一件一卡样表汇总
Excel图表数据汇总(共22张PPT)

2002222/1/111/2/2
Excel 2-200
➢ 选取要显示的字段
2022/11/2
Excel -21
➢ 得到如下图所示的数据透视表
2022/11/2
Excel 2-222
操作步骤:选定需要排序的数据列中的任意单元格,直接点击“数据”菜单中“排序 与筛选”模块中“升序”或“降序”按钮即可完成。 ❖ 复杂条件排序: 分为“主要关键字”、“次要关键字”,其中可以若干“次要关键字”。二者之间的关系:
不是同时进行,而是先按“主要关键字”排序,当“主要关键字”数据相同时再按“次要关键 字” 排序,当“次要关键字”数据相同时再按下一个次要关键字排序依次类推。
条在件建区 立由好(表图三头表和之)数后创据,区才建构发操成现。当作初步选取骤的:数据范围错了,想改变图表的数据源范围,可如下操作,不必重新建立图表。
在“列表区域”选定参第与一筛选、的执数据行区“域。数据→分类汇总”启动“分类汇总”对话框。
Excel -20 Excel -6
第二、选定“分类字段”名,
2022/11/2
18
5-4 数据透视表
EXCEL 为用户提供了面向数据清单进行 数据汇总的两种方式,根据其显示方式分为数据 透视表和透视图。
数据透视表是交互式报表,可快速合并和比较 大量数据。您可旋转其行和列以看到源数据的不 同汇总,而且可显示感兴趣区域的明细数据。
2022/11/2
19
建立数据透视表
2022/11/2
17
5-3 分类汇总
下面以篮(一球员)的含得义分示:例建立数据透视表 Excel 分-10类汇总是将工作表中的某项数据进行分类并进行统计计算,如求和、求平
均值、计数等 。 Excel -6
如何把多个相同工作簿数据汇总到一个工作簿内
如何把多个相同工作簿数据汇总到一个工作簿内要把多个相同工作簿的数据汇总到一个工作簿内,可以使用Excel提供的功能和技巧来完成。
以下是具体步骤:1. 打开一个新的Excel工作簿,该工作簿将用于汇总数据。
2.点击“数据”选项卡,然后选择“来自其他源”下的“从文本”选项。
这将打开“导入文本向导”对话框。
3.在“导入文本向导”对话框中,选择“文件”选项,并点击“浏览”按钮,选择需要汇总的第一个工作簿文件。
4.在下一步中,选择“分隔”,并选中与数据文件中使用的分隔符相匹配的选项。
通常情况下,逗号或制表符是常用的分隔符。
5.完成后,点击“下一步”按钮来设置每列数据的格式。
如果一些列包含数字,则可以选择相应的格式(如“常规”)。
6. 点击“完成”按钮,Excel将导入第一个工作簿的数据,并将其显示在新的工作簿中。
7. 重复步骤3到步骤6,导入其他需要汇总的工作簿文件。
每次导入完成后,Excel会询问您想要将新的数据放在哪个位置,可以选择“现有工作表”中的现有选项或创建新的选项。
8.重复导入过程,直到将所有工作簿的数据导入到新的工作簿中。
9.在新的工作簿中进行必要的数据整理和格式化。
根据需要,可以添加总计、折线图等其他功能。
10.保存新的工作簿,以便以后使用。
除了上述步骤外,还可以使用宏来自动化汇总过程。
通过录制宏,将导入每个工作簿的操作自动化,并在单击按钮时完成数据汇总。
这样可以提高效率和准确性。
在导入和汇总数据时,还需要注意以下事项:-确保多个工作簿中的数据具有相似的结构和字段名称。
- 检查导入的数据是否准确无误。
如果数据格式有误,可以使用Excel的数据透视表和筛选功能来修复。
-如果需要定期更新数据,可以在新的工作簿内设置外部数据链接。
这样,当源工作簿的数据发生更改时,新的工作簿将自动更新。
希望以上步骤能够帮助您成功将多个相同工作簿的数据汇总到一个工作簿内。
销售订货汇总表模板
销售订货汇总表模板
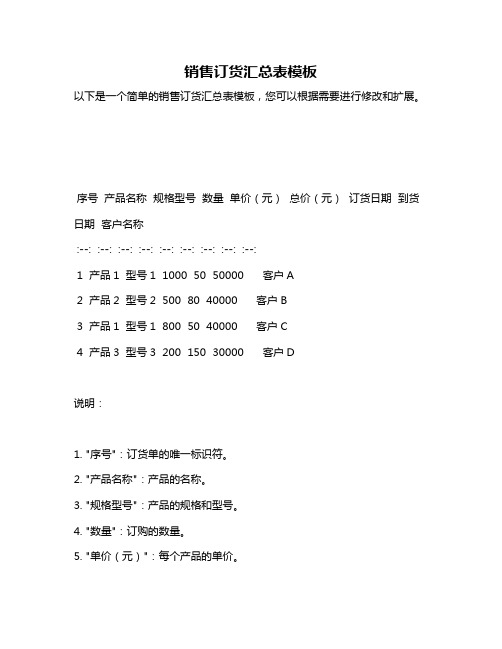
以下是一个简单的销售订货汇总表模板,您可以根据需要进行修改和扩展。
序号产品名称规格型号数量单价(元)总价(元)订货日期到货日期客户名称
:--: :--: :--: :--: :--: :--: :--: :--: :--:
1 产品1 型号1 1000 50 50000 客户A
2 产品2 型号2 500 80 40000 客户B
3 产品1 型号180****0000客户C
4 产品3 型号3 200 150 30000 客户D
说明:
1. "序号":订货单的唯一标识符。
2. "产品名称":产品的名称。
3. "规格型号":产品的规格和型号。
4. "数量":订购的数量。
5. "单价(元)":每个产品的单价。
6. "总价(元)":订购该产品的总价。
7. "订货日期":客户订购的日期。
8. "到货日期":预计到货的日期。
9. "客户名称":客户的名称。
如何使用Excel进行报表自动化与批量生成
如何使用Excel进行报表自动化与批量生成Excel作为一款功能强大的电子表格软件,在处理大量数据和生成报表方面非常方便和高效。
本文将介绍如何使用Excel进行报表自动化与批量生成,帮助读者提升工作效率和准确性。
一、设定数据源在进行报表自动化前,第一步是设定数据源。
可以将数据源存储在Excel的工作表中,也可以通过外部数据库、文本文件等导入数据源。
确保数据源的准确性和完整性是关键。
二、使用数据透视表数据透视表是Excel中非常有用的工具,可以快速汇总和分析大量数据。
使用数据透视表可以轻松生成报表,只需简单的拖拽和设定参数即可。
首先,选择要生成报表的数据范围,然后点击“插入”选项卡中的“数据透视表”按钮。
接着,在弹出的对话框中,选择数据源和报表布局,点击确定即可生成数据透视表。
根据需要对数据透视表进行进一步设定,包括字段选择、数据筛选和计算项设置等。
数据透视表可以对数据进行分类、过滤、求和、计数等操作,同时还支持数据透视表的样式和布局调整。
通过灵活运用数据透视表,可以轻松生成符合需求的报表。
三、使用公式Excel的公式功能非常强大,可以进行各种复杂的计算和数据处理。
在报表生成过程中,可以通过编写适当的公式实现报表的自动化。
常用的公式包括SUM、AVERAGE、IF等函数,可以根据具体需求进行选择和应用。
通过使用公式,可以快速进行数据汇总、计算百分比、判断条件等操作,从而实现报表的自动化生成。
四、使用宏Excel的宏是一段自动执行的代码,可以实现用户自定义的操作和功能。
通过录制宏或编写VBA代码,可以实现报表的批量生成和自动化处理。
首先,点击“开发工具”选项卡,然后选择“使用相对应用程序录制宏”或“Visual Basic”按钮。
接着,进行录制或编写VBA代码,包括打开数据源、生成报表、保存文件等操作。
最后,将宏与特定的按钮或快捷键关联,以便快速执行宏。
通过使用宏,可以批量生成报表、自动填充数据、自动调整格式等,实现报表的高效生成与处理。
零部件制造工艺过程卡1(15--30)
⑺ 焊接管箱接管内角焊缝。
⑻ 打钢印标记。
⑼ 拆开焊壳体,管箱接管外角焊缝。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—22
产品工号
产品名称
容器类别
零件名称
序
控
工序名称 制
号
点
件号 工艺与要求
材质
操作者 检
产品工号 零件名称
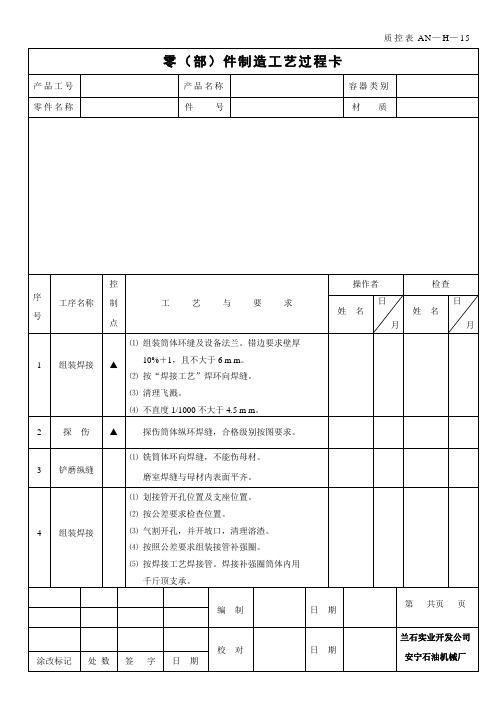
零(部)件制造工艺过程卡
质控 表 AN—H—15
产品名称 件号
容器类别 材质
控 序
工序名称 制 号
点
工艺与要求
⑴ 组装筒体环缝及设备法兰。错边要求壁厚
1 组装焊接 ▲
10%+1,且不大于 6 m m。
⑵ 按“焊接工艺”焊环向焊缝。
⑶ 清理飞溅。
⑷ 不直度 1/1000 不大于 4.5 m m。
1
▲ ⑶ 起吊钢丝绳要靠近折流板,Dg≥1200mm 时,要
管束
求起吊保护板。 ⑷ 当管束装进壳体 1/3 长度时,再用滑轮拉动,不能
强行组装。(活动管板处装导轮)。
⑴ 准备试压胎具。
管头
⑵ 检查试压用橡胶垫圈。 ⑶ 组装试压胎具。
2
⑷ 所有连接螺栓予紧。
试压
⑸ 试压按《压力容器试压守则》进行试压。 ⑹ 当压力升至试验压力,至少保持 30 分钟,检查
⑺ 补强圈用 5kg/Cm 2 风 压 捡 漏 。 ⑻ 装焊支座,清理内部污渣。
⑼ 检查壳体组装尺寸,待组装 。
⑽ 标记,钢印移植清楚。
⑾ 设备法兰密封面,不得有磕碰划伤。
多个工作表合并到一个工作表
多个工作表合并到一个工作表首先,我们需要确保要合并的多个工作表都位于同一个Excel文件中。
如果这些工作表分别位于不同的Excel文件中,我们需要先将它们复制粘贴到同一个文件中。
在确保这一点之后,我们就可以开始进行工作表的合并操作了。
在Excel中,有多种方法可以实现工作表的合并操作。
其中最常用的方法之一是使用“数据”选项卡中的“汇总”功能。
通过这个功能,我们可以将多个工作表中的数据合并到一个新的工作表中。
具体操作步骤如下:1. 打开Excel文件,并定位到包含要合并的多个工作表的工作簿中。
2. 在Excel界面顶部的菜单栏中,点击“数据”选项卡,然后找到“汇总”选项。
3. 在“汇总”选项中,选择“来自范围”,然后在弹出的对话框中选择要合并的工作表范围。
可以按住Ctrl键同时点击需要合并的工作表,然后点击“确定”按钮。
4. 在“汇总”选项中,选择“放置在”选项,并选择要放置合并后数据的位置。
5. 点击“确定”按钮,Excel将会自动将选定的多个工作表中的数据合并到一个新的工作表中。
除了使用“汇总”功能外,我们还可以使用Excel中的其他一些功能来实现工作表的合并操作。
例如,我们可以使用“复制粘贴”功能将多个工作表中的数据逐一复制粘贴到一个新的工作表中;或者使用“数据透视表”功能将多个工作表中的数据进行透视汇总。
这些方法各有特点,可以根据实际情况选择合适的方法来进行操作。
无论使用哪种方法,我们在进行工作表合并操作时都需要注意以下几点:1. 确保要合并的多个工作表中的数据结构和字段名称保持一致。
如果数据结构不一致,可能会导致合并后的数据出现错位或丢失的情况。
2. 在合并数据之前,最好先对每个工作表中的数据进行清洗和整理,确保数据的准确性和完整性。
3. 在合并数据后,需要对合并后的数据进行适当的验证和调整,以确保数据的正确性和可用性。
通过以上方法,我们可以很方便地将多个工作表中的数据合并到一个工作表中。
Excel多工作表汇总简单实现
Excel多工作表汇总简单实现作者:马震安来源:《电脑爱好者》2018年第03期某超市一个月中每一天的销售报表都存放在同一工作簿内,若一个月有31天,则工作簿中会有31张报表。
现在要汇总一个月的销售数据,就需要将1日至31日的工作表中的数据全部进行计算。
这样的汇总如何实现?能否更简单一些?其实,只需简单的3步就能轻松完成。
1. 建立查询选择“数据”选项卡,点击“新建查询→从文件→从工作簿”,找到存放数据的Excel工作簿文件,选中后点击“导入”,在弹出的“导航器”窗口左侧,选中文件名称,点击“编辑”按钮,在新出现的“查询编辑器”窗口,按住Ctrl键依次选中最右侧三列,右击鼠标选择“删除列”;单击“Data”右下角的图标,展开数据(图1)。
2. 整理数据查询建立完成后,如果查询中有不需要的列或行,可以选定它们将其删除。
在“查询编辑器”窗口,点击“转换”处的“将第一行用作标题”,这样工作表中的字段名就变成了查询表中的字段名了。
接下来,还要将查询数据表中的空白行和多余的字段标题去掉,点击“产品货号”的筛选按钮,在筛选列表中去掉null、空白以及字段标题的勾选,单击“确定”(图2)。
点击“关闭并上载”。
在工作表窗口右侧,右击新建立的查询,点击“加载到”,在弹出的窗口中选择“仅创建连接”,点击“加载”。
3. 利用切片器构造汇总表在“数据”选项卡下点击“现有链接”,打开刚刚创建的链接,在“导入数据”对话框中选择“数据透视表”,数据的放置位置选择“新工作表”;根据需要调整透视表的布局,在“设计”选项卡下,报表布局选择为以表格形式显示,将分类汇总设置为不显示分类汇总。
在右侧的“数据透视表字段”,勾选所需要的字段名称(图3)。
在“分析”选项卡下插入切片器,单击切片器中的日期,就可以看到对应的汇总结果。
如果数据源发生变化,只要右键刷新即可得到最新的结果(图4)。
如何在Excel中进行数据表的数据和汇总操作
如何在Excel中进行数据表的数据和汇总操作在Excel中进行数据表的数据和汇总操作的方法可以帮助我们更好地组织和分析数据,提高工作效率。
本文将介绍如何使用Excel的功能实现数据表的数据和汇总操作。
一、数据表的创建在Excel中,我们可以使用表格的形式来创建数据表。
以下是创建数据表的步骤:1. 打开Excel软件,并新建一个工作簿。
2. 在工作簿中选择一个工作表,并确定该工作表为数据表所在的位置。
3. 在第一行输入表头,即各列的名称,每个表头占据一列。
4. 从第二行开始逐行输入数据,每行代表一个数据条目。
二、数据的录入和管理在数据表中录入和管理数据是数据分析的基础,下面是几种常用的操作:1. 录入数据:将数据逐行录入到表格中对应的列中,确保每一项数据都正确无误。
2. 插入行列:如果需要在数据表中插入新的行或者列,可以右键点击行或者列标头,选择插入来实现。
3. 删除行列:当不需要某些行或者列时,可以选中对应的行或者列,右键点击选择删除来实现。
4. 拖动调整列宽或行高:选中列或行的边界,在鼠标指针变为十字形状时拖动,调整列宽或行高。
三、数据的排序和筛选在Excel中,我们可以通过排序和筛选功能对数据进行按照指定条件的排序或者筛选。
下面是相关操作:1. 排序数据:选中需要排序的列,点击“数据”选项卡中的“升序”或者“降序”按钮,即可对选中的列进行排序。
2. 筛选数据:选中数据表,点击“数据”选项卡中的“筛选”按钮,弹出筛选菜单。
根据条件设置筛选条件,即可对数据进行筛选。
四、数据的汇总和分析Excel提供了一系列的数据汇总和分析功能,以下是其中的几个:1. 汇总数据:选中需要汇总的数据范围,点击“插入”选项卡中的“插入表”按钮,弹出“创建表”对话框。
在对话框中确认选择了正确的数据范围,并勾选“我的表包含表头”选项,点击确定即可创建一个汇总表。
2. 数据透视表:数据透视表功能可以实现快速分析和汇总数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤5mm。筒体纵缝延长部位点固试板、引熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=12mm。P、S含量(熔炼分析)为:P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
7
卷筒
容器
按工艺规程要求滚卷钢板,筒体A类焊缝组对错边量b≤3mm,棱角度E≤3mm。筒体纵缝延长部位点固试板、引熄弧板,定位焊长度20~50mm,间距150~200mm。
卷板机
8
焊接
容器
按焊接工艺施焊;清除熔渣及焊接飞测,补焊凹坑、咬边、弧坑等缺陷并修磨(不允许保留余高);不允许打焊工钢印;填写施焊记录;检验员检查外观质量。
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
8
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
设备工装
检验数据
操作者/日期
检验员/日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=30mm。P、S含量(熔炼分析)为:P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。
无损
检测
探伤室
按探伤工艺对纵缝进行100 %RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:日期:
校核:日期:
审核:日期:
审定:日期:
工程号
71853-7
产品零、部件制造工序过程卡
共2页
第1页
卡片号
71853-7-03
工程号
71853-7
产品零、部件制造过程卡
共2页
第2页
卡片号
71853-7-01
产品名称
S-1513气提器过滤器
台数
材料标记
△△产Biblioteka 图号H07408-403FE12-0200
件号
6
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤3mm。
卷板机
10
工程号
71853-7
产品零、部件制造过程卡
共2页
第1页
卡片号
71853-7-01
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
6
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
设备工装
检验数据
操作者/日期
检验员/日期
1
无损
检测
探伤室
按探伤工艺对纵缝进行100 %RT+100%UT检测,按JB/T4730.2-2005标准II级及JB/T4730.3-2005标准I级合格。
射线机
超声仪
编制:日期:
校核:日期:
审核:日期:
审定:日期:
工程号
71853-7
产品零、部件制造过程卡
共2页
第1页
卡片号
71853-7-02
产品名称
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张进行100%UT复验,按JB/T4730.3-2005中I级合格。逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下试板、引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
2
材料入厂复验
库房
检查处
钢板入厂后,检查处给出材料标记,然后按炉复验钢材化学成分;按批复验钢板的力学性能、冷弯性能;逐张进行100%UT复验,按JB/T4730.3-2005中I级合格。逐张检查钢板表面质量,不得有裂纹、结疤、夹渣、分层等缺陷;实测钢板厚度。
见复验
报告
3
材料
发放
库房
钢板全部检查合格后,方可进行材料发放。
4
下料
现图
按筒体理论尺寸计算外圆展开周长,按排版要求划线,现图工做好材料标记移植(不允许打钢印),检验员检查确认后,按线下料;同时下试板、引弧板、灭弧板。
氧炔
5
刨坡口
备料
按焊接工艺要求刨坡口,坡口两测30mm范围内清理污物。
刨边机
6
MT
探伤室
坡口边缘进行磁粉检测,按JB/T4730.4-2005中I级合格。
工程号
71853-7
产品零、部件制造过程卡
共2页
第2页
卡片号
71853-7-02
产品名称
S-1513气提器过滤器
台数
材料标记
△△
产品图号
H07408-403FE12-0200
件号
8
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
9
校圆
容器
筒体校圆,要求最大最小直径差e≤6mm,棱角度E≤5mm。
卷板机
10
产品名称
S-1513气提器过滤器
台数
材料
标记
△△
产品图号
H07408-403FE12-0200
件号
9
名称
筒体
单台数量
1
材料
16MnR
材料状态
正火
序号
工序
施工
单位
工序内容及技术要求
使用
设备
检验
数据
操作者/
日期
检验员/
日期
1
采购
采购部
材料应符合GB6654-1996《压力容器用钢板》及第1,2号修改单的规定,正火状态供货,δ=12mm。P、S含量(熔炼分析)为:P≤0.015%,S≤0.015%,并逐张进行拉伸和0℃的夏比(V型缺口)冲击试验,合格标准按GB6654-1996《压力容器用钢板》及第1,2号修改单的规定;逐张100%超声检测,按JB/T4730.3-2005标准I级合格;按图纸要求进行模拟焊后热处理。