N-TWI
QCD专用术语名词解释

C&J:挑战和实践 PDCA:即计划、实施、检查、措施(纠正提高)。 TPM:“全体人员参加的生产设备维护保养”。
TQM:方针管理,为了达成以公司方针(企业理念、 领导方针等)和中长期经营计划,按各工厂、职位展 开方针,并与达成目标方策的实施计划相连接的确定 的组织活动。
日常管理:在企业的经营活动中,以各部门分管业务的维持
具问题的改善、设计的更改等改善活动的推进
CS-VES:以卡车的顾客要求为基础,以卡车的功能性评
价(可靠性+性能)为第一重点,以顾客的满意度为评价标 准,与降低市场索赔相关联的整车质量评价体系
AVES :AVES适用于轿车,侧重于轿
车的高品质感觉评价,其次为实用性、 舒适性等
S-VES: S-VES适用于客车,强调功能
基准时间:由零部件的数量、形状、焊接点数、油漆面积
等设计构造特性决定的作业时间。
工程时间:完成零件的构造特性整个生产过程所必须花费
的时间。
准备时间:当生产品种、工艺内容等发生变化的时候,需
要更换工位为“准备时间”。
标准库存:为了遵守作业顺序并能进行重复作业所需的最
QCD专用术语
名词解释
GK:现场管理 N-TWI:日产版标准作业的设定及 工作的指导方法方針管理 QCD :Quality—质量 cost—成本 delivery—同期生产 KPI:即关键业绩指标,是企业绩效管理系统的基础
QRQC:快速质量控制。为提高品質快速进PDCA 循 环
QRQE:完善QRQC,对技术的改善,对于设备、 夹工
管理为目的所进行的关于日常业务的PDCA循环。
标准作业:遵守目标所要求的质量、交货期、成本,并且还
能确保安全的最佳的作业方法。
现场培训(TWI)项目精益化管理

VI S A目标 :
V— 阔 视 野
T WI 项 目管理 的目标描述
T wI 项 目管理 的理念或 策略
Tw I 项 目精 益化 管理 强调 “ 以终为始 ” “ 慎终如 始”的理 念, 即在 需求 明确 、 方 案策 划 时要 系统性 考虑培 训 目标 与实现程 中将 工 作 指 导 培
挥它 的潜 能 。
T wI 项 目管 理的范 围和 目标 范 围: 适 用于所有 现场培 训项 目, 包括 常 规 性岗位 练兵、 专项 技能培 训、 应 急事 故处 理培训 、 技 能竞赛 集 中培 训等 。 目标 : 清 晰项 目目标 , 加强 培 训项 目精 益化 管理 , 确保目 标 在 实施 过程得 到落 实 , 提 高培训 有效 性和满 意度 。
I — — 更 新 知 识
S ——提 升 技能
A—— 调整 思维 、 促 使行 动
即在 项 目目标 落地 时, 要 清楚 , 开 阔学 员哪方面的视 野 、 学 到哪 些 新 的知 识 、 提 升 哪 些方 面的 技 能 、 调 整 怎么样 的思
维、 如何使他们 在今后能 够有所 行动 , 学有所用 。
知晓培 训时 间、 地点 、内容 与 目标 。 ( 8 ) 项 目实 施 前3 -3 0 天, 培训 中心 、 实训基 地 做 好培训 前期准 备工作 。 ( 9 ) 项 目实 施 前 1 - 4 天, 项 目实施 前 确认 、 演 练。 ( 1 0 ) 培训 项 目实施 : 工作指导培 训 ( 儿) , 导 师指导 学员如 何正 确地 、 安全 的、 尽责 的开展 工作 , 使学员 能够快 速 地 掌 握 工作要领 。 培 训以导师 为主, 培训 中心 配合组 织实施 , 控制好培 训质量 和效 果 。 工作方法 培训 ( J M) , 导师通 过改善工作 方法 , 教导 学员通 过 利用现有人 力、 工具 、 材料 , 在更 少 的时 间内, 高 质量 、 高 效率的完成 工作 。 培训项 目实施 : 工作关系培训 ( J R) , 导师 掌控学 员情 绪, 以良好 的师 生关系完成培 训任务。 ( 1 1 ) 培 训结 束 当天一 3 周 内, 办理培 训项 目结 束评估 、 总 结 与费用结算 手续 。 ( 1 2 ) 培 训结 束 当天一 2 个月 内, 做 好项 目费 用结 算 E RP 系统流 转完毕。 ( 1 3 ) 培 训结 束 后做 好 重 点培 训 项 目三级 评 估 , 撰 写培 训项 目三级评 估 报告。 关键 流程 说明 ( 1 ) 项 目目标分析 ——分析 培训需 求 , 建 构VI S A目标 TW I 项 目目标分 析基 于培 训需 求调 研 报告 , 培 训 中心 分 别对 培 训 对象 、 培 训 对 象 的直 属上 级 、 以及 上级 的上 级 进 行 项 目需 求 调研 。 调 研 内容 一 要根 据 企 业 发 展 战略 , 企 业 当前 重 点 工作 和工作 需 求 ; 二要 研 究 、 分 析业 务 分 管领 导对 该 领 域 绩效 提 升 的要求 ; 三 是掌 握 技能 岗位 员工 当前能 力与企 业 需 要之间的差 距 。 只有基 于对 培训需 求透 彻 的分 析, 才会 制定 出贴 合工作实 际的VI S A目标。 我 们 认 为 好 的 项 目目标 , 应 该 达 成 以下 效 果 , 简 称 为
7 作业要件一览表教材

总装车间G-GK UP方案(作业要件一览表培训教材)
作业要件一览表内容:
作业要件一览表
作业要件一览表目的
1、在本现场进行作业的基上要全部找出必要的事项并进行把握
1在本现场进行作业的基上要全部找出必要的事项并进行把握
2、活用于作业者的技能培训和知识教育
水平一:
解读:
能够严格按N-TWI要求来作成(参考车间制作填写方法范例)
水平二:
解读:
提问题班长时,能够将完全把握自工程作业和开展教育训练准备回答上来
水平五(没水平三和四):
解读:
一览表作法符合N-TWI
览表作法符合N TWI要求,并对变化内容及时正确修订,训练时所需知识资料准备充分,目的明确;同时应将非定型作业进行体现
知技支撑资
料例
请班组按以上标准执行。
TWI接口和TWI接口器件使用
TWI接口和TWI接口器件使用A VR单片机的很多型号也具有两线制接口,即TWI接口。
实际上TWI接口时序和常I2总线是兼容的。
我们这本书结合讲的单片机Atmega16就有这种接口。
这种接口的见的C使用也十分广泛。
比如本文会结合介绍的EEPROM A T24C64;MAXIM公司的温度传感器(查出型号);有的A/D转换器;菲利普还有专门的用这种总线的I/O扩展芯片。
TWI电路接线简单,占用I/O,并且可以很多期间共享一个总线,使用比较方便,系统也很简洁。
A VR单片机用硬件实现了这种总线的时序,省去了很多编程工作。
同时支持一条总线多个主设备的通讯。
我们只需要控制相关寄存器就能实现通过TWI传输数据。
很大程度I2的基本知上减少了我们的工作量,从而使代码更简洁,开发更容易。
下面我们会介绍CI2接口的EEPROM的例识,A VR的TWI接口的功能和使用,给出一个用TWI接口读写C子,最后给出适用于A VR-GCC编译器的示例程序。
I2总线的基本知识一、CI2总线的信号线有两条,一条是时钟线SCL,另一条是数据线SDA。
总线连接起来的时候,C需要两个上拉电阻,器件内部这两个信号引脚是集电极开路(或者是漏极开路)的。
这样总线上的器件只要有一个输出低电平总线就会被拉低(实际上就是所谓线与的逻辑),这主要用于总线仲裁。
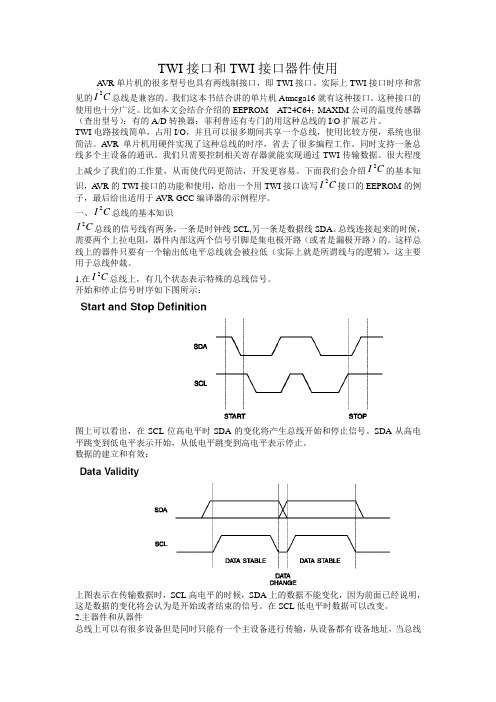
I2总线上,有几个状态表示特殊的总线信号。
1.在C开始和停止信号时序如下图所示:图上可以看出,在SCL位高电平时SDA的变化将产生总线开始和停止信号。
SDA从高电平跳变到低电平表示开始,从低电平跳变到高电平表示停止。
数据的建立和有效:上图表示在传输数据时,SCL高电平的时候,SDA上的数据不能变化,因为前面已经说明,这是数据的变化将会认为是开始或者结束的信号。
在SCL低电平时数据可以改变。
2.主器件和从器件总线上可以有很多设备但是同时只能有一个主设备进行传输,从设备都有设备地址,当总线上的地址和从设备设置的地址一致时,传输在主设备和被寻址的从设备之间进行,其他设备相当于和总线分离。
某汽车工厂GK推进分享(PPT 38页)

一、GK活动说明
2、异常的管理。为了实现基准定义的状态,将已发生 问题的原因分类成4M,再分析其真正的原因,从源头 加以改善,使相同的问题不再发生。处理问题的方法中, 可分类成:为了减少损失的“紧急对策”,为了立即防 止问题的发生或不合格品流向下一道工序的“暂定对策” 及针对问题根源的“恒久对策”。
J43-GK-001-001
√
○
账
002 组的充实度管理台账
J43-GK-001-002
√
○
个系统来推进,那么GK将是难于被实施的。 003 系长活动计划书 004 班长活动计划书
J43-GK-001-003
√
J43-GK-001-004
√
○ 日常时挂在班组管理看板,诊断时收 入文件夹
○
日常时挂在班组管理看板,诊断时收 入文件夹
系长C&J
班组C&J
C&J
班组管理的充实
按时更新
管理表单更新
数据一致性
看板表单
和部下沟通
月度反省回顾学习
未达项目标识 未达项目解析对策
月度反省 课题跟踪
建
立
班活动计划学习
学
习
签
到
上级交办重要事项
跟
踪
4M手法进行解析
重点品质事项
8
一、GK活动说明
而根据我对GK的理解、结合涂装管理实际拟使用的表 单也有上百项。需要使用的表单及各表单间的逻辑关系 请见下表:
活动推进的支援工具
现场管理· 方针管理·劳务管理 安全管理 安全管理 N-TWI · ISO基准 现场管理(作业观察手册) N-TWI N-TWI N-TWI 作业管理 作业管理· 品质管理·安全管理 ·成 本管理 品质管理(QRQC手册) 设备管理 · 品质管理
TWI培训

安全管理 教育训练 工作改善 人际关系
(以JS来推动Q、C、D、M、S、P) (以JI启发智能) (用JM消除浪费) (以JR建立承上启下良好伙伴型关系)
Title 2、教育训练
工作教导的重要性
管理者在任何时候任何情况下都负有使员工更加 成熟的使命. 如果学习者没有独立的完成作业, 则是因为指导者没有用正确的方法来指导学习者, 教导必须改进并重新开始。
(第2图)
标准双股电线打灯头结的方法
主要步驟 (3)用左侧的线做左侧圓圈
(A線)…… (4) 将A线端穿过右侧圆圈
(第3圖)
要點
將线拉到自己胸前,从突出 左侧的线端下绕过, 绕到双股线的后面
标准双股电线打灯头结的方法
主要步驟
要點
(5)拉紧……………
將两线端并起(第4圖)
-用右手拇指及食指捏住AB两, 用左手捏住双股线的C点
Title
Thank you
-以左手拇指及食指將圆圈缓 缓向下调整,使线结靠近双 將圆圈向下调整
头电线的交叉点
-拉结实………… (第3圖)
拉结实
Title 3、思考
Title
我们部门有很多的东西流于形式,比如作业指导书, 维护计划等等,知道的人,可以看明白,不知道的 人看的迷迷糊糊,我们现在要做的就是把这些东西 做成图文并茂的标准文件
标准双股电线打灯头结的方法
主要步驟
(1)解开双股拉直,量15 公分 -用左手姆指及食指
捏住交叉点(C点) (第1圖)
要點
15公分 (微小的长度差异,可以 忽略不计)
标准双股电线打灯头结的方法
主要步骤
(2)用右侧的线做右侧圆圈 (B线)……
-捏住圆圈与双股线的交 叉点
i--I--L--U-技能评价标准书
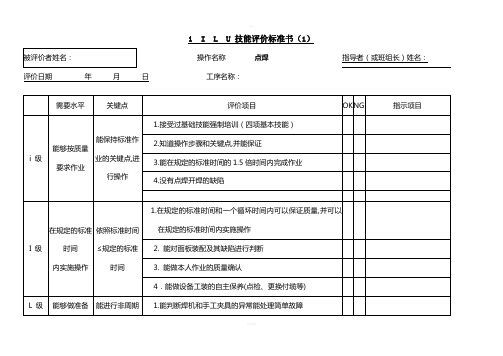
i I L U 技能评价标准书(1)
操作名称点焊指导者(或班组长)姓名:评价日期年月日工序名称:
i I L U 技能评价标准书(2)
操作名称 CO2焊 MIG 焊
指导者(或班组长)姓名: 推进日期 年 月 日 工序名称:
i I L U 技能评价标准书(3)
操作名称装配、调整指导者(或班组长)姓名:推进日期年月日工序名称:
i I L U 技能评价标准书(4)
操作名称钣金修磨指导者(或班组长)姓名推进日期年月日工序名称:
i I L U 技能评价标准书(5)
操作名称辅助工指导者(或班组长)姓名:评价日期年月日工序名称:
检验技能培训内容
可编辑。
DIECUT队NTONNE COOL G队YBC CID Dese此时 FAST WIRE压SS C

DIECUT队NTONNE COOL G队YBCCI D D ese此时FAST WIRE压SS CHARGERCAR MOUNTPlea皿read this。
per剧。
n instructi o n carefully before using this product and恒叩Hp ro阳rly.(II)Dese唰陆stB日期'11111nkyo11旬,阳rclllllii咱and国in自由I,,回国世In order to bring you • h民町·叩町ienco,.. a d thi• monuol andalso plea•• consult your m。
bile phone manual and elect r onicproduct manualProduct Sp11ci伽•tia”’PloWctNIITN! 阳回Wire怯ssCha咱er臼r MountModel CTEZ65S国叫12.0•70x58)mmN唱Weight•12句’nput sv2A1W二2A口u阳路’因,M M田。
圃,咀nu!回国’回“(4>日mmApph帽勘n Model 臼sla�回":时世blewith田l l phor瞄a』piing Qj:IPI呻叫S.msu咱LG,M ..怕醋阳,i,.;..i酣睡cl回『gorc.orm剧时时Pacl<age lnel叫回-SB=咱1由国时,p•1,lnstndonThopo""'1-,; abcMo ara由巾回from tho labor前町of°"""制MTh .. ctualpe呻me健帽�uld be different due幅阳回回归n pn,ceo‘and。
ttlerfac抽血Thein咽e shown here is indu:at隅。
nly.�!""-…Ink>甜、e poworl n田旬u m町、,阳晒r.The b l ue i n dicator l国M险ma回世圃’南阳也町由H咱Ink>tho幽回I>/由国呻]……副the•四d啕htodj国tmerrtsca恰串间...o.翩翩翩翩畸ustthehei!lttcfthornol曲目田画-I回阳回由咀国tho smesoff回rmob』pho『圈圈圈nthen'刷..阱砸、e帽时,叫树”l lg l咖匈可mbo lofwn lossc!回喃咱盯|…幽幽叫“bracket.甜、eannloc虫回Hex阳回II启〉阿回国ly.国th,i由!5of世1ea rm l oc叫K抽白帽面、=-�睛一民主tho a n n幽呻l�5.l'\E.":E!:'::d田阳世、、di.‘U阳虫”at『阳ln.l协�剧• a rm lode回I I曲ntaloeo川YO<』r phone齿,m世咽mount easily as由捕、ii tho阳1日m20180828Product Overviewa.,喃喃"回UC国n dis1an田世,.disbloo, betw回n甘10inner magneticinct.』ction cal of由·四llph町、18nd怡、a1ast,.;,哑巴ssc!回百町由『m四M�about!今啕mm.the由归自ofmobi恒phor寄回,e,loJd v回国回国""111\the由陆n回of cellphone and帽llpho陪曲创I1Dgether阳H not...,院国13mm.•回廿,ec,llpho阴阳刚ldbepr回回国rr..n bei,咱回恒nwith国由i由町回llphone shall.h幅mal magr币,tic l闹闹剧团ii of叫lphonoPh。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
④ 标准作业单(流程) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 43
IV. 技能教育训练
① 日产的技能教育训练 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 48 ② 技能教育训练的进行方法 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 49 1. 掌握自己的工序方法 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 49 2. 个人技能履历管理表 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 54 3. 技能训练计划表 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 54 ③ 管理项目一览表 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 58 ④ 技能教育训练的推动 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 62 1. 开展技能教育训练的准备 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 62 2. 技能教育训练的开展 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 64 3. 评价 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 65 ⑤ 技能教育训练和监督者 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 6分解) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 18 1. 分解作业 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 18 2. 主要步骤 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 20 3. 关键环节和成为关键环节的理由 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 20 4. 作业目标时间的设定 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 25 ② 标准作业单(步骤) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 26 ③ 标准作业单(编制、组合) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 29 1. 标准作业单(编制) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 29 2. 标准作业单(组合) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 35
II. 标准作业
① 标准及其必要性 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·4 ② 什么叫做标准作业 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·4 ③ 制定标准作业的思维方式 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·5 1. 工作的标准化和标准作业 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·5 2. 标准作业的制定种类 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·6 3. 制定基础 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·9 4. 制定单位 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 10 5. 制定范围 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 10 6. 标准作业的 4 要素 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 11 ④ 标准作业的设定方法 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 12 1. 设定流程 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 12 2. 设定步骤 · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 13 (分解) (步骤) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 14 (形成) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 15 (组合) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 16 (流程) · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 17