天津一汽丰田的物流系统新模式
【MH】by 221

2设计物料搬运系统的主要原则
• 在内物流设计方面,要根据工厂的实际环境,对叉车、 牵引车的行走路线进行仔细规划,以单向循环为原则, 尽避免交叉点集中出现。 •在人员安排上要职责明确,对作业工数、货物荷都要仔 细计算,加强多能工的培养。每个作业环节必须要有清 晰的情报指示系统,它就像现场的“大管家”,什么时候、 做什么都由它来指示完成。 •总之,通过对现场实际环境的考察、分析,建立起一套 物与信息的流动都非常清晰准确、操作性强的的物料运 行系统,对每一个工厂是非常重要。所有的物流活动并 不能直接创造价值,那么我们只能视浪费的流程、作业 降到最低就是为企业创造了价值。
MH案例分析
天津一汽丰田物料搬运系统的规划与设计
By 221 史永星 蔡建祥 袁满 林钊展
1
Introduction
• 一辆汽车的诞生,大约需要组装2万多个各 式各样的零部件,因此物料搬运是一项任务 繁重而又非常重要的工作。 • 选择合适的搬运系统与设备,优化输送环节 的各个流程,对汽车制造企业降低物流成本 、提高物流效率至关重要。 • 以天津一汽丰田为例,分析汽车生产企业需 要的物料搬运系统的组成及其运作流程。
• PC棚有3组,每组PC都包括代表不生产线的地址信息, 如前装1线所对应的部品棚、前装2线部品棚以及底盘部品 棚等等,作业者根据每个箱子上的E• Kanban(电子看板)信息投入到对应的棚中投PC棚的作业 过程实际上完成了对不同生产线使用部品进行分解的作业, 3组PC棚进行循环使用P棚取出运送人员根据棚上对应的生 产线信息,把当组棚上的所有部品搬运到固定的台车上, 然后根据既定的时间运送到生产线上,并根据箱上的EKanban信息投入到线侧指定的棚中。
Thanks for you料搬运系统可以理解为两部分构成: • 一部分通常指一些专用吊具、夹具,以及升 降、传送作业的硬件设施 • 另一部分主要是指物料搬运的指示系统、运 行系统。
丰田的中国化引进
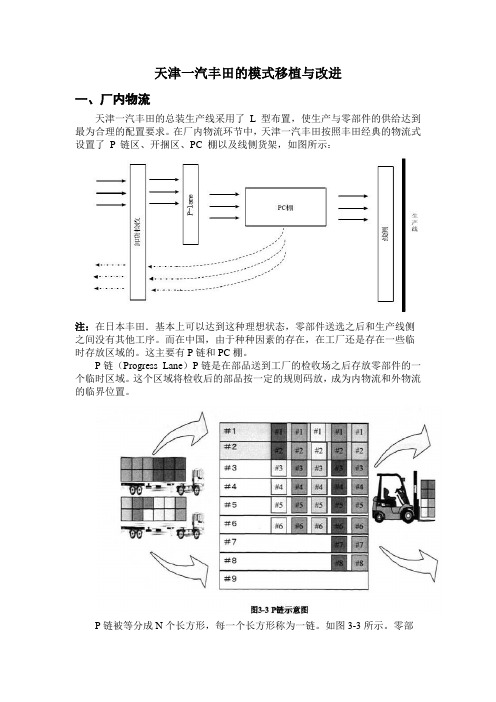
天津一汽丰田的模式移植与改进一、厂内物流天津一汽丰田的总装生产线采用了L 型布置,使生产与零部件的供给达到最为合理的配置要求。
在厂内物流环节中,天津一汽丰田按照丰田经典的物流式设置了P 链区、开捆区、PC 棚以及线侧货架,如图所示:注:在日本丰田.基本上可以达到这种理想状态,零部件送选之后和生产线侧之间没有其他工序。
而在中国,由于种种因素的存在,在工厂还是存在一些临时存放区域的。
这主要有P链和PC棚。
P链(Progress Lane)P链是在部品送到工厂的检收场之后存放零部件的一个临时区域。
这个区域将检收后的部品按一定的规则码放,成为内物流和外物流的临界位置。
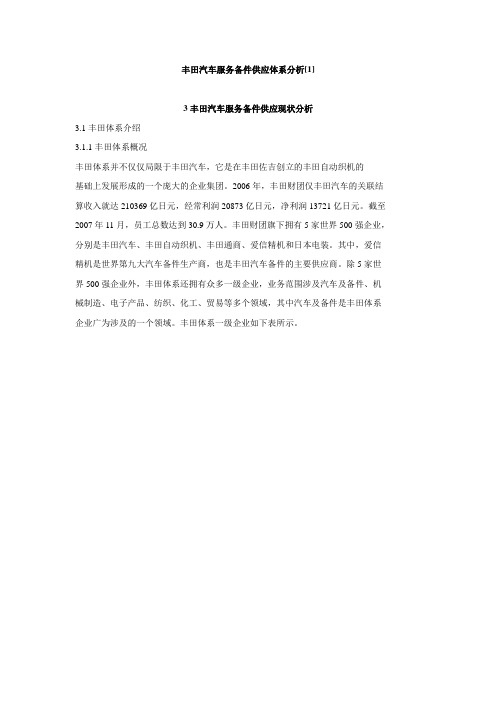
P链被等分成N个长方形,每一个长方形称为一链。
如图3-3所示。
零部件在P链中的存放是以货垛为单位的。
即零部件到达工厂后,经过卸货,货垛直接被搬入相应的P链中。
零部件即将被使用时,从P链中被搬出进行拆包处理。
以一天为一个周期,零部件到达工厂后,以平准化的标准放置在某个链中。
比如:A一天纳入4次,N=24,那么如果第一次纳入时放到了第一链,等第二次纳入A会被放到第七链,第三次会被放到第13链,第四次会被放到19链.然后第二天的纳入又重复放到第一链,第七链,第十三链.第十九链。
由于P 链具有临时存放零部件的功能,在实际的物流作业中能够起到调整内外物流差异、调节生产进度与零部件取入间的节奏等作用。
PC棚(Production Control Rack)PC棚也是零部件在工厂内临时存放的一块区域。
它位于P链与生产线之间,一般存放在Pc棚的零部件体积较小,便于包装。
在PC棚,各种零部件被按照厂家分别放置,每个厂家的每种零部件都被安排在专门的位置,和贴在每个包装上的看板上的信息对应。
作业人员依照看板上的零部件位置信息将每箱零部件放置在应该的位置。
PC棚其实是零部件从P链搬出、将货垛开捆后生产使用之前临时存放的货架。
如图3-4中右侧棚A、棚B两排所示。
PC棚货架的特点是一侧高一侧低,高的一侧用来补充零部件、低的一侧用来取走零部件。
丰田汽车供应链管理解析

丰田汽车供应链管理解析丰田汽车供应链管理解析近年来,随着我国经济结构调整的深入,对企业节能减排的要求更加严格,企业只有通过强化环境保护的自我约束机制,来降低产品和生产过程相关的环境污染所带来的生产经营风险。
下面由店铺为大家整理的丰田汽车供应链管理解析,望对大家有所帮助。
一、物资流供应商生产零件,并通过物流站将其运送至装配工厂。
在装配工厂,车辆在车身区成形,然后运向喷漆区,再经过然后装配区,最后进行质量检查。
生产出成品车后,成车就通过出厂运送到经销商处。
这个过程看似简单,实则非常复杂,因为车辆体积巨大且笨重,并由数以千计的零部件组成,这些零部件又是由上百家供应商提供的,因此一辆车的装配组合有好几千种。
1、“零库存”事实上,丰田汽车的供应链管理模式来源于丰田生产方式(TPS),TPS是一种精益生产方式,即将必要的产品,在必要的时间,生产出必要的数量。
可以说,TPS成就了今日的丰田。
这种由订单和需求驱动的生产方式,致力于通过消除供应链上下游一切形式的浪费,包括订单处理的浪费、运输的浪费、谈判的浪费、库存的浪费,以及零部件质量不合格或是交货期不准所产生的浪费等等,以达到降低成本的最终目的。
TPS一改传统生产方式下大而全、小而全的特点,建立了一条由核心企业主导并统领的精益化供应链,供应链企业之间深入合作、优势互补,互为战略联盟。
其优势显而易见:一方面可以确保零部件与整车高度匹配;另一方面也便于丰田汽车控制零部件成本。
丰田精益生产方式所要求的精益供应链体系,能够实现生产数量和交货时间的精准性。
这不仅使得丰田汽车供应链体系效率一直高于美国公司,相关统计数据显示,在全球金融危机爆发之前,丰田的供应链成本比美国汽车公司低8%左右。
与此同时,准确的数量和交货时间控制,亦帮助丰田汽车实现“零库存”。
事实上,“零库存”正是TPS中的核心物流理念之一。
丰田供应链体系的精华所在,记者在实地观察到的TFL的运作情况便可窥一斑。
天津一汽丰田物流容器标准

采购部
1
ቤተ መጻሕፍቲ ባይዱ
一、托盘选择及制作标准
1、EU1208托盘规格以及技术要求 EU1208托盘尺寸:1200X800X135(mm) 请使用底部结构为“田”字型单面托盘,四面都可以进叉(手动 叉车需注意开挡尺寸) 防滑要求:要求具有防滑措施 ① 防止胶箱在托盘上自由滑动的防滑胶和防滑卡槽 ② 托盘与托盘叠加之后的防滑 ③ 叉车铲脚与托盘之间的防滑 绑带勾要求:要求具有绑带勾(方便在捆包的时候打绑带) 材质:高抗冲聚乙烯(HDPE)或高抗冲聚丙烯(PP),设 计使用寿命3年以上 托盘颜色:灰色、橘色、蓝色
2
2.托盘尺寸样式如下
3
3、托盘标识要求
厂商标记:两个长边都要标识厂商代码、厂商名称 字体规范:黑体字 字体颜色:白色 字体大小:尽可能填满中间方块 例:10001(厂商代码) 天津丰田(厂商名称)
托盘标识示意图
4
二 . EU周转箱选择及制作标准
1. 类型选择: 要求采用的周转箱规格见下页
7
4.注塑箱看板夹要求: 要求安装在容器短边(W方向),安装高度靠近底边,条形码需外露便 于扫描 看板夹可以选择回字型或L型
回字型
卡夹安装处
L型
8
5 . 内衬材要求: 1)质保要求:防尘盖及内材必须要求质保2年以上 2)防尘盖标准: a.周转箱防尘盖不允许采用纸皮等一次性材料 b.防尘盖必须与周转箱相连,避免掉落或丢失 c.防尘盖不得影响周转箱堆叠 建议周转箱采用以下的防尘方式:单边固定式网格防尘帘
天津一汽丰田的物料搬运系统

化规 范 部 品 的包装 禁 止使 用纸 箱 等
一 次性包 装方式
,
统 的组 成 及 其运 作流程
。
主要 选择可 重 复
。
使用的
〔
箱与铁托盘 两 种方式
,
、
在
。
内部物流与外部物流
汽 车 的生 产过 程 与工 艺 比较复 杂
,
运 输 卡车 方 面
也 选 择 欧洲规格 的
飞冀 挂车
,
主要 有
吨
吨两 种
内 物 流 主 要 是 指 工 厂 内物 流
我 们 选 择 了 电动实心 轮 胎
,
由 于 收 货频 率 较 高
每个车位 配
。
放里 大
的部 品
,
这 就 对 内物 流 的规 划
。
里 一 辆 叉 车 负贵 货物 的装 卸
货 物验收
设计提 出 了 更 高的要 求
完毕后 由专 门入 链 的 叉 车将 货 物搬入
一
在丰 田 汽 车的生 产 中有这 样 一 句 话
、
指 示 系统
而 安东 指 示 系 统 是 与 工 程 内
,
对 于 硬 件 设 备 我 们 通 常视 为
,
车 辆 控 制 系 统相 连 接 的
车 辆 下 线数据
,
为 生 产 线 自动 设 备 进行 管 理
、
只 要保证
会 实 时 反 馈给 安东 指 示 系 统 辆车
,
每 下 线一
,
设备 有较高的可 动 率 即 可 而 对 于 物料搬 运 的指 示
等同样提 出了更高 更 准确 的要 求
为 内物 流 部 分
一
区 域 的部 品 通 过 订 单 系 统 的
汽车企业顺引物流方式及其挑战探讨——以天津一汽丰田汽车有限公司为例

2017 年 7 月
赵宏鹏等: 汽车企业顺引物流方式的研讨及其面临的挑战——以天津一汽丰田汽车有限公司为例
·17·
1.2 顺引物流选择的详细考虑方法 根据上一节的介绍, 总体来说运用顺引方式供给 的部品为有样式区分的较大部品, 在此基础上, 遵循 以下条件来选取顺引的物流方式: 非标准件; 式样区 分多; 部品体积大或质量大; 部品单价高; 部品供应 商或顺引作业场和仓库在总装生产线 3,km 之内; 供 应商有顺引的意愿和能力。 前 4 个条件, 以发动机为代表说明, 发动机为非 标准件, 现共有 9 个样式, 重量在 100,kg 上下, 单价 超过 1 万元。 这样的部品, 由于重量远超人力范围, 需要专用的吊具从托盘搬运至生产线, 若将 9 个样式 都置于生产线侧, 用空满交换的方式进行供给, 需要 9 个备货位置并行排列, 作业员要在 20,m 以上的距 离内按生产指示进行发动机的选取, 耗时长, 对生产 节拍产生制约, 也造成了作业员较高的劳动强度。 同 时, 需要受入场或生产线侧设置发动机的缓存区, 9 块区域放置 9 个品番的发动机。 具体流程如图 2 所示。
表 1 所示, 顺引厂家布局图如图 4 所示, 工厂外顺引 卡车走行路线如图 5 所示。
图 3 发动机顺引方式供给流程图 Fig.3 Supply chart of motor synchronous logistics introduction
图 2 发动机顺建方式供给流程图 Fig.2 Supply chart of motor synchronous logistics setting up
Synchronous Logistics of Automobile Enterprises and Its Challenges: A Case Study of Tianjin FAW Toyota Motor Co., Ltd.
天津一汽丰田的物流系统新模式

表 部件的列信息
图5 进度吸收列运用示意图
进度吸收列有如下优点:
1. 使PC棚的在库量减少; 2. 可以做到先入先出; 3. 部件的补充时间和数量更容易管理和控制; 4. 当生产线因故停止时,可以使按计划进的
部件有序纳入不受影响,并可以缓冲时间 对计划进行调整; 5. 卡车混载率提高,实现小批量、多品种、 多频次部件的进货,快速应对市场变化。
1.内物流系统的建立
总装车间的物料搬运系统在内物流方面的运用
图4 总装车间的物料搬运系统
四、物料搬运在内部物流中的运用
▪ 货物验收完毕后由专门入链的叉车 将货物搬入P-Lane(进度吸收链)区 域。P-Lane区域被分割为24链,主 要起到对进度的缓冲与吸收、调整 内外物流的异常变化的作用。正常 情况下,P-Lane有2链为满链,这部 分部品也可理解为传统意义上的在 库,可满足工厂2个小时的生产使用, 从P-Lane往生产线的搬运阶段被归 为内物流部分。
在此以天津一 汽丰 田为例,分析汽车 生产企业需要的物 流系统的组成及其 运作流程。
二、天津一汽丰田与TPS
天津一汽丰田汽车有限公司(中 文简称:天津一汽丰田,英文简称: TFTM)成立于2000年6月,注册资本 为33亿元人民币,现有员工12000余人, 占地面积161万㎡。
目前生产能力为年产42万辆。出 资方为中国第一汽车集团公司、天津 一汽夏利汽车股份有限公司、丰田汽 车公司和丰田汽车(中国)投资有限 公司,中外股比为50%:50%。
四、物料搬运在内部物流中的运用
▪
一般物料搬运系统可以
理解为两部分构成:
关键词:
▪ 一部分通常指一些专用吊具、 夹具,以及升降、传送作业 的硬件设施。
▪ 另一部分主要是指物料搬运 的指示系统、运行系统。
丰田汽车服务备件供应体系分析
丰田汽车服务备件供应体系分析[1]3丰田汽车服务备件供应现状分析3.1丰田体系介绍3.1.1丰田体系概况丰田体系并不仅仅局限于丰田汽车,它是在丰田佐吉创立的丰田自动织机的基础上发展形成的一个庞大的企业集团。
2006年,丰田财团仅丰田汽车的关联结算收入就达210369亿日元,经常利润20873亿日元,净利润13721亿日元。
截至2007年11月,员工总数达到30.9万人。
丰田财团旗下拥有5家世界500强企业,分别是丰田汽车、丰田自动织机、丰田通商、爱信精机和日本电装。
其中,爱信精机是世界第九大汽车备件生产商,也是丰田汽车备件的主要供应商。
除5家世界500强企业外,丰田体系还拥有众多一级企业,业务范围涉及汽车及备件、机械制造、电子产品、纺织、化工、贸易等多个领域,其中汽车及备件是丰田体系企业广为涉及的一个领域。
丰田体系一级企业如下表所示。
3.1.2丰田汽车介绍丰田汽车公司创立于1933年,当时是丰田自动织布机公司的汽车工业分部,1937年正式成立,1947年产量超过10万辆,1957年进入美国市场,目前近一半的丰田汽车在美国生产和销售。
1964年4月,丰田首次向中国出口皇冠(CROWN) 轿车,从此打开中国市场。
近年来,丰田汽车在中国的销售量快速增长,市场份额不断扩大,2007年汽车销售量达到50万辆,占中国市场份额的7%。
下表中的财务数据能够清晰地反映出丰田汽车的快速发展历程。
丰田的快速扩张在很大程度上得益于其所创立的现代化生产方式—准时化生产方式(Just一in一time,Jrr)。
它是在丰田多年经营实践基础上,形成的包括经营理念、生产组织、物流控制、质量管理、成本控制、库存管理、现场管理和现场改善等在内的一套完整的生产管理技术与方法体系,致力于追求最大限度消除浪费,降低生产成本,以客户需求为导向,生产高质量的产品。
在丰田的发展历程中,丰田佐吉、丰田喜一郎和大野耐一等都为丰田生产和管理理论做出过重大贡献,成为里程碑式的人物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
பைடு நூலகம் 二、天津一汽丰田与TPS
天津一汽丰田汽车有限公司(中 文简称:天津一汽丰田,英文简称: TFTM)成立于2000年6月,注册资本 为33亿元人民币,现有员工12000余人, 占地面积161万㎡。
目前生产能力为年产42万辆。出 资方为中国第一汽车集团公司、天津 一汽夏利汽车股份有限公司、丰田汽 车公司和丰田汽车(中国)投资有限 公司,中外股比为50%:50%。
1.内物流系统的建立
总装车间的物料搬运系统在内物流方面的运用
图4 总装车间的物料搬运系统
四、物料搬运在内部物流中的运用
▪ 货物验收完毕后由专门入链的叉车 将货物搬入P-Lane(进度吸收链)区 域。P-Lane区域被分割为24链,主 要起到对进度的缓冲与吸收、调整 内外物流的异常变化的作用。正常 情况下,P-Lane有2链为满链,这部 分部品也可理解为传统意义上的在 库,可满足工厂2个小时的生产使用, 从P-Lane往生产线的搬运阶段被归 为内物流部分。
四、物料搬运在内部物流中的运用
▪
一般物料搬运系统可以
理解为两部分构成:
关键词:
▪ 一部分通常指一些专用吊具、 夹具,以及升降、传送作业 的硬件设施。
▪ 另一部分主要是指物料搬运 的指示系统、运行系统。
建立起一个能适应生产变化的、流程清新的物料供 给系统可以最大限度地缩短部件调达周期、降低在库, 避免多次搬运、管理带来的不必要的成本,提高工作效 率,这是我们管理工作的重点。
料的搬运。现在新型汽车厂的生产线布置都讲究“柔性化”,主要是围绕
如何满足消费者的不同需求,迅速地生产出不同式样的汽车,同时降低生
产成本,因此生产线既要布局紧凑集中,又能适应变化调整。这样,生产
线侧剩余的空间往往有限。但是,汽车装配需要大量的零部件,线侧又不
允许一次放置大量的部品,这就对内物流的规划设计提出了更高的要求。
Contents
31 引 言
2 天津一汽丰田与TPS
3 内部物流与外部物流
4 物料搬运系统在内部物流中的运用
53
结束语 Kyushu University Business School
一、引 言
一辆汽车的诞生,大约需要组装2万多个 各式各样的零部件,因此物流系统承担的任务 繁重而又非常重要。构建合理的物流系统,优 化输送环节的各个流程,对汽车制造企业降低 物流成本、提高物流效率至关重要。
图 1
丰 田 生 产 方 式 的 演 变 过 程
图2 天津一气丰田的物流过程
图3 以仓库为节点天津一气丰田的物流网络
三、内部物流系统与外部物流系统
▪ 汽车的生产过程与工艺 比较复杂,首先是将纳入的 钢板经过冲压变为最初的单 品件,然后通过焊接、喷漆 工序完成基本的车身生产, 之后便进入装配车间—汽车 的大部分零部件将在这里进 行组装,最后通过对车辆各 种机能的检查测试,最终完 成了一辆汽车的生产。
公司的主导产品
“威驰”(VIOS)
花冠”(COROLLAEX)
皇冠”(CROWN)
“锐志”(REIZ)
▪ TOYOTA的生产方式,是以世界先进的生产线,加 上专业人员的精准配合,以及对每道工序的严苛把控, 带来超越自动化的放心品质。
▪ 丰田制造品质,点滴铸就卓越。
▪ 始终将品质视为生命的一汽丰田,其每一部汽车, 都经过一千多项的钢铁、涂装材料、部件制品等检查, 处处体现“品质为先”的企业理念。
▪ 外物流主要是指零部件从配 套厂家到天津一汽丰田之间的运 送过程。为了达到最高的积载率, 部品的包装、捆包、运输都进行 了标准化规范部品的包装禁止使 用纸箱等一次性包装方式, 主要选 择可重复使用的EU箱与铁托盘两 种方式。在运输卡车方面, 也选择 欧洲规格的飞冀挂车, 主要有10吨、 12吨两种。
三、内部物流系统与外部物流系统
▪ 天津一汽丰田各车间有着国 内领先的生产设备, 其中, 冲压 车间采用以多工位串联伺服压力 机为主体, 辅以自动上料装皿及 工程间搬送机器人,从板材的送 入加工、制件的搬送及装筐都实 现了自动完成总装车间采用型生 产线布置使生产与物流供给达到 最合理的配置要求。
天津一汽丰田将物流系统主要分为: 外物流与内物流两部分
3. 集装箱物流
主要适用于海外进口的零部件。
这三类物流是天津丰田入厂物流的三驾马车,与 相应的生产布局和厂内物流一起,构成了丰田汽车 在中国精益而高效的物流体系。
天津一汽丰田将物流系统主要分为: 外物流与内物流两部分
▪
内物流主要是指工厂内物流,既包括车间与车间之间的物流,也可指
某个车间内部的物流过程,主要通过叉车、电瓶牵引车、台车进行相关物
三、内部物流系统与外部物流系统
▪ 在丰田汽车的生产中有这样一句 话“在必要的时间搬运必要的部 品”,但要想真正实现这样的要求 却非常困难。在内物流方面,天津 一汽丰田选择了多频次、少荷的搬 运方式,而这样的物流模式对运输 的频率(什么时间),搬运指示(运什 么),叉车、牵引车的走行路线设计、 安全管理等同样提出了更高、更准 确的要求。
外物流(入厂物流)的三种物流模式
1.台车物流(含顺引卡车物流)
主要适用于工厂周围2公里内的供应商,使用专用 容器,零部件可以直接上装配线;主机厂周边厂家。
2.飞翼车(hang glider)物流
主要适用于距离工厂2公里以外的所有国内厂商,如 在上海和广州的供应商,这部分支撑了广州丰田的 Milk-run系统。
四、物料搬运在内部物流中的运用
▪ P-Lane区域有安东(Anton)指示系统, 而安东指示系统是与工程内车辆控 制系统相连接的,车辆下线数据会 实时反馈给安东指示系统,每下线 一辆车,就意味着消耗了一辆车的 部品,安东系统就会指示作业人员 输送一辆车的部品这样就形成了一 种由后工序拉动的送货方式,避免 了线侧部品的溢出,又防止了欠品 的发生。
表 部件的列信息
图5 进度吸收列运用示意图
进度吸收列有如下优点:
1. 使PC棚的在库量减少; 2. 可以做到先入先出; 3. 部件的补充时间和数量更容易管理和控制; 4. 当生产线因故停止时,可以使按计划进的
部件有序纳入不受影响,并可以缓冲时间 对计划进行调整; 5. 卡车混载率提高,实现小批量、多品种、 多频次部件的进货,快速应对市场变化。