、球头刀等不同形状的铣刀;而对于车削加工,则可以选择内外圆刀具等。
因此,在选择刀具时,需要根据具体的加工要求来确定刀具的形状。
二、刀具的使用方法1. 切勿超负荷使用刀具刀具在工作时会受到一定的负荷,如果超负荷使用,容易导致刀具磨损过快甚至断裂。
因此,在使用刀具时,需要根据切削条件合理设置切削参数,避免超负荷使用刀具。
2. 定期检查刀具状态刀具在使用过程中会出现磨损,因此需要定期检查刀具状态。
一旦发现刀具磨损严重或者出现其他异常情况,应及时更换或修磨刀具,以确保刀具的正常使用。
3. 注意刀具的保养刀具在使用过程中需要定期进行清洁和保养,以延长刀具的使用寿命。
在清洁时,应使用专用清洁剂擦拭刀具表面,防止刀具受到腐蚀。
同时,在使用完毕后,应将刀具储存在干燥通风的环境中,避免受潮生锈。
总结:正确选择和使用机床刀具对于提高加工效率和质量具有重要意义。
通过根据加工材料选择刀具材质、根据切削条件选择刀具类型、根据加工要求选择刀具形状等方法,能够有效提高刀具的使用效率和寿命。
山特维克车削理论及车刀选择
/April 20, 2006
3
车削中的常用公式
πx D x n Vc = 1000 Q = Vc x ap x fr
VC(线速度)
Vc和n的关系
/April 20, 2006
4
车削三要素与刀具寿命
1. 切深增加 切深增加50%刀片磨损增加 刀片磨损增加 20%。 。 2. 走刀量增加 走刀量增加20%刀片磨损增加 刀片磨损增加 20%; ; 3. 切削速度增加 切削速度增加20%刀片磨损增 刀片磨损增 加50%; ;
16
切削刃的强化
负刃带提高了切削刃的强度
负刃带提高了切削刃的强度,但会产生更高的切削力
/April 20, 2006
17
刀片前角
正前角和负前角切削作用
刀片前刃面与通过工件轴线的水平面之间的夹角
/April 20, 2006
18
CVD 涂层的热裂纹
涂层 基体
涂层过程中 CVD coating
冷却中
6.0
3.0
1.5
1.0
0.5
进给量 fn (mm/rev)
0.1
/April 20, 2006
0.2
0.3
15
0.4
0.5
0.6
切削刃的强化
通过圆角处理获得最终的微观槽形
在涂层之前进行ER处理(切削刃倒圆),并获得切削刃的最终形 状(微观槽形) W / H之间的关系取决于具体应用
/April 20, 2006
1. Vc: m/min 米/分钟 分钟 2. ap: mm 毫米 3. fr(fn): mm/r 毫米 转 毫米/转
/April 20, 2006 2
切屑形状与切削参数的对应关系
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车削刀具的选择
材料一般分为7种类型,为简化问题,这里分为三类。
l 第一类为要求使用锋利的正前角切削刃进行切削的材料。
它包括高温合金、钛合金、铝材、塑料和其他非铁金属以及奥氏体不锈钢。
锋利的切削刃能防止这些材料的工作硬化。
例如,锋利的切削刃允许使用高的切削速度和进给量,并能整齐地切断硅铝合金而不会留下卷边。
同样它也适合于大多数非金属材料(如塑料、尼龙和其他软的免于加工的材料)。
第二类为要求使用零前角或负前角切削刃进行切削的材料。
它包括标准的碳钢、合金钢和铸铁。
零前角或负前角可以增加切削刃的强度,并允许采用更大的进给速度以及防止断续切削时切削刃的破坏。
对于大多数产生连续长切屑的材料,应采用这种零前角或负前角的刀具,它也是工业生产中最经常使用的类型。
第三类包括那些要求使用带断屑器的刀具进行加工的材料,断屑器的类型将在后面讨论。
这些材料在正常的切削速度和进给率条件下,将产生丝状的长切屑,如轴承工业中使用的52100#钢和其他高等级钢
我们在选择刀具的时候首先要了解加工材料的
机床在加工时通常要求使用断屑器。
当用低的额定进给速度加工软的低碳钢和合金钢时,通常会产生不希望出现的长切屑,因此要求操作者经常停机来清除切屑。
这样将降低生产率并危及操作者,因为这些切屑是非常锋利的。
采用非常低的切削速度加工一些种类的高温合金时,也会产生同样的问题。
螺纹加工车刀
螺纹车削的要求要高于普通车削操作。
切削力一般较高,螺纹刀片的切削端部半径较小,比较薄弱。
在螺纹加工中,进给速度必须与螺纹的节距精确对应。
对于节距为8螺纹/英寸(tpi)的情况,刀具必须以8转/英寸或者0.125英寸/转的进给速度前进。
与普通车削应用(其中典型的进给速度大约为0.012ipr)相比,螺纹车削的进给速度要高出10倍。
螺纹加工刀片刀尖处的作用力可能要高100~1,000倍。
选螺纹刀的关键:最主要是螺距,一般现在的供应商都有现种螺距的:一是标准牙和宽牙(如:P=0.5~1.75)两种。
在枇量生产时选用标准牙,小枇量时用宽牙.有些还有带修光刃的,比较适合于精加要的,内螺纹刀还要考虑其钢性,原理与内孔刀一样.
我们很多时候以为刀尖的角越小就合适精加工的,相之,就是粗加工.其实不是的
R角的也是可以作精加工的
我们很多时候以为刀尖的角越小就合适精加工的,相之,就是粗加工.其实不是的
R角的也是可以作精加工的
很多时候,刀尖角与进给量,切深配合的时候,可以选择不同的加工精度的
我再给一个表是关于刀尖角与切速度的相应表格给大家参考一下
上
切槽刀和切断刀有什么根本区别?能不能代替使用?这个是没有界线的,一般来说槽刀是要求加工精度高是有修磨过的,如果精度不高,切断刀可以用在切槽刀上,同理,如果切槽刀要是能满足加工的圆直径时,也可以作为切断用的。