西门子SMART200控制伺服系统做三菱标志图形
西门子1200与三菱MRJ4伺服接线图
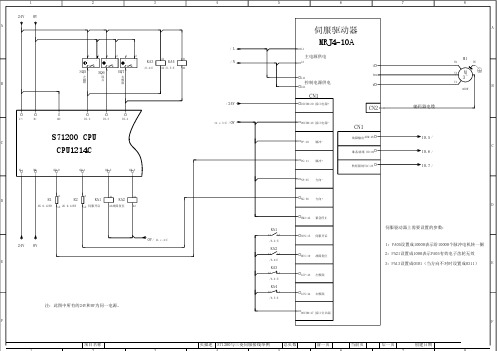
1234567824V0VA121212+-+-+-KA3/L A1A1KA4/N伺服驱动器MRJ4-10AL1主电源供电L3AM1W1PESQ53左极B限SQ63原点SQ73右极限/6.4:EA2/6.5:EA2/24VL11控制电源供电L21CN1DICOM:20接口电源+U V WCN2编码器电缆V1M 3~U1B400WL+:M:1M:I0.2I0.3I0.411.c.3:E /0VDOCOM:46接口电源-CN1S71200CPU CCPU1214CPP:10脉冲-故障输出ALM:48准备就绪RD:49I0.5/CI0.6/3L:3M:Q0.0Q0.1Q0.2Q0.3PG:11脉冲+转矩限制TLC:23I0.7/NP:35方向-x1DR1x1R2KA1A1A1KA2NG:36方向+2K 0.125Wx22K 0.125Wx2伺服开启A2故障复位A2DKA1EM2:42紧急停止伺服驱动器上需要设置的参数:1413SON:15伺服开启24V0V0V /11.c.4:C/6.2:EKA21:PA05设置成10000表示给10000个脉冲电机转一圈1413RES:19故障复位2:PA21设置成1000表示PA05有效电子齿轮无效E/6.4:EKA33:PA13设置成0301(当方向不对时设置成0311)E1211LSP:43左极限/6.4:EKA41211LSN:44右极限注:此图中所有的24V和0V为同一电源。
/6.5:EDOCOM:47接口公共端FF创建日期项目名称页描述S71200与三菱伺服接线举例总页数前一页当前页后一页。
西门子200smart控制台达B2系列伺服电机案例

西门子200smart控制台达B2系列伺服电机案例接线图如下:
伺服参数设置,其他功能简略
使用运动控制向导生成子程序,此处根据伺服电机编码器精度设置,精度为17-bit(160000 p/rev),这个参数的意思是伺服电机旋转一周需要160000个脉冲。
参数中设置电子齿轮比为16,那么电机转一圈需要160000/16=10000个脉冲
此处的应用的最大电机速度与设定的每转需要的脉冲数有关。
由于西门子200smartCPU的输出脉冲是100KHZ(也就是每秒输出100000个脉冲),由于前边设置了电机旋转一周行程是10mm。
电机旋转一周需要10000个脉冲。
这样最大输出速度就是100mm/s。
这样在程序中最大的运行速度不会超过100mm/s。
只要设定了启动参考点。
在运行很多程序之前需要启动参考程序后才能启动其他程序。
需找参考点的轨迹需要在下图设定。
其他功能简略。
组态运动控制后,需要调用相关子程序使用。
在运行前需要对伺服驱动器使能。
它对应的是Q0.4.
PLC侧给定运行速度是50mm/s,就是5转/S即300转/分。
执行此命令前需要运行RSEEK程序。
如需绝对位置控制,则需添加回原点子程序,有些机器都是开机自动回原点的,回原点方式不再叙述。
S7-200 SMART PLC应用技术 模块三 顺序功能图编程及应用

S7-200 SMART PLC应用技术 【能力目标】
1.能熟练运用顺序控制继电器指令编写PLC程序。
哪 里
有
2.能熟练运用启保停电路以及置位复位指令编写顺序控制程
逻 辑
,
序。
那
里
就
3.能根据控制系统的控制要求,构建PLC控制系统的硬件系
有
自
统以及程序设计。
动 化
控
制
2019/8/26
S7-200 SMART PLC应用技术
制
场的影响,开关的磁阻元件输出一电压信号。经信号放大器放大后指示灯(红色)
发光,控制输出点与电源负端接通。将磁性开关安装在气缸两侧,就可以发出气缸
活塞杆伸出到位或缩回到期位的信号。
2019年8月26日星期一
S7-200 SMART PLC应用技术
5.气动控制回路的实现 (1)单电控电磁阀控制单作用气缸。
辑
对象通电动作。
,
那
里
就
有
动作分保持型动作和非保持型动作两类。
自 动
化
控
制
2019年8月26日星期一
S7-200 SMART PLC应用技术
【有向线段】
有向线段表示步的转移方
向。从上到下或从左到右
哪
的有向线段的箭头可以省
里
略,如果不是上述的方向 ,则应在有向线段上用箭 头注明进展方向。
有 逻 辑 ,
。SCR和SCRE指令之间的所有逻辑是否执行取决于S堆栈的值。
哪 里
(3)当输出动作需要保持时,可使用S/R指令。
有 逻
(4)SCRT转移指令有能流时,执行该指令,将复位当前激活的
辑 ,
那
S7-200SMART如何驱动步进画三角形?

S7-200SMART如何驱动步进画三角形?今天给大家介绍S7-200SMART如何驱动XY轴平台实现画多边形的功能,文中以画三角形为例给大家介绍,希望大家通过对该文章的阅读及理解可实现画多边形的功能。
一、 实验设备介绍(1)西门子S7-200SMART系列PLC,CPU型号为ST20。
(2) XYZ轴平台一套,该平台有三个步进驱动器,三套电机配合丝杆,在本例子因ST20型号的CPU只支持2轴高速脉冲输出,所以只驱动X轴和Y轴。
实验平台如下图所示:注:定义往电机方向移动为正方向,丝杆的逻辑为4mm,步进驱动的细分设置为3200个脉冲一转。
CPU输出端Q0.0和Q0.2分半为X轴的脉冲和方向信号,Q0.1和Q0.7为Y 轴的脉冲和放信号,步进驱动器有PLC的接线图如下所示:二、 直线插补算法说明如下图所示,原点,1#点,2#点,三点构成了一个三角形,若需要使用S7-200SMART系列PLC驱动前面所描述的XY轴实验平台画出来,则需要用到XY轴同时运动来实现走直线的功能,但S7-200SMART系列PLC没有直线插补功能,只能考虑自编程序来实现。
如上图所示,X轴和Y轴要同时从原点启动到1#点位置,则X轴和Y轴所移动的时间是相同的,因此已知目标位置的坐标及一个轴的速度(主站速度),然后根据已知的轴的位置和速度计算出时间后再去计算出另外一个轴的速度。
根据此原则则可得到如下公式:三、三角形移动程序设计说明根据分析,对S7-200SMART系列PLC的驱动XY轴平台实现三角形运动的程序设计主要分为“运动向导的组态配置”、“初始化与回原点程序”、“速度换算程序”、“取绝对值程序”、“开始运行程序”几部分组成。
(1)速度换算程序速度换算程序,根据给定的X轴的速度,计算出Y轴的速度,在输的计算中为了保证计算得到的速度值为正数,因此对目标位置减去当前位置后得到的结果去绝对值运算,因此还需要编写取绝对值的子程序。
如下图所示,第一段程序为取绝对值运算的子程序,第二段为速度换算的子程序。
11_脉冲式伺服(三菱_松下等)的图纸绘制例子

(脉冲)伺服的几种接线实例前言:本文档主要讨论脉冲式伺服的绘图方法,主要涉及如下设备:S7-200的EM253,S7-300的FM353,安川伺服、三菱伺服、松下伺服、施耐德伺服。
一、FM353与YASKAWA伺服,脉冲+定位模式: (2)二、西门子FM353模块+ MR-J4伺服 (6)三、三菱本体+三菱伺服位置与转矩控制 (11)四、S7-200EM253与松下伺服MCDH的通讯: (12)五、EM235 + 施耐德伺服 (17)六、S7-1200 + 松下伺服 (20)问题:1.西门子本体是PNP输出的,如何发送脉冲到三菱J4的伺服中?注意事项:1.以下图纸仅供参考,因为可能有些图纸上和现场不一定相符。
2.因为西门子基本上是PNP输出,主要脉冲输出无法接入三菱的伺服中。
用如下的图进行转接,也可以。
如果电源都是24V,两个电阻都需要10K欧姆。
一、FM353与YASKAWA伺服,脉冲+定位模式:1.涉及如下元器件PLC为:S7-300定位模块,FM353伺服为:SGDV-550A01A,200V, YASKAWA1.西门子FM353介绍左边DB15的接头中,PIN针内容如下(主要用到:1/9是脉冲。
2/10是方向):右边的IO端子功能如下(主要用到DI,用于接原点传感器)2.YASKAWA的一些接线方法3.1.位置脉冲的输入(7/8是脉冲;11/12是方向)B.输入输出。
[注意]本伺服电机的输入回路使用双向光电耦合器,可选择PNP或NPN接法:3.某定位控制的实际接线(脉冲+定位模式):二、西门子FM353模块+ MR-J4伺服1.FM353模块介绍:示意图如下,左边DB15的接头接头,PIN针内容如下:2.三菱MR-J4—A介绍:关于三菱MR-J4伺服,有如下的需要说明:A.输入可以NPN或PNP模式:图1:NPN解法(DICom接24V)图2:PNP输入解法(DICOM接0V)B.可以漏型输出(即输出为0,此时DOCOM接0V);也可以源型输出(即输出为24V,此时DOCOM接24V)NPN输出PNP输出C.输出“ALM(故障)”在没发生报警的正常情况下ON;报警发生时,OFF。
西门子200smart与三菱FX2N
西门子200smart与三菱FX2N一、寻址方式1、西门子200 smart西门子200 smart的寻址方式分为两种:直接寻址和间接寻址。
直接寻址可分为;位(bit)寻址和字节(byte)寻址。
位寻址;直接访问存储区中的某一位(bit)的寻址方式,其语法规则为:存储区标识 + 物理地址 + ' . ' + '位地址'比如,输入存储区(I)的第2个字节的第5位,位寻址的方式写作 “I2.5”;字节寻址;是访问存储区的某个字节、字或者双字的寻址方式。
其语法规则为;存储区标识 + 访问宽度 + 物理地址这里的访问宽度包括三种类型:B:表示访问一个字节(Byte);W:表示访问一个字(Word);D:表示访问一个双字(Double Word);比如:访问变量存储区V的第100个字节,写作:VB100,其各部分的含义如下图;间接寻址定义:利用指针来访问存储器中数据的寻址方式。
在PLC程序中所定义的变量,或者说符号,都有明确的地址变量的指针,就是变量的地址。
2、三菱FX2N(1)直接寻址:所谓直接寻址,就是直接给出指令的确切操作数。
基本逻辑指令都是直接寻(2)址方式。
例如:LD X0 ,就是直接寻址。
又比如:MOV D0 D100 ,也是直接寻址。
立即寻址:立即寻址的特点是其操作数就是一个十进制或十六进制的常数。
例如:MOVK100 D0,其操作数 K100 为立即寻址。
(3)变址寻址:变址寻址就是利用变址寄存器 V,Z 来进行地址修改的寻址方式。
变址操作数是两个编程元件的组合,变址操作数的操作地址为编程元件的编号,其编址号加上变址寄存器的数值为地址的编程元件。
例如: D2V0,它表示从 D2 开始向后偏移(V0)个单元的寄存器,若 V0=K8,则将编址号 2 加上变址寄存器数值8,即K2+K8=K10 ,则变址操作后的地址为 D10。
但是它有特殊情况,对于位元件 X 和 Y,是以八进制编址的,则有所不同。
西门子SMART200控制伺服系统做三菱标志图形

SMART200PLC控制三轴伺服系统运动绘制三菱标志图形前言:本文由龙丰自动化提供!龙丰提供全国连锁PLC培训,专一做最好的工控培训!龙丰在给客户做项目过程中,经常有客户的项目需求是通过多轴伺服运动多种轨迹,以下的这一个项目需求是控制三轴伺服系统运动绘制三菱标志图形,(还有画奥迪汽车标志的,可看下视频链接)龙丰在PLC培训教学过程中都是以实际项目进行教学,目的是让学员毕业后直接从事PLC编程设计工作。
下面是龙丰PLC培训中心陈老师的图形分析首先需要计算三菱标志的周期PLC控制三轴伺服运动绘制三菱公司标志完成后,如下图所示其它电气设计及伺服与PLC接线等步骤省略,下面是直接的程序在此程序里,涉及到库的调用,故需要学员们先建三个轴的库子程序主程序:主程序结束下面是中断程序INT_1:Z轴上升下降中断:X轴右移中断:程序经过测试,完全实现了图形绘制,所用设备均由龙丰培训室提供下面是龙丰的老师在课堂上讲解综合课程里的PLC控制伺服的现场视频1、龙丰现场在学学员编程调试多轴伺服系统视频https:///x/page/n0312wcniye.html?ptag=baidu.br2、定位模块程序编写https:///x/page/n0323egdz6x.html?ptag=baidu.br3、PLC画圆https:///x/page/c03236nf2fa.html?ptag=baidu.br4、三轴定位画奥迪LOGOhttps:///x/page/a0198tnz6tv.html?ptag=baidu.br5、三轴定位画六边形https:///x/page/f0198byhint.html?ptag=baidu.br更多精彩视频请微信关注“龙丰PLC学习”。
数控机床PLC梯形图

CNC机床PLC形式
CNC
输
入/
PLC
输 出
电
路
位置 检测
CNC装置
CRT/MDI面板 机床操作面板
强电、气液控制电路 刀库伺服单元 主轴伺服单元 进给伺服单元
机床电器柜
数控机床PLC的形式
2. 独立型PLC
CNC机床PLC形式
输
入/
输
CNC
出 电
路
CNC装置
输
输
入/
入/
输 PLC 输
出
出
电
电
路
路
输出信号 MTAL (Y48.0) :报警输出,驱动指示灯HL1 ,闪烁工作。 LUBST (Y86.6) : 油泵启动输出,驱动继电器KA4。
动作顺序 Y86.6 输出 → KA4吸合 → KM4吸合 → M4运转
润滑系统自动控制
5. 系统报警
压力报警 LEAK: 油泵运转15秒,SP2应闭合,X4.5=1,否则报警 ---------提示油路可能泄漏。(R600.3) SPUP: 油泵停转25分钟,SP2应断开,X4.5=0,否则报警 ---------提示油路可能堵塞。(R600.4)
CNC(PLC) DV
机床侧 24V
PLC的信号处理
数控机床PLC的信号处理
CNC
PLC
• M、S、T功能
• 操作信号处理
• 急停控制
• 坐标轴控制
• 主轴控制
• 刀架控制
• 冷却控制
• 导轨润滑
机床
主轴定向控制
主轴定向控制
1. 初始状态
AUTO M19
ORCM RST
M06
ORCM ORAR
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子SMART200控制三轴伺服系统做三菱标志图形
在学学员们上课到伺服控制了,有一学员提出,能不能用我们现在的设备绘制汽车标志,于是有了此文的产生
学习无处不在
下面的陈俊宏老师的图形分析
首先需要计算三菱标志的周期
成形后应该是这样的
其它电气设计及伺服与PLC接线等步骤省略,下面是直接的程序
在此程序里,涉及到库的调用,故需要学员们先建三个轴的库子程序
主程序:
主程序结束
下面是中断程序INT_1:
Z轴上升下降中断:
X轴右移中断:
全国连锁,在任何一个校区免费循环学习龙丰官网: 当前校区:【东莞校区】【佛山校区】【武汉校区】
【广州校区】【深圳校区】【重庆校区】
程序经过测试,完全可以实现图形绘制,所用设备均由龙丰培训室提供。