西门子CT控制盘操作指南打印A
西门子操作手册

目录1 安全信息 (1)术语定义 (1)前言 (1)2定位器的供货范围 (2)3组装…………………………………………………………………概述…………………………………………………………………定位器在潮湿环境中的使用……………………………………定位器在易受到强加速作用力或震动场合的使用……………直行程执行机构的连接附件………………………………………组装顺序……………………………………………………………角行程执行机构的连接附件………………………………………组装顺序………………………………………………………………4可选附件的安装……………………………………………………5电气连接……………………………………………………………6气动连接……………………………………………………………注入仪表空气开关………………………………………………..限流器………………………………………………………………7调试(见散页“操作—简要说明”)………………………………直行程执行机构调试准备…………………………………………直行程执行机构的自动初始化…………………………………直行程执行机构的手动初始化…………………………………角行程执行机构调试准备…………………………………………角行程执行机构的自动初始化…………………………………角行程执行机构的手动初始化…………………………………故障校正……………………………………阀门定位器的简明操作指南………………..附录一………………………………………………………………………附录二………………………………………………………………………1 安全信息1.2 前言本操作说明描述了定位器组装、连接、调试的基本步骤,不能取代SIPART PS2电气阀门定位器的操作手册,操作手册中包含了组装、功能、操作的详细信息。
无危险使用关于安全方面,定位器出厂时已达到完美状态,如果要保持此状态,用户必须要遵守本操作说明中安全提示。
西门子 syngo CT 说明书

syngo CT操作手册第三卷syngo Data Set Conversion syngo Calcium Scoring syngo Dental CTsyngo Dynamic Evaluation syngo Osteo CTsyngo Perfusion CT syngo Pulmo CT syngo Volume 软件版本B10Asyngo CT操作手册第一卷安全性软件包基础准备检查HeartView CT CARE Bolus CT CARE Vision CT第二卷syngo 病人浏览器 syngo 影像卡syngo 拍片卡syngo 3D第三卷syngo Data Set Conversion syngo Calcium Scoring syngo Dental CTsyngo Dynamic Evaluation syngo Osteo CTsyngo Perfusion CT syngo Pulmo CT syngo Volume第四卷syngo Colonography syngo InSpace 4D syngo LungCARE CT第五卷syngo Argussyngo Vessel Viewsy n g o C T 操作手册,第三卷西门子股份有限公司西门子医疗系统集团CT 部Siemensstr. 1D-91301 Forchheim, Germany 总部: 柏林和慕尼黑西门子股份有限公司Wittelsbacher Platz 2D-80333 Munich, Germany该产品带有符合1993年6月14日颁布的委员会规程93/42/EEC 中关于医疗器械的规定的CE 标志。
CE 标志仅适用于介绍的与上述综合EC 规程有关的医疗技术产品/医疗产品。
本手册的原始版本是用英文编写的。
符号(数字)键盘快捷键窗位-(数字:数字)窗位+(数字:/)窗宽-(数字:*)窗宽+(数字:-)向后滚动检查(数字:7)向前滚动检查(数字:8)向后滚动系列(数字:4)向前滚动系列(数字:5)向后滚动图像(数字:1)向前滚动图像(数字:2)病人浏览器(数字:.)标记(数字:3)复制到底片(数字:Enter )发送到节点1 (数字:+)病人登记(数字:0)Alt +字母带有下划线字母的菜单/按钮的功能Ctrl + Tab 转换激活的任务卡/翻页滚动卡层叠(Ctrl + Shift + Tab 向后的方向)Alt + F4关闭浏览器Ctrl + C 复制Ctrl + I 导入数据Ctrl + P 底片曝光作业Ctrl + V粘贴Ctrl + W保存窗值s y n g o C T 操作手册,第三卷3概述简介 (7)Data Set Conversion (14)CaScoring (16)Dental (30)DynEva (42)Osteo (52)Perfusion (64)Pulmo (88)Volume (98)s y n g o C T 操作手册,第三卷4s y n g o C T 操作手册,第三卷5内容简介 (7)一般信息.........................11SOMATOM life (13)Data Set Conversion (14)数据集转换 (15)CaScoring (16)加载原始图像.....................17投照模式.........................17更改图像设置.....................19筛检.............................21标记发现的病变...................23评估结果.........................25报告.............................27编档和存储结果...................27Dental (30)加载原始图像.....................31更改图像设置.....................33计划全景图像和剖面图像..........35开始重建.........................39结果图像的评估、拍片和存储......41DynEva (42)加载原始图像.....................43更改图像设置.....................45评估图像区域.....................45评估结果的输出...................49结果的保存、输出和拍片. (51)Osteo (52)加载原始图像.....................53更改图像设置.....................55评估椎体扫描.....................57编辑轮廓线.......................59评估结果的输出...................61拍片和输出结果...................63s y n g o C T 操作手册,第三卷6Perfusion (64)加载原始图像.....................65选择计算模式.....................67更改图像设置.....................67分割.............................69参考血管定义.....................71血管定义.........................73Perfusion 结果计算...............75显示结果图像.....................79评估结果图像.....................83结果图像的拍片和存储............87Pulmo (88)加载原始图像.....................89更改图像设置.....................91标准评估.........................91校正肺轮廓.......................93评估结果的输出...................97Volume (98)加载原始图像.....................99更改图像设置....................101准备进行容积计算...............103互动容积评估....................105容积定义........................109进行评估........................111拍片和输出结果 (113)s y n g o C T 操作手册,第三卷7欢迎使用西门子公司SOMATOM ®CT 系统。
操作手册(西门子系列)
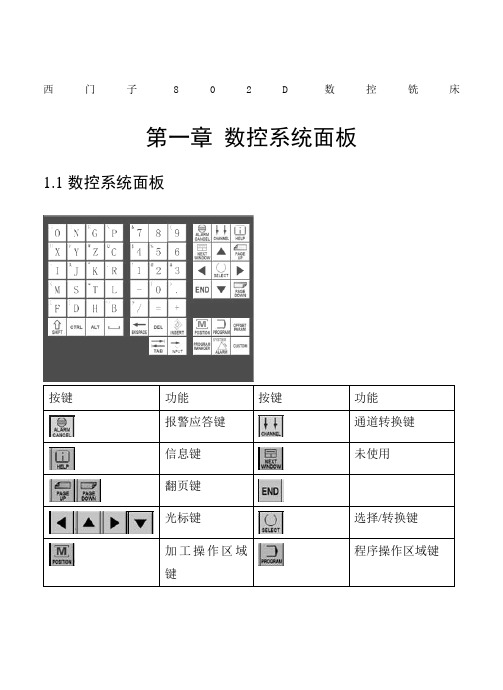
操作手册(西门子系列)精心整理,用心做精品1 西门子802D 数控铣床第一章 数控系统面板1.1数控系统面板按键功能按键功能报警应答键 通道转换键信息键 未使用翻页键光标键 选择/转换键 加工操作区域键程序操作区域键 参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转精心整理,用心做精品2主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区精心整理,用心做精品3显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
精心整理,用心做精品4第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
精心整理,用心做精品5精心整理,用心做精品62.2 JOG 运行方式2.2.1JOG 运行1. 按下机床控制面板上的点动键;2. 选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG 进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
西门子操作手册
目录
1 安全信息 (1)
术语定义 (1)
前言 (1)
2定位器的供货范围 (2)
3组装…………………………………………………………………
概述…………………………………………………………………
定位器在潮湿环境中的使用……………………………………
定位器在易受到强加速作用力或震动场合的使用……………
直行程执行机构的连接附件………………………………………
组装顺序……………………………………………………………
角行程执行机构的连接附件………………………………………
组装顺序………………………………………………………………
4可选附件的安装……………………………………………………
5电气连接……………………………………………………………
6气动连接……………………………………………………………
注入仪表空气开关………………………………………………..
限流器………………………………………………………………
7调试(见散页“操作—简要说明”)………………………………
直行程执行机构调试准备…………………………………………
直行程执行机构的自动初始化…………………………………
直行程执行机构的手动初始化…………………………………
角行程执行机构调试准备…………………………………………
角行程执行机构的自动初始化…………………………………
角行程执行机构的手动初始化…………………………………
故障校正……………………………………
阀门定位器的简明操作指南………………..
附录一………………………………………………………………………附录二………………………………………………………………………。
操作手册西门子系列

西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键程序操作区域键加工操作区域键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单;有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单;第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停;点击急停键,使急停键抬起;这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆如下图;3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0;2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动;只要按住坐标轴键不放,机床就会以设定的速度连续移动;2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减;用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%;2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动;2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式;2.2.5设定增量值1.点击“设置”下方的软键;2.显示如下窗口,可以在这里设定JOG进给率、增量值等;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;如果刀具清单多于一页,可以使用翻页键进行翻页;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;2.3 MDA运行方式1.按下机床控制面板上的MDA键,系统进入MDA运行方式:2.使用数控系统面板上的字母、数字键输入程序段;例如,点击字母键、数字键,依次输入:G00X0Y0Z0;屏幕上显示输入的数据;3.按数控启动键,系统执行输入的指令;第三章程序编辑3.1进入程序管理方式1.点击程序管理操作区域键;2.点击程序下方的软键;3.显示屏显示零件程序列表;3.2软键软键功能如果零件清单中有多个零件程序,按下该键可以选定待执行的零件程序,再按下数控启动键就可执行程序;输入新程序把选择的程序拷贝到另一个程序中;删除程序打开程序更改程序名3.3输入新程序1.按下;2.使用字母键,输入程序名;例如,输入字母:JI;3.按“确认”软键;如果按“中断”软键,则刚才输入的程序名无效;4.这时零件程序清单中显示新建立的程序;3.4编辑当前程序当零件程序不出于执行状态时,就可以进行编辑;1.点击程序操作区域键;2.点击编辑下方的软键;3.打开当前程序;4.使用面板上的光标键和功能键来进行编辑;5.删除:使用光标键,将光标落在需要删除的字符前,按删除键删除错误的内容;或者将光标落在需要删除的字符后,按退格删除键进行删除;第四章数据设置4.1进入参数设定窗口1.按下系统控制面板上的参数操作区域键,显示屏显示参数设定窗口:2.点击软键,可以进入对应的菜单进行设置;用户可以在这里设定刀具参数、零点偏置等参数;4.2设置刀具参数及刀补参数4.2.1设置刀具参数的基本方法1.点击“刀具表”下方的软键;2.打开刀具补偿设置窗口,该窗口显示所使用的刀具清单;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;如果刀具清单多于一页,可以使用翻页键进行翻页;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;4.2.2软键一级菜单二级菜单功能手动确定刀具补偿参数清除刀具所有刀沿的刀具补偿参数显示刀具的所有参数点击该键,进入下一级菜单,用于显示和设定其他刀沿;选择下一级较高的刀沿号选择下一级较低的刀沿号建立一个新刀沿复位刀沿的所有补偿参数输入刀具号,搜索特定刀具暂未开通;建立新刀具的刀具补偿设定钻刀刀具号设定铣刀刀具号4.2.3建立新刀具点击软键新刀具,显示屏右侧出现钻削和铣刀两个菜单项,可以设定两种类型刀具的刀具号;例如,要建立刀具号为6的铣刀,其操作步骤如下:1.点击;2.点击,显示屏如下显示:3.使用数控系统面板上的数字键,输入数字6;4.点击右下方的“确认”软键,完成建立;这时刀具清单里会出现新建立的刀具;4.3设置零点偏置值1.点击“零点偏置”下方的软键;2.屏幕上显示可设定零点偏置的情况;3.使用光标键移动光标,将光标定位到需要输入数据的位置;光标所在区域为白色高光显示;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认;第五章自动运行操作5.1进入自动运行方式1.按下系统控制面板上的自动方式键,系统进入自动运行方式:2.显示屏上显示自动方式窗口,显示位置、主轴值、刀具值以及当前的程序段;5.2软键1.点击自动方式窗口下方菜单栏上的“程序控制”软键;2.显示屏右侧出现程序控制菜单的下一级菜单;按键功能按下该键后,所有到进给轴和主轴的给定值被禁止输出,此时给定值区域显示当前运行数值进给轴以空运行设定数据中的设定参数运行程序在运行到有M01指令的程序段时停止运行前面有“/”标志的程序段将跳过不予执行每运行一个程序段,机床就会暂停按快速修调键,修调开关对于快速进给也生效5.3选择和启动零件程序1.按下自动方式键;2.选择系统主窗口菜单栏“数控加工”-“加工代码”-“读取代码”,弹出windows打开文件窗口,在电脑中选择事先做好的程序文件,选中并按下窗口中的“打开”键将其打开,这时显示窗口会显示该程序的内容;3.按数控启动键,系统执行程序;5.4停止、中断零件程序●停止:按数控停止键,可以停止正在加工的程序,再按数控启动键,就能恢复被停止的程序;●中断:按复位键,可以中断程序加工,再按按数控启动键,程序将从头开始执行;。
西门子ct控制盘操作指南

消防控制盘操作指南操作盘是火灾报警联动控制系统的监控点—一个系统中可有多个操作盘—使用密码或钥匙方能操作✍是显示屏,能以亮暗两种方式显示—亮代表 1、所有信息,如《报警》;2、状态改变;3、在操作过程中(10分钟内自动关闭)。
—暗代表除上述三种情况之外的正常状态按《F1》键则显示主菜单,主菜单中顶行是菜单目录中行是供选择的内容底行是操作说明✍是报警窗,有火警信号时亮✍是显示窗组合,其中一部份带操作键,用于显示并可改变运行状态。
✍《确认/消音》键,按键表示操作员已接受了信息。
✍《复位》键,当险情消除后用来使控制器恢复正常运行状态。
✍键盘,用于菜单操作和输入密码《F1》,《F2》:依选中的菜单而有不同的功能《OK》:选中或执行一个指令《↑》, 《↓》:上下移动游标以供选择《C》(清除):取消输入的内容《✍》(删除):删去游标中光标左边的字符✍钥匙开关:如果操作盘有此开关,则必须打开才能操作。
操作级别有以下几种操作级别1级: 人人级→《确认/消音》和《功能滚动条》,每个人都能操作2.1级: 操作1级→值班人员操作2.2级: 操作2级→管理人员操作3级: 技术级→技术服务人员才能操作。
报警文本框中将如何显示报警信息?第一次报警操作提示出现《报警》后怎么办?1.火警a)火警报警时,控制盘显示面板左上侧的报警指示灯会亮;LCD上会自动弹出火警报警信息;控制盘会出现连续的报警声响,报警栏的红色指示灯会亮。
b)在LCD上确认火警报警信息,并马上到现场确认火灾灾情。
c)确认火灾时,在消防控制盘上,按下“消防联动启动按钮”。
d)若是误报,则在控制盘上进入等级2.1,然后按下复位键进行复位。
e)若真的发生火灾,应按有关规定程序上报、处理,并报119。
2.故障a)故障报警时,控制盘显示面板上报警栏的黄色指示灯会亮,控制盘会出现断续的鸣响。
b)注意不要先按下“确认”键,而应点按故障栏,然后查看故障栏中的故障报警内容,最近的报警信息左侧会出现“+”号,确认后会消失。
操作手册西门子系列
西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键加工操作区域程序操作区域键键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。
西门子16操作规程 Microsoft Word 文档

西门子16排螺旋CT机操作规程一、用途:全身各部位CT检查。
二、每天早晨开机前检查设备的完整性,观察温湿度,稳压电源工作状态。
三、扫描前准备工作1 .开机:按下主机控制柜和不间断电源上的开/关按钮。
2 .自检:主机进入开机自检过程,约3-5分钟。
3 .预热:3.1自检完毕,主显示屏自动出现预热界面,预热曝光按钮亮。
3.2 按下曝光按钮进入预热过程,约5分钟,此时不要做其他操作。
3.3 预热完毕。
4 .检查硬盘可用空间,删除一些较早期的图像。
当可用空间小于硬盘总容量50%时,将影响系统运行速度。
四、资料录入1. 审读会诊单,了解病人一般资料和检查目的。
2. 病人资料录入手工输入必填项: 姓病人ID 出生日期(yyyy.mm.dd) 性别可选项:转诊医生入院诊断病房许可ID 机构名称第一执行医生第一操作者等五、摆放病人体位根据检查目的,选择仰卧/ 俯卧、头先进/ 脚先进,升高检查床到一定高度后送入扫描孔中。
六、选择扫描序列1. 点击桌面左侧人体模拟图的相应部位,右侧出现可供选择的预设扫描序列,根据会诊单上的检查目的,选取合适的扫描序列后点击进入。
2. 检查序列参数是否与病人体位、检查目的相符合,若不符则进行修改。
七、扫描1.定位片扫描以上步骤完成后,机器进行曝光前的一系列准备,约15-20秒内曝光预备按钮亮,按下,接着曝光开始按钮亮,再次按下,开始扫描获得定位片图像。
2.确定扫描范围在定位片上调节扫描框的各个边界使与检查目的相符合,自动选取合适的KV、mAS、滤过函数、窗值等参数,手动选取FOV、层厚、层间隔。
3. 点击“检查”,进入扫描开始前的准备,约15-20秒。
4. 曝光预备按钮亮-按下-曝光开始按钮亮-按下-曝光,获得平扫图像。
5.增强扫描点击相应部位的增强扫描序列,进入后设定扫描范围、延迟时间和增强标记后点击“装载”准备扫描。
6. 设定造影剂流速、剂量后开始注射造影剂,经一定延迟时间后启动扫描。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
消防控制盘操作指南
操作盘是火灾报警联动控制系统的监控点
—一个系统中可有多个操作盘
—使用密码或钥匙方能操作
✍是显示屏,能以亮暗两种方式显示
—亮代表1、所有信息,如《报警》;
2、状态改变;
3、在操作过程中(10分钟内自动关闭)。
—暗代表除上述三种情况之外的正常状态
按《F1》键则显示主菜单,主菜单中
顶行是菜单目录
中行是供选择的内容
底行是操作说明
✍是报警窗,有火警信号时亮
✍是显示窗组合,其中一部份带操作键,用于显示并可改变运行状态。
✍《确认/消音》键,按键表示操作员已接受了信息。
✍《复位》键,当险情消除后用来使控制器恢复正常运行状态。
✍键盘,用于菜单操作和输入密码
《F1》,《F2》:依选中的菜单而有不同的功能
《OK》:选中或执行一个指令
《↑》,《↓》:上下移动游标以供选择
《C》(清除):取消输入的内容
《✍》(删除):删去游标中光标左边的字符
钥匙开关:如果操作盘有此开关,则必须打开才能操作。
操作级别
有以下几种操作级别
1级:人人级→《确认/消音》和《功能滚动条》,每个人都能操作
2.1级:操作1级→值班人员操作
2.2级:操作2级→管理人员操作
3级:技术级→技术服务人员才能操作。
报警
文本框中将如何显示报警信息?
出现《报警》后怎么办?
1.火警
a)火警报警时,控制盘显示面板左上侧的报警指示灯会亮;LCD上会自动
弹出火警报警信息;控制盘会出现连续的报警声响,报警栏的红色指示
灯会亮。
b)在LCD上确认火警报警信息,并马上到现场确认火灾灾情。
c)确认火灾时,在消防控制盘上,按下“消防联动启动按钮”。
d)若是误报,则在控制盘上进入等级2.1,然后按下复位键进行复位。
e)若真的发生火灾,应按有关规定程序上报、处理,并报119。
2.故障
a)故障报警时,控制盘显示面板上报警栏的黄色指示灯会亮,控制盘会出
现断续的鸣响。
b)注意不要先按下“确认”键,而应点按故障栏,然后查看故障栏中的故
障报警内容,最近的报警信息左侧会出现“+”号,确认后会消失。
c)
3.信息
a)信息报警时,控制盘显示面板上信息栏的黄色指示灯会亮,控制盘会出
现断续的鸣响。
b)注意不要先按下“确认”键,而应点按信息栏,然后查看信息栏中的信
息报警内容,最近的报警信息左侧会出现“+”号,确认后会消失。
c)
4.隔离
a)隔离报警时,控制盘显示面板上隔离栏的黄色指示灯会亮,控制盘会出
现断续的鸣响。
b)普通的操作人员不应对任何消防设备进行隔离,特别不能隔离设备回
路,隔离的设备将失去监控、报警。
c)隔离操作应由专业维修人员进行。