一种新型复合材料连接技术—预紧力齿连接
复材结构中螺栓拧紧过程影响因素分析
机结构的制造中 [1] ꎮ 在飞机复合材料构件装配连接过程
紧力会不足ꎮ ZHU L B 等 [7] 研究了牙型角对转矩系数 K
的影响ꎮ 有限元分析结果表明转矩系数 K 随着牙型角的
增大而增大ꎮ
中ꎬ螺栓连接是常用的机械连接方式ꎬ通过转矩扳手或者
本文以复合材料结构单螺栓连接为研究对象ꎬ采用有
拧紧轴施加一定的拧紧力矩ꎬ产生的轴向力使得螺栓被拉
1 250
使螺母下表面逐渐接触复合材料板ꎬ产生预紧力ꎮ
1 000
2 结果分析与讨论
2.1 有限元模型的验证
750
500
本文采用的有限元模型准确性的验证方法是ꎬ将有限
元模型得到的预紧力与拧紧力矩曲线同理论分析得到的
250
0
曲线进行对比ꎬ理论分析中预紧力和拧紧力矩的关系式参
0
0.03
0.06 0.09
elastic and plastic stageꎬ may significantly affect the preload when the same tightening torque is appliedꎬ while bolt-hole clearance
and pitch have certain effects on clamping force.
deviation of preloadꎬ and the single bolt connection of composite structure being the research subjectꎬ the bolt tightening process
was simulated by finite element method. The results show that the friction coefficient of the contact surface and the bolt diameterꎬ at
一种用于复合材料管的预紧力齿强连接装置[实用新型专利]
![一种用于复合材料管的预紧力齿强连接装置[实用新型专利]](https://img.taocdn.com/s3/m/15a73a6f83d049649a6658a4.png)
专利名称:一种用于复合材料管的预紧力齿强连接装置专利类型:实用新型专利
发明人:陶杰,高一峰,马森,孙健,晏孝强,高建岗,范炳辉申请号:CN201620759089.4
申请日:20160718
公开号:CN205976218U
公开日:
20170222
专利内容由知识产权出版社提供
摘要:本实用新型提供的一种用于复合材料管的预紧力齿强连接装置,包括外套管、内压管;待连接的复合材料管一端与外套管的内壁固连;内压管通过过盈配合设置在复合材料管的内壁;所述外套管和内压管互相连接。
本实用新型提供的用于复合材料管的预紧力齿强连接装置结构简单,使用方便,成本低廉,承载力高,连接效率高;本实用新型将金属件与复合材料管通过齿装配后,通过一定方法在复合材料齿上施加径向压力,再通过复合材料齿根位置层间抗剪能力以及接触面上的摩擦阻力共同传递外荷载,从而达到锚固复合材料管的目的。
申请人:赵启林,李飞,潘大荣,陈浩森
地址:210007 江苏省南京市秦淮区光华路海福巷1号
国籍:CN
代理机构:南京苏创专利代理事务所(普通合伙)
代理人:沈振涛
更多信息请下载全文后查看。
一种高强纤维增强复合材料连接件[实用新型专利]
![一种高强纤维增强复合材料连接件[实用新型专利]](https://img.taocdn.com/s3/m/067f1656c77da26924c5b0a7.png)
专利名称:一种高强纤维增强复合材料连接件专利类型:实用新型专利
发明人:连苓
申请号:CN201921691391.0
申请日:20191011
公开号:CN211566989U
公开日:
20200925
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种高强纤维增强复合材料连接件,包括锚固纤维棒、注塑中间体,所述锚固纤维棒上设置有燕尾槽或者锁槽,所述注塑中间体包覆在锚固纤维棒的中段,所述注塑中间体上设置有牙纹。
通过改变锚固纤维棒以及注塑中间体的结构,可大大增加连接件与混凝土的接触面积,从而增强拉拔力,本实用新型的连接件的拉拔力可达到15‑20kN;通过改变锚固纤维棒的切面形状,可以使复合材料拉伸、弯曲程度大大提高,本实用新型的连接件的拉伸强度达到900‑1100兆帕,弯曲强度达到1000‑1200兆帕。
申请人:泰安市骏鸣新材料有限公司
地址:271000 山东省泰安市泰山区省庄镇博阳路176号
国籍:CN
代理机构:青岛致嘉知识产权代理事务所(普通合伙)
代理人:苗颖
更多信息请下载全文后查看。
装配预紧力对复合材料连接件疲劳行为的影响
装配预紧力对复合材料连接件疲劳行为的影响刘学术*, 王学尧(大连理工大学 汽车工程学院,辽宁 大连 116024)摘要:随着复合材料在航空、汽车等领域的广泛应用,螺栓连接作为结构设计中的重点,一直以来都是国内外学者研究的热点。
螺栓装配预紧力改变了复合材料连接件的孔边受载情况和结构整体的载荷分配,能够对结构的强度与寿命起到增益作用。
本工作以螺栓孔的变形量为结构疲劳性能的衡量标准,用液压疲劳机研究装配预紧力对复合材料连接件疲劳性能的影响以及疲劳循环过程中的预紧力退化。
结果表明:预紧力的大小与不均匀性较大程度影响了结构的孔变形以及疲劳寿命,在一定范围内,装配预紧力越大,结构抗疲劳性能越强;螺栓的预紧力退化受到初始预紧力大小、垫片类型以及加载频率等多方面因素的影响,初始预紧力越小,结构预紧力退化越严重。
关键词:复合材料;预紧力;预紧力退化;孔变形doi:10.11868/j.issn.1005-5053.2022.000146中图分类号:TB33 文献标识码:A 文章编号:1005-5053(2023)03-0116-08Influence of assembly preload on fatigue behavior of composite connectorLIU Xueshu*, WANG Xueyao(School of Automotive Engineering, Dalian University of Technology, Dalian 116024, Liaoning, China)Abstract: With the widespread application of composite materials in aviation, automotive and other fields, bolted connection, as the key focus in structural design, has always been a hot research topic for the scholars both at home and abroad. The pre tightening force of bolt assembly changes the loading situation at the hole edge of composite material connector and the overall load distribution of the structure, which can play a beneficial role in enhancing the strength and lifespan of the structure. This research took the deformation of bolt hole as the measurement standard for structural fatigue performance, the hydraulic fatigue machine was used to study the effect of assembly preload on the fatigue performance of composite material connector and the degradation of preload during the fatigue cycling. The results show that the magnitude and non-uniformity of the preload greatly affect the hole deformation and fatigue life of the structure. Within a certain range, the larger the assembly preload, the stronger the fatigue resistance of the structure. The degradation of pre tightening force of the bolt is influenced by various factors such as the initial pre tightening force, gasket type, and loading frequency. The smaller the initial pre tightening force, the more severe the degradation of structural pre tightening force.Key words: composite materials;preload;preload degradation;hole deformation复合材料因比模量大、强度高、抗疲劳耐腐蚀、可设计性强等诸多优越的性能被广泛应用于航空航天、汽车工业、能源工程、化工等领域,特别在航空航天领域的应用发展更为迅速,复合材料在现代飞机结构上的应用水平已经成为衡量飞机先进性的一个重要指标[1]。
复杂载荷下复合材料螺栓连接预紧力松弛试验研究

复杂载荷下复合材料螺栓连接预紧力松弛试验研究
魏嘉兵;邹礼洋;杨浩然;贲强;袁大鹏
【期刊名称】《航空制造技术》
【年(卷),期】2024(67)9
【摘要】本研究基于疲劳试验机,自主设计了复杂载荷螺栓松动试验装置。
在不同的试验参数下开展了复杂载荷作用下螺栓连接结构松弛行为试验,系统地研究振动幅值、载荷类型对复杂载荷下螺栓连接结构松弛行为的影响。
通过获取螺栓连接的实时残余夹紧力和螺栓螺母相对旋转角度,并结合光学显微镜分析复合材料板表面损伤形貌,进一步揭示复合材料螺栓连接松动机理。
主要结论如下:当载荷幅值越大,螺栓连接残余夹紧力下降的值越大,连接结构越容易发生松弛行为;轴向幅值增大会导致复合材料板孔周位置损伤加重,横向幅值增大则会导致复合材料板板面磨损加重;复杂载荷的载荷类型对连接结构松弛行为会产生明显影响,与静拉伸载荷相比,振动载荷对螺栓连接残余夹紧力的影响更大。
【总页数】8页(P98-105)
【作者】魏嘉兵;邹礼洋;杨浩然;贲强;袁大鹏
【作者单位】国营芜湖机械厂;南京航空航天大学
【正文语种】中文
【中图分类】TB3
【相关文献】
1.预紧力对紧螺栓连接板位移载荷响应的影响
2.节点板高强螺栓预紧力松弛试验研究
3.节点板高强螺栓预紧力松弛试验研究
4.复合材料螺栓连接预紧力松弛的改进预测模型
5.复合材料单螺栓连接结构的预紧力
因版权原因,仅展示原文概要,查看原文内容请购买。
复合材料连接方法
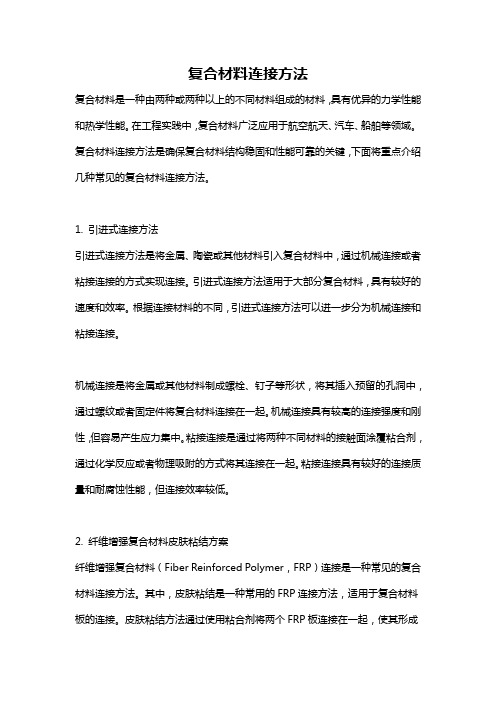
复合材料连接方法复合材料是一种由两种或两种以上的不同材料组成的材料,具有优异的力学性能和热学性能。
在工程实践中,复合材料广泛应用于航空航天、汽车、船舶等领域。
复合材料连接方法是确保复合材料结构稳固和性能可靠的关键,下面将重点介绍几种常见的复合材料连接方法。
1. 引进式连接方法引进式连接方法是将金属、陶瓷或其他材料引入复合材料中,通过机械连接或者粘接连接的方式实现连接。
引进式连接方法适用于大部分复合材料,具有较好的速度和效率。
根据连接材料的不同,引进式连接方法可以进一步分为机械连接和粘接连接。
机械连接是将金属或其他材料制成螺栓、钉子等形状,将其插入预留的孔洞中,通过螺纹或者固定件将复合材料连接在一起。
机械连接具有较高的连接强度和刚性,但容易产生应力集中。
粘接连接是通过将两种不同材料的接触面涂覆粘合剂,通过化学反应或者物理吸附的方式将其连接在一起。
粘接连接具有较好的连接质量和耐腐蚀性能,但连接效率较低。
2. 纤维增强复合材料皮肤粘结方案纤维增强复合材料(Fiber Reinforced Polymer,FRP)连接是一种常见的复合材料连接方法。
其中,皮肤粘结是一种常用的FRP连接方法,适用于复合材料板的连接。
皮肤粘结方法通过使用粘合剂将两个FRP板连接在一起,使其形成一个整体结构。
皮肤粘结方法能够充分发挥FRP材料的优点,在航空航天、汽车、建筑等领域得到广泛应用。
皮肤粘结连接方法的关键是选择合适的粘合剂。
通常使用的粘合剂包括环氧树脂、聚氨酯等。
粘合剂的选择应考虑到被连接材料的性能要求、工作环境的要求以及工艺可行性等因素。
在进行皮肤粘结连接时,需要注意粘合面的处理,包括去除油污、灰尘和其他杂质,以确保粘合面的光洁度和粘合剂的附着性能。
3. 热固性复合材料连接方法热固性复合材料连接方法是通过热处理的方式将两个或多个热固性复合材料连接在一起。
热固性复合材料一般由纤维增强树脂及硬化剂组成,通过加热硬化剂,使其在一定温度下产生交联反应,从而形成坚固的连接。
预紧力对复合材料单搭接接头疲劳性能的影响

肖睿恒ꎬ等预紧力对复合材料单搭接接头疲劳性能的影响
DOI:10.19344 / j.cnki.issn1671-5276.2022.05.015
预紧力对复合材料单搭接接头疲劳性能的影响
肖睿恒1 ꎬ王耀1 ꎬ刘庆波2 ꎬ安鲁陵2
(1. 中国商飞上海飞机制造有限公司ꎬ上海 201324ꎻ 2. 南京航空航天大学ꎬ江苏 南京 210016)
复合材料板孔径伸长量随循环次数的变化曲线可以分为疲劳初始阶段、孔径缓慢增长阶段和
孔径加速增长阶段ꎻ仿真结果与试验吻合良好ꎬ可以分析出孔周损伤情况ꎻ增大预紧力ꎬ可以缩
短疲劳初始阶段的循环次数ꎬ增大孔径缓慢增长阶段的循环次数ꎮ
关键词:复合材料ꎻ预紧力ꎻ疲劳性能ꎻ有限元分析ꎻ单搭接接头
中图分类号:TB302.3 文献标志码:B 文章编号:1671 ̄5276(2022)05 ̄0065 ̄05
change the failure form of the joint. As the preload increasesꎬ the fatigue life of the composite single-lap joint gradually increases.
The change curve of the elongation of the composite laminate hole diameter along with the number of cycles can be divided into three
拧紧过程均采用 30 r / min 的转速ꎬ进行预紧力-拧紧
力矩关系测试ꎬ通过试验平台上的力传感器和转矩传感
方向 为 [ 45 / - 45 / 45 / 90 / 0 / - 45 / 0 / 90 / 45 / - 45 / 0] sꎬ 共 22
复合材料连接技术及应用

复合材料连接技术及应用复合材料连接技术及应用是一个广泛的研究领域,为了满足不同领域对复合材料连接的需求,目前已经开发出多种连接技术和应用。
复合材料连接技术种类繁多,主要包括机械连接、黏接连接、温度压缩连接、电热热融连接等。
机械连接是一种常见的连接方式,它通过螺栓、销子、铆钉等固定件将复合材料部件连接在一起,具有结构简单、连接强度高等优点。
然而,这种连接方式容易造成应力集中,对复合材料的损伤较大,因此在实际应用中需谨慎选择。
黏接连接是另一种常见的连接方式,通过使用特殊的胶粘剂将复合材料部件连接在一起,具有连接均匀、强度高、耐疲劳等特点。
温度压缩连接利用高温和压力将复合材料部件连接在一起,广泛应用于飞机结构和汽车制造等领域。
电热热融连接是一种新兴的连接方式,通过电磁感应加热复合材料,使其熔融后快速连接,具有连接速度快、连接质量好等优点。
复合材料连接技术的应用非常广泛,主要涉及航空航天、汽车、建筑、电子等领域。
在航空航天领域,由于复合材料具有轻质、高强度、低热膨胀系数等优点,被广泛应用于飞机结构、火箭外壳等部件的制造中。
复合材料连接技术对于提高飞机的整体性能、减轻飞机重量具有重要意义。
在汽车领域,复合材料连接技术广泛应用于车身结构、座椅、悬挂系统等部件的制造中。
复合材料连接技术可以提高汽车的整体刚性和安全性能,同时减轻车身重量,提高燃油效率。
在建筑领域,复合材料连接技术广泛应用于内外墙装饰、窗框、地板等部件的制造中。
复合材料具有耐候性好、防火性能好等优点,能够提高建筑物的抗风压能力和耐久性。
在电子领域,复合材料连接技术广泛应用于半导体封装、电路板连接等方面。
复合材料具有优良的导热性能和电绝缘性能,能够提高电子产品的散热性能和安全性能。
总的来说,复合材料连接技术及应用具有重要的意义,可以提高产品的性能和功能,提高产品的质量和寿命。
随着科技的进步和研究的不断深入,相信复合材料连接技术将会得到进一步的发展和应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种新型复合材料连接技术—预紧力齿连接1-构造与传力机理欧得宝翻译摘要:为解决现有复合材料连接技术连接效率较低的问题,本文提出了一种新型复合材料连接技术-预紧力齿连接。
在对该连技术构造进行详细介绍的基础上通过接头单齿、多齿承载力实验以及正应力对层间剪切强度的增强实验对该连接技术的连接效率与传力机理进行了研究,研究表明:(1)齿长与齿宽以及施加预紧力的大小是单齿承载力的主要因素。
(2)该连接的压缩连接效率最大达到了66.3%,拉伸连接效率最大达到了58.4%,而传统的复合材料连接技术的连接效率最高才40%。
(3)拉挤型单向纤维复合材料具有较高的层间抗剪能力与正应力可以显著提高复合材料层间抗剪强度是该连接技术可以传递较高荷载的主要原因。
由此本文提出连接技术具有良好的力学性能,因此可广泛的应用于工程。
关键词:复合材料预紧力齿连接连接效率传力机理复合材料由于轻质、高强、耐腐蚀等优点,在土木工程中得到广泛的应用,但应用主要集中在承载能力低、跨径较小的结构。
这除了和复合材料结构一次性投入成本高、制备工艺与设计计算理论不完善等有关外,缺乏有效的连接技术也是限制复合材料在土木工程中推广的重要因素。
目前复合材料构件的连接技术从原理上可以区分为螺栓连接、胶接、胶—螺混合连接与摩擦连接等几种形式。
(1)螺栓连接:螺栓连接从成孔方式上可以区分为钻孔成型与编织成型两种,所谓钻孔成型的螺栓连接是指在成型的复合材料型材上钻孔形成螺栓孔,该工艺可应用于各种截面形式的复合材料构件连接,但由于成孔过程破坏了纤维连续性,接头的承载力较低,一般只能应用于荷载等级较小的人行天桥或轻型屋面等[1][2][3][4],如:美国E.T.T echtronics公司制作的复合材料人行桁架桥,桥长25m,通行荷载只有3t[5]。
编织成型的螺栓连接是指先利用纤维丝围绕螺栓杆缠绕编织成螺栓孔,在浸透树脂后固化成复合材料型材.该工艺成型的螺栓孔可以保持纤维的连续性,接头强度得到显著提高[6] [7]。
但编织工艺难以将接头与大型构件一次成型,因而也难以在大型工程结构中应用。
(2)胶接:目前胶接从构造上可以区分为盖板连接与套筒连接等几种形式,虽然该连接方式对构件没有任何削弱,但是盖板连接的端部剪应力与剥离应力集中导致连接所能够传递荷载有限[8][9]。
钢套筒内部灌胶的连接方式降低了端部剪应力与剥离应力集中程度,可以承受较高的荷载,已成功应用于预应力索、斜拉索的锚固[10] [11][12][13][14] [15]。
但只能应用于承受拉力的筋材,适用范围有限,并存在明显的老化问题。
(3)胶—螺混合连接:该连接技术就是在接头上同时采用了胶接与螺栓连接两种方式,当螺栓与螺栓孔壁间存在间隙,在胶层破坏时螺栓承担荷载较小,接头承载力提高有限。
当增加胶层厚度、改变制作工艺时,可以提高螺栓在混合接头中的承载比例,但是也只能使构件强度发挥到50%左右[16][17]。
(4)摩擦型连接[18]。
摩擦型连接主要是指使用机械夹持式锚具夹紧FRP筋,依靠锚具与FRP筋间摩擦力和咬合力实现锚固。
但FRP筋的横向抗剪强度较低,尤其是在应力集中处易发生由部分纤维丝断裂导致的FRP筋整体断裂,因此难以在土木工程中大规模应用。
基于径向压应力可以有效提高材料抗剪强度基本原理,本文提出了一种新型复合材料连接技术—预紧力齿连接。
文中详细介绍了该连接技术的构造组成与预紧力施加工艺,通过试验证明了该接头具有较高的连接效率,分析了高效传力的机理。
1、预紧力齿连接的构造与施加工艺所谓的复合材料预紧力齿连接是指在复合材料型材接头位置加工环状或条状齿,并在连接复合材料型材的金属件上加工相匹配的齿,在将金属件与复合材料装配后,通过一定方法给复合材料齿上施加一定的径向压力,最后通过复合材料齿根位置层间抗剪能力以及接触面上的摩擦力共同传递外荷载。
图1预紧力齿连接示意图L;yi复合材料钢板图2复合材料管接头示意图图3复合材料板接头示意图复合材料管材预紧力齿连接接头的预紧力可以通过两种方法施加:一是通过环向高强螺栓的张拉施加,其施工过程如下:首先在加工带有内齿的外部钢套时在钢套外缘加工三个耳朵(图4);而后将钢套沿耳朵中部切成三等份,同时在耳朵上设置螺栓孔;其次将三等份的外金属套安装到复合材料管上;最后在在耳朵上安装高强螺栓,通过扭矩扳手扭紧螺母,使螺栓杆中产生拉应力、金属套筒与复合材料界面上产生压应力(图5)。
第二种方法是通过盈配合来施加预紧力,即先预制没有耳朵的、带有内螺旋齿的外部钢套以及外螺旋齿的复合材料管;而后通过旋转将将金属套筒安装到复合材料管上;其次,加工外径略大于复合材料内径的内金属管,过盈量根据施加预紧力的大小计算得到;最后通过压力施加装置将内金属管压入复合材料管中,这样通过内金属管挤压复合材料管形成界面上的预紧力(图6)。
图6过盈配合施加预紧力示意图复合材料板连接一般采用高强螺栓来施加预紧力,即在复合材料齿槽内制备螺栓孔,同时在钢板上相应的位置制备螺栓孔,在螺孔内放置高强螺栓通过对高强螺栓施加预紧力,从而达到对复合材料齿施加正应力的目的,如图7所示。
图7平板施加预紧力示意图两种施加预紧力的方法各有优势:第一种方法在施加预紧力时可以通过扭力扳手随时调整预紧力大小,便于使用过程中补充预应力,但需要在外部钢套上加工耳朵与安装高强螺栓,增加了试件的制作成本与接头重量。
过盈配合法可以有效降低接头的重量,但是预紧力施加到位后一般不能进行动态调整,不利于后期控制。
如果复合材料管在预紧力作用下蠕变显著,预紧力损失明显,那么需要采用高强螺栓进行预紧力施加,如果预紧力在使用过程中不明显,建议采用可有效降低重量的过盈配合法施加预紧力。
2、预紧力齿连接技术试验研究复合材料预紧力齿连接是一种由多道齿组成的连接方式,该连接方式是通过多道齿共同受力传递荷载。
由于复合材料是一种脆性材料故当连接处有一道齿发生破坏,则整个接头就发生破坏。
因此在对其极限承载力实验研究之前,有必要对单齿的极限承载力进行研究。
2.1单齿极限承载力试验研究单齿的破坏形式主要受以下几个因素影响:(1)齿的深度;(2)齿的长度;(3)预紧力的大小。
由于复合材料板齿连接制作简单,同时在实验过程中便于观测其破坏现象,因此在本节中主要通过复合材料板双面单齿试验得到上述各因素与单齿破坏模式之间的对应关系。
在试验中复合材料板的几何尺寸为:板宽50mm,板厚17mm。
在复合材料板两端分别加工一道螺齿,在齿槽中制备两螺栓孔,如图8所示。
制备相应的钢板通过齿与复合材料板连接再通过螺栓施加预紧力,如图9所示。
详细的试验方案如下:(1)固定齿深与预紧力大小,变化齿长;在这组试验中齿深为2mm,在复合材料板上布置两个孔径为10mm的螺栓孔,通过直径为8mm的高强螺栓施加预紧力,每个螺栓上施加预紧力为40kN,即施加在复合材料齿上正应力的大小为30MPa。
复合材料螺齿的长度有:9mm、12mm、18mm、23mm、25mm 和30mm。
(2)固定齿长与预紧力大小,变化齿深;在这组试验中齿长为25mm,在复合材料板上布置两个孔径为10mm的螺栓孔,选用直径为8mm的高强螺栓施加预紧力,每个螺栓上施加预紧力为40kN,即施加在复合材料齿上正应力的大小为30MPa。
复合材料螺深为:0.5mm、1mm、1.5mm、2mm和4mm。
(3)固定齿长与齿深,变化预紧力大小;在这组试验中齿长为25mm,齿深分别为0.5mm与2mm,在复合材料板上布置两个孔径为10mm的螺栓孔,选用直径为8mm的高强螺栓,施加预紧力的大小为:0kN、10kN、25kN、30kN、35kN与40kN。
表1材料参数图8复合材料板图9复合材料单齿连接试件测试在电子万能实验机上进行,如图10所示。
该机采用计算机控制,自动采集数据并保存为数据文件,测试精度较高。
根据ASTMD3846-94标准的规定,加载速度为0.5mm/sec。
试验主要采集了试件破坏时的荷载即极限荷载。
试验结果见表2、3、4与5。
图10试件加载表2变化齿深的结果表3变化齿长的结果表4齿深为2mm变化预紧力的结果表5齿深为0.5mm变化预紧力的结果通过大量的实验可得:单齿破坏有两种形式,一是齿深较小时,复合材料齿前端发生局部挤压破坏;二是齿深较大时,复合材料齿沿齿根部发生水平剪切破坏(图,如果相片能够显著说明,就直接用相片,如果相片不清晰,就配合相片绘制示意图)。
挤压破坏的阶段性不明显,剪切破坏呈现显著的阶段性,加载初期很长时间内,构件表面无异常,也无异常声响;随着荷载持续增加,开始听到细微而且连续的破坏声响,在复合材料齿前端齿根位置发现细微的水平裂缝,并快速向后发展;裂缝发展到一定长度后(一般达不到齿的全长),伴随一声巨响,齿整体剪切破坏,接头达到极限承载力。
2.1.1几何参数对单齿承载力的影响几何参数对单齿承载力的影响主要包含:齿深、齿长两个方面。
图11为在相同预紧力和齿长下复合材料单齿极限承载力与齿深之间的关系,由图可见:当齿深由0.5mm增加到2mm 时,单齿的极限承载力随齿深的增加而增加,当齿深由2mm增加到4mm时,单齿的极限承载力随齿深的增加而降低。
这说明在复合材料板厚一定的情况下存在一个最佳齿深值,在该齿深下单齿承载力最大。
因此在对复合材料预紧力齿连接设计时为保证充分发挥齿的承载力必须寻求最佳齿深。
图12为在相同预紧力和齿深下,复合材料单齿极限承载力与齿长之间的关系。
由图可见:齿长增加的初期,单齿极限承载力随齿长增加而增加,在齿长达到30mm时,单齿极限承载力达到最大,随后单齿承载力趋于稳定。
由此说明:在齿长较短时,增加齿长有助于提高齿的极限承载力,但当齿长增加到一定程度后,单齿极限承载力并不会随齿长增加而增加,即在齿长超过临界值后增加齿长将不会提高承载力。
通过分析说明,单齿几何参数对接头的承载力有较大的影响,因此选择合理的几何参数对优化该类接头有重要的意义。
图11单齿极限承载力与齿深的关系图12单齿极限承载力与齿长的关系2.1.2预紧力对单齿承载力的影响在复合材料齿上施加预紧力使齿受到径向约束,会在齿根水平面上形成径向压应力,径向约束会使复合材料的承压能力提高,径向压应力会提高复合材料层间抗剪强度,最终提高齿连接的承载能力。
图13、14是齿深分别为0.5mm、2mm,齿长均为25mm时,单齿的极限承载力随预紧力的变化趋势图。
由图可见:单齿的极限承载力都随预紧力的增加而增加,而且施加预紧力较小时承载力增加缓慢,较大时增加显著;由于破坏模式的不一样,相同预紧力下极限承载力的增加幅度不一致,在都施加40KN预紧力的情况下,齿深0.5mm、呈现挤压破坏的接头承载力增加了39Kn,而齿深2mm,呈现剪切破坏的接头承载力增加了51kN。