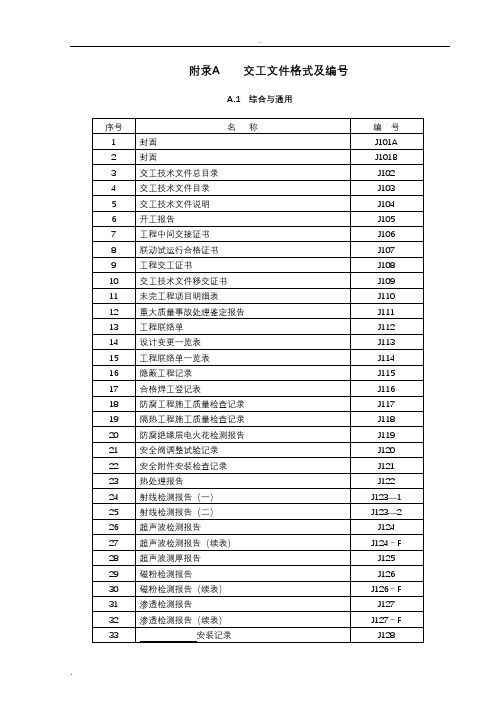
化工设备安装交工资料表格模板格
化工设备安装交工资料表格

A
严密性试验
AR
抽芯试压
AR
附件安装
C
平台、扶梯、护栏安装
C
卧式设备滑动端检查
B
附注:
分段塔组对 工序质量控制表
项目:
装置:
工号:
位 号
设备名称
规格
材 质
设计压力
MPa
设计温度
C
工作介质
执行标准
检查项目
等 级
签名
组对记录
施工单位
承包单位
建设单位
设备材料接收
C
方位偏
差
焊接及焊工资格认定
B
组对检查
检查员
机器试运转报告
项目
装置:
工号:
位号
名称
部位
试车类别
日期
执行标准
时间
转速
(r/min)
介质
润滑油
轴承温度(C)
轴 振 动
轴 位 移
备注
温度
「C)
压力(MPa)
温度
(C)
压力
(MPa)
进出
进
岀
进出
进出
前
后
试运转结果
监理单位代表
施工单位
施工人
建设单位代表
检查员
大型轴流风机 安装工序质量控制表
项目:
装置:
仔试运转报告
装置:
工号:
位号
机组名称
部位
介质名称
介质压力
介质温度
额定转速
r/min
试车类别
试车日期
执行标准
危急保安器试验
手动
自动
时 间
转 速
中石化A-SH3503交工表格
建设单位(公章) 监理单位(公章) 施工单位(公章)
项目经理:
项目总监:
项目经理:
审 核 人:
审 核 人:
审 核 人:
年月日
年月日
年月日
.
.
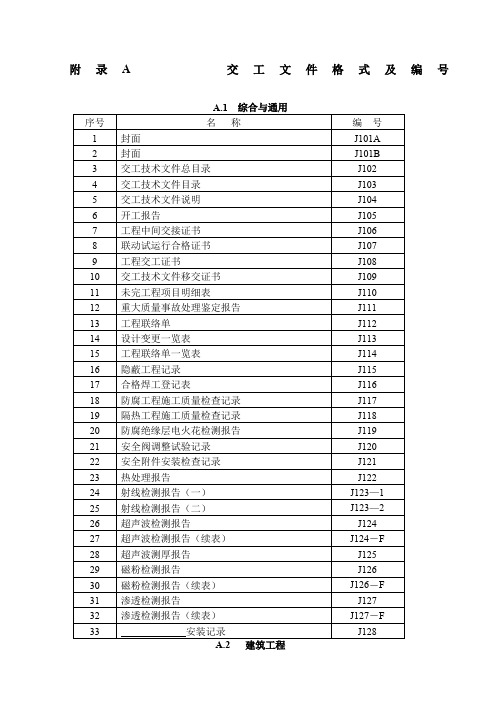
工程名称:
SH3503- J103
交工技术文件目录 单元名称:
第2页共2页
序号 编 码
资料名称
31
J606
32
J610
33
J620
34
J622
35
J624
36
J624
37
38
物位仪表调校记录 就地指示仪(直读式压力计、温度计)调校记录
电缆(线)敷设及绝缘电阻测量记录 主电缆安装检查记录 仪表安装检查记录 就地仪表安装检查记录 产品合格证 施工方案
页次 138 139 143 147 149 156 160 164-175
.
SH3503- J103
序号 1 2 3 4 5 6 7 8 9
.
编号 J201 J202 J203 J204 J205 J206-1 J206-2 J207 J208 J209 J210 J211 J212 J213 J214 J215 J216 J217 J218 J219
编号 J301 J302 J303 J304 J305 J306 J307 J308 J309 J310-1 J310-2 J311 J312
13 绝缘油试验记录
14 电流(压)继电器试验记录
15 GL型电流继电器试验记录
16 时间继电器试验记录
17 中间、信号继电器试验记录
18 电测量指示仪表检验记录
19 零序保护系统试验记录
20 接地电阻测量记录
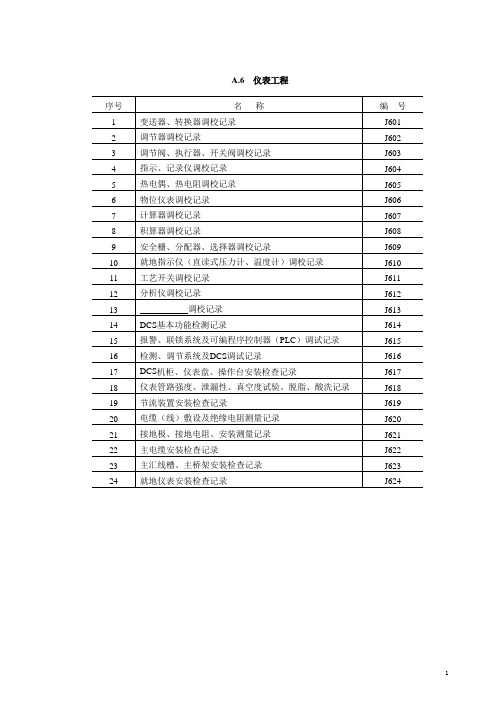
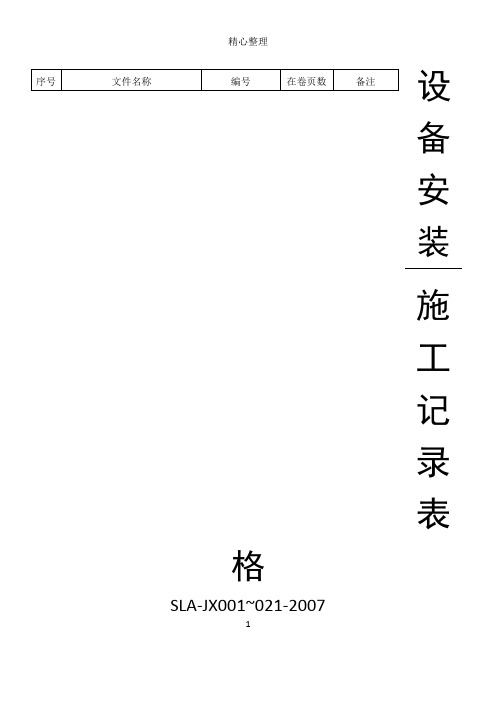
设备安装施工记录表格.pdf

QG/DJ1104/02 SLA-JX004-2007
设备垫铁安装;灌浆前 项目
分部
检查记录
分项
位号 垫铁编号
设备名称
执行工艺标准
垫铁接触②
垫规格 垫铁H×N①
均匀程度
有无间隙
地脚螺栓
规格型 螺帽接触③
号
隐蔽前检查: 1、垫铁 2、地脚螺栓□ 4、垫铁规格 附图及说明:
布置□
接触面□
焊接□
3、螺栓及基础表面清洁□
11 齿轮安装检查记录
12 卧式静置设备安装检查记录
13 立式静置设备安装记录
14 塔盘安装记录
15 设备试压记录
16 单机试运转记录
17 透平机试运行记录
18 设备清扫检查记录
19 设备填充记录
20 桥式起重机安装记录
21 起重机轨道安装记录
22 桥式起重机试运行记录
23 基础沉降测量记录
编号 JX001-2007 JX002-2007 JX003-2007 JX003-2007 JX004-2007 JX005-2007 JX006-2007 JX007-2007 JX008-2007 JX009-2007 JX010-2007 JX011-2007 JX012-2007 JX013-2007 JX014-2007 JX015-2006 JX016-2006 JX017-2006 JX018-2007 JX019-2007 JX020-2007 JX021-2007 JX022-2007
平垫铁
斜垫铁
建设单位代表 监理单位代表
质量检查员 施工单位
施工班组
注:①H 表示垫铁高度。N 表示垫铁层数。 ②垫铁接触,检查时应包含垫铁之间、垫铁与基础、垫铁与设备底面
中石化ASH交工表格
编制。
2. 本册为设备安装、管道安装包括交工技术文件和竣工图两大部分,其中交工技
术文件一式 3 份,正本 1 份,副本 2 份;竣工图 1 式 2 份,正本 1 份,副本 1
份。
3. 验收规范:
《石油化工有毒、可燃介质管道工程施工及验收规范》(SH3501-97)
《工业金属管道工程施工及验收规范》(GB50235-97)
编号 J201 J202 J203 J204 J205 J206-1 J206-2 J207 J208 J209 J210 J211 J212 J213 J214 J215 J216 J217 J218 J219
编号 J301 J302 J303 J304 J305 J306 J307 J308 J309
J115 J116 J118 J123-1
J201 J202 J301 J302 J303 J311 J313 J317-B J407 J409 J531 J543 J544 J603
工程名称:苯汽体部分改造 单元名称:06.07 单元精致车间
交工技术文件目录
第1页共2页
资料名称
页次
交工技术文件说明
A.3 设备安装工程 名称 设备开箱检验记录 立式设备安装记录 卧式设备安装记录 塔盘安装记录 设备填充记录 现场设备组焊记录 催化反应(沉降)器附件安装记录 催化再生器附件安装记录 衬里施工质量检查记录 空冷器构架安装记录 空冷器风机安装记录 机器安装记录 机器拆检及组装记录 联轴器对中记录 机器单机试车记录(一) 机器单机试车记录(二)通用类
1
开工报告
2
工程交工证书
3
设计变更一览表
4
设计变更通知单
5
隐蔽工程记录
石化SH3503交工表格(新
26
SH3503- J108
工程编号 实际开工日期 工程内容:
工程交工证书
工程名称:
年月日
合同号 交工日期
年月日
工程接收意见:
工程质量评定:
工程质量监督站站长:
(公章)
年月日
建设单位 (公章)
监理单位 (公章)
施工承包单位
设计单位
(公章)
(公章)
项目经理:
项目总监:
项目经理:
总代表:
年月日
年月日
年月日
问 题:无。
问 题 及 解决方法:由厂家派技术人员指导。 处 理 意 见
名称 随 机 资 料
份数
接收单位
接收人
名称 专 用 工 具
数量
接收单位
接收人
建设单位 专业工程师:
监理单位 专业工程师:
总承包单位 专业工程师:
采购单位 检验人员:
日期: 年 月 日 日期: 年 月 日 日期: 年 月 日 日期: 年 月 日
编制人: 日 期:
审核人: 日期
15
SH/T3503-J115B
工程名称:
开箱检验记录(二) 单元名称:
名称 型号 合同号 箱号
热电偶 MODEL
— —
位号 制造商 箱数 装箱单号
TE-024501/024514
安徽天康
4 —
检 1.包装
验 2.规格与装箱单
情 况
3.数量与装箱单
□无破损 □相符 □相符
验 2.规格与装箱单
情 况
3.数量与装箱单
□无破损 □相符 □相符
□有破损;4.外观
□无可见缺陷
□不相符;5.质量证明文件 □有
设备安装现场施工记录交工表格模板格
转速
按定子上标定的一点盘车检查空气间隙
部位
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
实测值
按转子上标定的一点盘车检查空气间隙
部位
1
2
3
4
5
6
7
8
实测值
施工单位
质量检查员
施工班组
QG/DJ1104/02
SLA-JX009-2007
滚动轴承装配记录
项目
分部
分项
位号
设备名称
规格型号
执行工艺标准
装配方法
1
14
塔盘安装记录
JX013-2007
1
15
设备试压记录
JX014-2007
1
16
单机试运转记录
JX015-2006
1
17
透平机试运行记录
JX016-2006
1
18
设备清扫检查记录
JX017-2006
1
19
设备填充记录
JX018-2007
1
20
桥式起重机安装记录
JX019-2007
1
21
起重机轨道安装记录
项目
分部
分项
位号
工作介质
名称
设计压力
MPa
规格
设计温度
℃
材质
执行标准
塔盘编号
塔盘支承圈
水平度
降液板至塔
板间距
塔盘水平度
溢流堰高偏差
溢流堰水平度
塔盘充水鼓泡试验结果
备注
化工施工交工验收设备类表格

设备运行参数
设备名称 规格型号 运行电压
运行电流 运行频率 运行温度
设备维护记录
设备名称:表格 中应填写设备的 全称或简称
维护日期:表格 中应填写设备维 护的具体日期
维护人员:表格 中应填写负责维 护的员工的姓名
维护内容:表格 中应填写具体的 维护项目和操作 内容
提高设备维护效率
设备类表格记 录了设备的详 细信息,方便 维护人员快速 了解设备状况, 减少排查时间。
表格中包含设 备维护记录, 有助于及时发 现并解决潜在 问题,降低设
备故障率。
定期整理和分 析设备类表格 数据,能够为 设备的预防性 维护提供有力 支持,提高维
护效率。
通过设备类表 格的信息化管 理,可以实现 设备维护资源 的优化配置, 减少资源浪费。
为企业决策提供依据
添加标题
设备类表格记录了化工施工设备的详细信息,包括设备的规格、性能、使用情况等,有助于企业 决策者了解设备的实际情况,为设备的维护、更新和采购提供依据。
添加标题
设备类表格可以反映设备的运行情况和故障记录,有助于企业决策者及时发现设备存在的问题和 隐患,采取相应的措施进行维修和更换,保证设备的正常运行和生产的安全。
表格的保密管理
设备类表格的保密管理是化工施工交工验收过程中的重要环节,必须严格遵守相关规 定和制度。
设备类表格的保密管理包括对表格的保密等级、保密范围、保密措施和保密责任等方 面的规定,确保表格的安全性和保密性。
在设备类表格的保密管理中,应当采取有效的技术和管理措施,防止表格被非法复制、 泄露、丢失和损坏等情况的发生。
Part One
设备类表格的种类
设备验收表格
SH3503-2017交工技术文件全资料通用表格
SH3503-2017交工技术文件全资料通用表格文章中存在格式错误和重复内容,需要进行删除和修改。
SH/T 3503-J101A封面石油化工建设工程项目交工技术文件工程名称:建设单位监理单位承包单位项目部章)(项目部章)(项目部章)SH/T 3503-J101B封面石油化工建设工程项目交工技术文件工程名称:建设单位监理单位总承包单位承包单位项目部章)(项目部章)(项目部章)(项目部章)SH/T 3503-J102交工技术文件总目录序号编制人卷号资料名称审核人页数日期:年月日日期:年月日工程名称:SH/T 3503-J103交工技术文件目录单元工程名称:序号文件编号资料名称页次编制人审核人日期:年月日日期:年月日工程名称:SH/T 3503-J104交工技术文件说明编制人:日期:年月日审核人:日期:年月日工程名称:SH/T 3503-J105A工程施工开工报告施工合同编号计划开工日期工程容开工设计单位年月日计划交工日期年月日条件审查意见质量监督意见工程质量监督站站长/组长:(监督站/组章)日期:年月日建设单位(项目部章)项目经理:日期:年月日工程名称:SH/T 3503-J105B监理单位(项目部章)项目总监:日期:年月日施工单位(项目部章)项目经理:日期:年月日工程施工开工报告施工合同编号计划开工日期设计单位年月日计划交工日期年月日工程容开工条件审查意见质量监督意见工程质量监督站站长/组长:(监督站/组章)日期:年月日建设单位监理单位总承包单位施工单位(项目部章)项目经理:日期:年月日SH/T 3503-J106A工程中间交接证书施工合同编号交接日期年月日工程容验收意见使用单位负责(代表)人:年月日质量监督意见工程质量监督站站长/组长:(监督站/组章)日期:年月日建设单位(项目部章)项目经理:年月日设计单位(项目部章)项目总监:年月日监理单位(项目部章)项目经理:年月日施工单位项目经理:工程名称:SH/T 3503-J106B工程中间交接证书施工合同编号:交接日期:年月日容验收意见:使用单位负责(代表)人:年月日质量监督意见:工程质量监督站站长/组长:(监督站/组章)日期:年月日建设单位:项目经理:年月日设计单位:项目总监:年月日监理单位:项目总监:总承包单位:项目经理:年月日工程名称:SH/T 3503-J107A 施工单位:项目经理:工程交工证书施工合同编号:实际开工日期:年月日交工日期:年月日工程容:工程接收意见:使用单位负责(代表)人:年月日工程质量监督意见:工程质量监督站站长/组长:(监督站/组章)日期:年月建设单位:项目经理:设计单位:项目经理:监理单位:项目总监:日期:年月日施工单位:项目经理:日期:年月日工程名称:SH/T 3503-J107B 工程交工证书施工合同编号:实际开工日期:工程容:交工日期:年月日工程接收意见:使用单位负责(代表)人:年月日工程质量监督意见:建设单位:设计单位:监理单位:总承包单位:施工单位:项目经理:年月日工程名称:SH/T 3503-J108A交工技术文件移交证书合同编号:按《石油化工建设工程项目交工技术文件规定》(SH/T3503-2017)向办理工程建设交工技术文件移交手续,共计文字资料卷,竣工图卷,电子文件盘。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封闭前检查
A
安全阀、呼吸阀检查
B
罐底严密性试验
A
罐体强度试验
A
罐体严密性试验
A
单盘板、内浮盘板严密性试验
A
船舱严密性试验
A
焊缝试漏检查
A
稳定性试验
A
升降试验
A
基础沉降观测
AR
几何尺寸检查记录(mm)
检查部位
允差
偏差
罐体高度
罐底底圈水平半径
罐底局部凹凸度
罐壁垂直度(mm/m)
罐壁内表面局部凹凸度
单顶浮盘板局部凹凸度
机器试运转报告
项目:
装置:
工号:
位号
名称
部位
试车类别
日期
执行标准
时间
转速
(r/min)
介质
润滑油
轴承温度
(℃)
轴
振
动
轴
位
移
备注
温度
(℃)
压力
(MPa)
温度
(℃)
压力
(MPa)
进
出
进
出
进
出
进
出
前
后
试运转结果
监理表
检查员
表H-210
大型轴流风机
安装工序质量控制表
项目:
装置:
A
试验部位
强度试验
严密性试验
结果
日期
介质
压力(MPa)
时间(min)
介质
压力(MPa)
时间(min)
附注:
表H-224
胀管记录
项目:
装置:
工号:
位号
名称
部位
管材
硬度
选定胀管率范围
板材
硬度
执行标准
编号
管板
炉管
胀管
胀口
炉管
孔径mm
外径mm
内径mm
要求胀后内径(mm)
实测(mm)
最大
最小
内径
管端伸长度
翻边长度
项目:
装置:
工号:
位号
机组名称
部位
介质名称
介质压力
介质温度
额定转速
r/min
试车类别
试车日期
执行标准
危急保安器试验
手动
自动
时间
转速
介质
润滑油
轴承温度
(℃)
轴
振
动
轴
位
移
备
注
流量
温度(℃)
压力(MPa)
温度(℃)
压力(MPa)
进
出
进
出
进
出
进
出
前
后
试运转结果
承包单位代表
施工单位
施工人
建设单位代表
检查员
表H-209
B
隔热混泥土外观检查
B
耐火、隔热混泥土试块试验
CR
耐火纤维衬贴检查
B
附注:
表H-227
混泥土衬里试块
试验报告
项目:
装置:
工号:
位号
试验单位
名称
试验报告
委托单位
执行标准
序号
试件编号
烘干密度(kg/㎡)
抗压强度(MPa)
抗择强度(MPa)
永久线变率(%)
℃
℃
℃
℃
℃
℃
℃
备注:
签章:
年月日
技术负责人
审核人
试验人
AR
长度偏差
焊缝热处理
BR
压力试验
介质
AR
圆度偏差
压力(MPa)
时间(mm)
最大错边量
附注:
表H-217
塔类安装
工序质量控制表
项目:
装置:
工号:
位号
名称
规格
材质
介质
压力
温度
℃
执行标准
检查项目
等级
签名
垂直偏差(mm)
0°~180°
90°~270°
施工单位
承包单位
建设单位
设备及附件接收
C
基础复查
C
方位确认
90°~180°
垂直度(mm/m)
冀片角度偏差
1
2
3
4
中心(mm)
标高(mm)
冀尖间隙(mm)
最大
最小
附注:
表H-211
立式搅拌器
安装工序质量控制表
项目:
装置:
工号:
位号
名称
工作介质
执行标准
检查项目
等级
签名
施工单位
承包单位
建设单位
机械及附件接收
C
支架(支架法兰)安装
C
容器与搅拌器法兰垫片安装
C
找正
CR
工号:
位号
传动方式
名称
执行标准
检查项目
等级
签名
施工单位
承包单位
建设单位
机器及附件接收
C
基础复查
C
机器安装
CR
驱动机对中
C
灌浆前检查
A
风筒安装
C
传动装置检查
C
冀片安装
CR
润滑部位检查、注油
C
电机转向检查
C
试运转
持续时间
h
AR
电机轴承温度
℃
风机轴承温度
℃
电机定子温升
℃
结果
找正偏差
冀片安装
允差
0°~180°
AR
附件安装
C
平台、扶梯、护栏安装
C
卧式设备滑动端检查
B
附注:
表H-216
分段塔组对
工序质量控制表
项目:
装置:
工号:
位号
设备名称
规格
材质
设计压力
MPa
设计温度
℃
工作介质
执行标准
检查项目
等级
签名
组对记录
施工单位
承包单位
建设单位
设备材料接收
方位偏差
焊接及焊工资格认定
B
组对检查
CR
直线度偏差
焊缝外观
B
无损检测
0°~180°
90°~270°
附注:
表H-221
大型储罐组装
工序质量控制表
项目:
装置:
工号:
位号
名称
规格
材质
工作介质
设计压力
设计温度
℃
执行标准
检查项目
等级
签名/日期
施工单位
承包单位
建设单位
材料接收
C
焊接工艺及焊工资格认定
B
基础复查
C
几何尺寸检查
CR
开孔方位检查
C
焊缝外观检查
C
无损检测
BR
梯子、平台、栏杆、附件检查
标高
水平
中心
间距
0°~180°
90°~270°
表H-226
筑炉
工序质量控制表
项目:
装置:
工号:
位号
名称
执行标准
检查项目
等级
签名/日期
施工单位
承包单位
建设单位
筑炉前检查
A
材料接收
C
耐火材料材料材质检(复)验
CR
墙体砌筑
A
耐火浇注衬里材料配合比
CR
衬里浇注
A
衬里养护
C
炉墙保护层面层检查
B
耐火混泥土外观检查
允许偏差
实测偏差
轴向
径向
联轴器间距:
备注:
表H-214
起重机械
安装工序质量控制表
项目:
装置:
工号:
位号
跨度
执行标准
名称
起重能力
检查项目
等级
签名/日期
施工单位
承包单位
建设单位
机械及附件接收
C
基础复查
C
轨道及车档安装
C
桥架组装
C
小车组装
C
拆检及内部清洁度确认
B
加注润滑油(脂)
C
扶梯、走道、护栏检查
C
主梁上拱度测量
位置
允差
0°~180°
90°~270°
配管前
配管后
水平
位置
允差
a1
a2
a3
a4
a1
a2
a3
a4
中心
径向
标高
轴向
试运转
介质:
持续时间:3h
从驱动机方向读取
百分表固定端:
联轴节间距:mm
a=
tgθ=
机器轴承温度
前:℃
后:℃
驱动机轴承温度
前:℃
后:℃
压力
进:MPa
出:MPa
电机温度:℃
电流(启动/运转):A
皮带轮平行度确认
B
齿轮箱内部清洁度确认
C
注油(脂)
C
冷却、密封系统检查
C
电机转向确认
C
试运转
AR
找正记录
a
mm
b
mm
垂直度
mm/m
备注:
表H-213
输送机械
安装工序质量控制表
项目:
装置:
工号:
位号
型号
执行标准
名称
能力
转速
r/min