电池弹片级进模设计
手机C形弹片多工位级进模设计
凹模 结构 也 进 行 了简要 说 明 。 关键词 : 级 进模 ; C 形 弹 片; 排 样设 计 ; 模 具 结 构 中图 分 类号 : T G 3 8 5 . 2 文 献 标 识码 : B
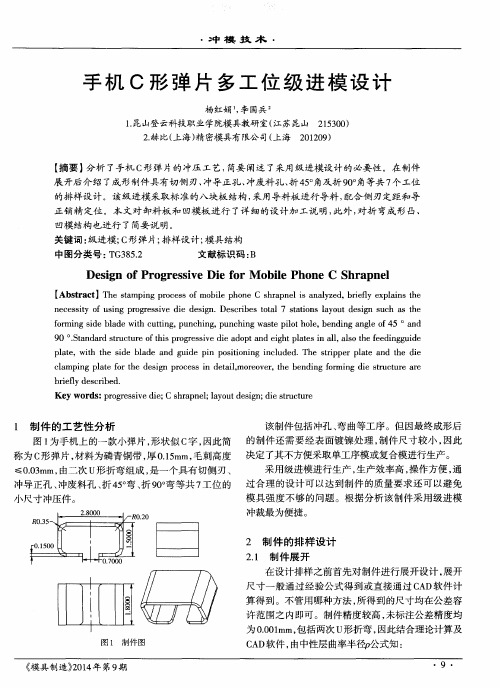
制件尺寸较小 , 因此 图1 为手机上的一款小弹片 , 形状似 C 字, 因此简 的制件还需要经表 面镀镍处理 , 称为 c 形 弹片 , 材料为磷青铜带 , 厚0 . 1 5 a r m, 毛刺高度 决定 了其不方便采取单工序模或复合模进行生产 。
≤0 . 0 3 mm, 由二 次 u形 折 弯 组 成 , 是 一 个 具有 切 侧 刃 、
n e c e s s i t y o f u s i n g p r o g r e s s i v e d i e d e s i g n . De s c r i b e s t o t a l 7 s t a t i o n s l a y o u t d e s i g n s u c h a s t h e
・
冲
模 技
术
・
手 机 C形 弹 片 多 工 位 级 进 模 设 计
杨 红娟 , 李 国兵
1 . 昆山登 云科技 职 业学院模具教研 室( 江 苏 昆山 2 1 5 3 0 0 ) 2 前 比( 上海 ) 精 密模 具有 限公 司( 上海 2 0 1 2 0 9 )
【 摘要】 分析 了手机 c形弹片的冲压 工艺, 简要 阐述 了采用级进模设计 的必要性 。在制件 展 开后介 绍了成形制件具有切侧 刃、 冲导正孔、 冲废料孔 、 折4 5 。 角及折 9 0 o 角等共 7 个工位
基于Pro Engineer充电器的弹片静态分析及优化设计
-40-科学技术创新2019.07基于Pro Engineer充电器的弹片静态分析及优化设计常征(陕西斯达防爆安全科技股份有限公司,陕西西安710000)摘要:针对充电器金属弹片静载状态下受力变形存在问题,以受载荷为10N的金属弹片为研究对象。
利用Pro/E软件进行三维实体建模和有限元分析模块Mechanica对弹片进行静态分析,生成应力云图,并对应力集中部分,进行优化设计。
通过设计模拟变量,对应力集中部分优化并验证其优化结果,关键词:静载荷;弹片;有限元中图分类号:TM910.6文献标识码:A文章编号:2096-4390(2019)07-0040-021建立分析模型1.1总体结构设计。
充电器是电器设备的关键组成部分,针对弹片的预压角的多变性,对充电器进行设计。
通过Pro/E对充电器整体建模。
该充电器主要由上壳、下壳、弹片电路板、弹片、灯罩等组成。
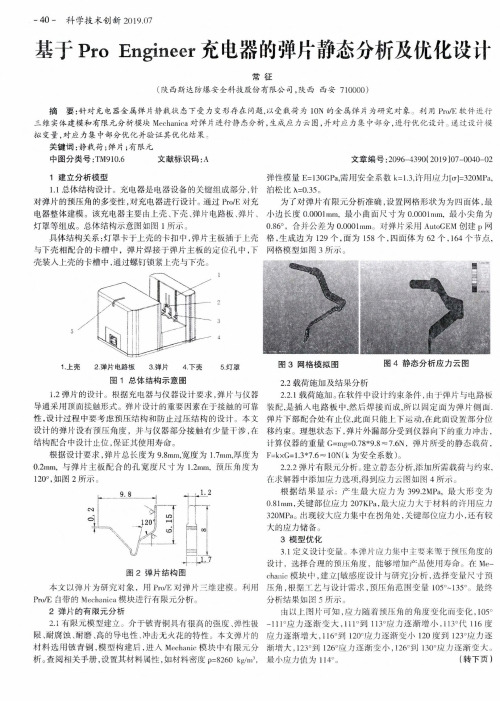
总体结构示意图如图1所示。
具体结构关系:灯罩卡于上壳的卡扣中,弹片主板插于上壳与下壳相配合的卡槽中,弹片焊接于弹片主板的定位孔中,下弹性模量E=130GPa,需用安全系数k=1.3,许用应力[cr]=320MPa,泊松比八=0.35。
为了对弹片有限元分析准确,设置网格形状为为四面体,最小边长度0.0001mm,最小曲面尺寸为0.0001mm,最小尖角为0.86°,合并公差为0.0001mm。
对弹片采用AutoGEM创建p网格,生成边为129个,面为158个,四面体为62个,164个节点,网格模型如图3所示。
图3网格模拟图图4静态分析应力云图图1总体结构示意图1.2弹片的设计。
根据充电器与仪器设计要求,弹片与仪器导通采用顶面接触形式。
弹片设计的重要因素在于接触的可靠性,设计过程中要考虑预压结构和防止过压结构的设计。
本文设计的弹片设有预压角度,并与仪器部分接触有少量干涉,在结构配合中设计止位,保证其使用寿命。
根据设计要求,弹片总长度为9.8mm,宽度为1.7mm,厚度为0.2mm,与弹片主板配合的孔宽度尺寸为1.2mm,预压角度为120。
电池弹片正负极安装工艺
电池弹片正负极安装工艺一、引言电池弹片是电池组中非常重要的组件之一,它连接正负极,使电流得以流动,是电池正常工作的基础。
正确定位和安装电池弹片对于电池组的性能和寿命具有重要影响。
本文将介绍电池弹片正负极的安装工艺,包括设计原则、安装步骤、注意事项等。
二、设计原则1. 弹片材料:电池弹片通常采用铜材质,因为铜具有良好的导电性能和耐腐蚀性,能够满足电流传输和长时间使用的要求。
2. 弹片形状:弹片应具有一定的弹性,以确保与电池极片紧密接触,减小接触电阻。
常见的弹片形状有弧形、半圆形、矩形等,根据具体情况选择合适的形状。
3. 弹片尺寸:弹片的尺寸应与电池极片相匹配,确保紧密贴合,避免出现松动或过紧的情况。
4. 弹片厚度:弹片的厚度应根据电流大小和电池组的设计要求确定,过小的厚度可能导致过高的电阻,过大的厚度则会增加电池组的体积和重量。
三、安装步骤1. 准备工作:确认所需的电池弹片型号和数量,检查其外观是否完好,清洁工作台和工具。
2. 清洁电池极片:使用无纺布或棉布蘸取适量的酒精,轻轻擦拭电池极片的表面,去除污垢和氧化物,保证良好的电池表面接触。
3. 安装正极弹片:将正极弹片放置在对应的电池极片上,确保弹片与极片的接触面完全贴合。
使用螺丝或焊接等方式固定弹片,保证其稳固不松动。
4. 安装负极弹片:同样的方式安装负极弹片,确保与电池极片的接触面完全贴合,并固定好弹片。
5. 检查安装质量:检查弹片与电池极片的接触是否紧密,无松动现象。
使用万用表等测试工具测量接触电阻,确保电阻值在合理范围内。
6. 绝缘处理:如果弹片与其他金属部件接触,应进行绝缘处理,以防电池短路。
常用的绝缘材料有胶带、绝缘片等,可根据具体情况选择合适的材料进行包裹或覆盖。
四、注意事项1. 安装过程中要轻拿轻放,避免弹片弯曲或损坏。
2. 使用适当的工具和力度,避免过度紧固或损坏电池极片。
3. 定期检查电池弹片的连接状态,确保其紧固稳定,无松动现象。
电池弹片级进模设计答辩PPT
模具排样确定
落料 弯曲 切边 切边 冲方孔 冲圆孔
模具总体设计
送料方式:手动送料,用双侧刃控制送料距离; 弹性方式:弹性卸料 出料方式:向下出件 上下模导向:用对角导柱模架的导向
模具结构设计
工作零件:凸模、 凹 模 定位零件:导料板、 侧刃
卸料零件:卸料板、 卸料螺钉、橡胶
固定零件:凸模固 定板、垫板
结论:适宜选用冲压加工的方法加工
冲裁工艺方案
工序分析:落料、冲圆孔、冲方孔、弯曲 冲裁工艺方案的确定
方案一:落料—冲圆孔—冲方孔—弯曲。四道工 序,采用单工序模具加工。
方案二:冲圆孔—冲方孔—切边—弯曲—落料级 进冲压。采用级进模生产。
方案三:落料—冲孔—弯曲复合模冲压。采用复 合模生产。 通过对以上三个方案分析,该工件冲压选用方案二
导向零件:导柱、 导套、上、下模座
模具工作原理
送料-冲裁-卸料
谢谢大家
电池弹片级进模设计
设计题目
1. 工件材料:黄铜 2.板厚:0.3mm 3. 批量:大批量:黄铜 料 厚:0.3mm
冲裁件的工艺分析
1. 材料分析:黄铜 2. 工件结构形状分析
简单、对称 3. 工件尺寸精度分析
未注公差(精度IT12-14)
电池弹簧片自动模具
电池弹簧片自动模具
1. 自动化生产,电池弹簧片自动模具能够实现自动化生产,通过设定好模具的工作程序和参数,可以实现连续、稳定的生产,大大提高生产效率。
2. 精准加工,模具制造精度高,能够保证电池弹簧片的尺寸精准一致,提高产品质量和一致性。
3. 节约人力成本,自动模具的使用可以减少人工操作,节约人力成本,同时减少了人为因素对产品质量的影响。
4. 提高安全性,自动模具在生产过程中能够减少工人接触机械设备的机会,提高了生产作业的安全性。
5. 灵活性,一些电池弹簧片自动模具具有一定的灵活性,可以根据生产需求进行调整和改装,适用于不同规格和型号的电池弹簧片生产。
从技术角度来看,电池弹簧片自动模具通常采用先进的数控加工技术和自动化控制系统,能够实现高速、精准的加工和生产。
同
时,模具的材料选择、热处理工艺等方面也对模具的使用寿命和稳定性有着重要影响。
总的来说,电池弹簧片自动模具在提高生产效率、产品质量和安全性方面具有明显的优势,是电池弹簧片生产中不可或缺的重要设备。
簧片级进模设计
簧片级进模设计
顾瑾瑜
【期刊名称】《模具技术》
【年(卷),期】2001(000)005
【摘要】分析了簧片零件的工艺特点,介绍了零件的排样设计方案、模具结构.【总页数】3页(P25-27)
【作者】顾瑾瑜
【作者单位】厦门宏发电声有限公司
【正文语种】中文
【中图分类】TG386.2
【相关文献】
1.弹簧片级进模设计 [J], 罗楠
2.继电器簧片折叠成形工艺分析及级进模设计 [J], 惠宏权;杨贵方;屠召锋
3.压簧簧片工艺分析与级进模设计 [J], 郭国林;杨莉;于学勇;戴军
4.间歇冲裁的弹簧片级进模设计 [J], 苟建华
5.动簧片多工位级进模设计 [J], 郑英富
因版权原因,仅展示原文概要,查看原文内容请购买。
电池弹片级进模设计答辩
目录
• 引言 • 级进模设计概述 • 电池弹片级进模设计 • 级进模设计验证与优化 • 电池弹片级进模应用前景 • 结语
01 引言
答辩背景
当前,随着科技的发展,电池弹片在 电子产品中应用越来越广泛,对电池 弹片的需求量也日益增加。为了满足 市场需求,提高生产效率,电池弹片 级进模设计成为了一个重要的研究方 向。
电池弹片级进模技术发展趋势
高精度、高效率
随着电池弹片尺寸和精度的不断提高,对级进模技术的要求也越 来越高,需要实现高精度、高效率的生产。
智能化、自动化
随着工业4.0和智能制造的推进,电池弹片级进模技术将越来越趋 向于智能化、自动化。
多功能、复合化
为了满足市场需求,电池弹片级进模技术需要实现多功能、复合化, 能够生产出多种规格、多种材料的电池弹片。
04 级进模设计验证与优化
设计验证方法
模拟仿真
通过计算机模拟软件对级进模设 计进行仿真,检查模具在生产过 程中的工作状态和产品质量。
试制验证
制造简易的试制样品,通过实际 生产过程检验级进模设计的可行 性和可靠性。
实际生产验证
将级进模应用到实际生产中,观 察生产效果和产品质量,评估设 计的实际效果。
电池弹片级进模应用领域拓展
无人机领域
随着无人机技术的不断发展,无人机领域对电池弹片的需求也在逐 渐增加。
电动工具领域
电动工具市场对电池弹片的需求也在逐年增长,是电池弹片级进模 的一个重要应用领域。
其他新兴领域
除了传统的消费电子、电动汽车和储能市场,电池弹片级进模技术还 可以拓展到其他新兴领域,如物联网、智能家居等。
电池弹片结构设计
总结词
电池弹片结构设计是级进模设计的核心环节,它决定了电池弹片的形状、尺寸和精度。
电池弹簧设计
电池弹簧设计
在电子产品的设计中,电池弹簧是一个至关重要的部件。
它不仅可以提供电池与设备之间的连接,还可以保持电池在设备中的稳固位置。
因此,设计一个合适的电池弹簧对于产品的性能和稳定性至关重要。
电池弹簧的材质选择非常重要。
通常情况下,电池弹簧需要具有一定的弹性和导电性能。
因此,常见的材质选择包括不锈钢和磷青铜等金属材料。
这些材料具有良好的导电性能,同时又具有一定的弹性,可以确保电池与设备之间的稳固连接。
电池弹簧的设计要考虑到电池的尺寸和形状。
不同规格的电池需要不同形状和尺寸的弹簧来进行固定。
因此,在设计电池弹簧时,需要根据电池的规格和设备的结构来确定合适的尺寸和形状,以确保电池能够稳固地连接在设备中。
电池弹簧的连接方式也需要考虑。
通常情况下,电池弹簧可以通过焊接或压接等方式与电路板连接。
在选择连接方式时,需要考虑到连接的稳固性和可靠性,以确保电池与设备之间的电路连接畅通无阻。
电池弹簧的设计还需要考虑到使用寿命和环境适应性。
电池弹簧在长时间的使用过程中可能会出现疲劳现象,因此需要选择耐用的材料和结构来延长其使用寿命。
同时,电池弹簧还需要考虑到环境的
影响,如温度变化和湿度等因素,以确保其在不同环境下都能正常工作。
总的来说,电池弹簧的设计是电子产品设计中的关键环节之一。
通过合理的材质选择、尺寸设计、连接方式和寿命考虑,可以设计出稳固可靠的电池弹簧,从而提高产品的性能和稳定性。
在今后的电子产品设计中,我们需要更加重视电池弹簧的设计,以确保产品的质量和可靠性。
电池 弹片 标准-概述说明以及解释
电池弹片标准-概述说明以及解释1.引言1.1 概述电池和弹片作为现代社会中常见的电子产品和材料,具有广泛的应用和重要的意义。
电池是一种将化学能转化为电能的设备,广泛应用于移动电子设备、汽车、能源储存等领域。
而弹片则是一种具有弹性的薄片材料,常用于电子元器件的连接和传导、感应器件的探测和测量等方面。
在这篇长文中,我们将重点探讨电池和弹片的相关知识,包括它们的种类、用途、工作原理以及性能指标等方面。
首先,我们将介绍不同种类的电池,如干电池、充电电池、锂电池等,并详细说明它们在各个领域的应用。
同时,我们还将探讨电池的工作原理,包括化学反应、离子传导和电荷流动等方面的基本原理。
接下来,我们将深入了解弹片的定义和分类。
弹片作为一种具有弹性的薄片材料,按照不同的制作材料和工艺可以分为金属弹片、塑料弹片等。
我们将详细介绍这些弹片的特点和应用领域。
最后,我们将讨论标准对于电池和弹片的重要作用。
标准作为一种规范和指导,对于产品的质量和性能有着重要的影响。
我们将解释标准的意义和作用,并分析目前电池和弹片相关的标准制定和执行情况。
通过本文的阅读,读者将对电池和弹片有更深入的了解,了解它们在不同领域的应用和发展前景。
同时,读者也将认识到标准在电池和弹片产业中的推动作用,以及标准对产品质量和性能的重要性。
接下来的章节将详细介绍电池和弹片的种类、用途、制作原理、性能指标等方面的知识,希望读者能够通过本文更全面地了解电池和弹片的相关知识。
1.2文章结构文章结构部分的内容可以按照如下方式编写:文章结构部分旨在介绍本篇长文的整体结构和内容安排。
通过清晰的结构安排,读者可以更好地理解文章的目的和组织。
本篇长文主要包含三个部分:引言、正文和结论。
引言部分为读者提供了对本篇长文主题的背景和概述。
首先,我们会对电池和弹片这两个关键概念进行简要介绍,帮助读者了解它们的基本定义和分类。
接着,我们将详细说明本篇长文的结构和内容安排,以便读者了解文章的逻辑脉络和各个部分的主要内容。
开关导电片级进模的设计
成 :除 了 确 实 由于 凹 凸模 的 强 度 要 求 或 者 难 以安 置 必要 机 构 的 情 形 之 外 ,尽 量 减 少 空 步 的 出现 等 。在 确 定级 进 模 各 工 序 在 排 样 图 中的 顺 序 时 ,应 遵 循 先 切 边 后 拉 深 再 修 边 , 先 切 边 后 弯 曲 的 顺 序 ; 对 于 纯 冲裁 的 排 样 一 般 是 先 冲 孔 , 后 切 边 。最 后 分 离 ;对 于 带 有 冲 裁 、弯 曲工 序 的排 样 一 般 是 先 冲孔 后 切 掉 弯 曲部 位 的 废 料 再 弯 曲 ;对 于 带 有 拉 深 、 弯 曲 工 序 的 零 件 排样 则 是 先 拉 深后 修 边 再 弯 曲 ; 同时 在 可
收 稿 日期 :2 1— 5 2 0 0 0— 9
交 流
o o O O O o o ① o
图 3 排 样 图
221 . . 工 步 的设 计 . 5各
出 ( 见图 3 之①(③④ ) ,另外在外 侧切边 与冲异形孔 工
序 之 间 、 翻边 弯 曲 与 切 断 工 序 之 间 也 适 当拉 开 了 1 . 的 5步
交流
开 关 导 电 片 级 进 模 的 设 计
陈 国 辉
( 州虎 辉 照 明科 技 公 司 , 广 东广 州 广
51 7 010)
关 导 电 片 级 进 模 设 计 过 程 中 的工 艺 分 析 、 主要 的 工艺 计 算 和结 构设 计 等 过 程 ,对 级 进模 的 介 绍 。另 外 还 简要 介 绍 了 当前 国际 上 模 具 C / A 的发 展 趋 势 。 AD C M
位 级 进 模 ] 它 可 以将 复 杂 的制 件 外 形 和孔 分 解成 简单 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1 排样、计算条料宽 度、确定步距、材料利用率 .................... 12 5.1.1 排样方式的 选择 ............................................ 12 5.1.2 计算条料宽 度 .............................................. 12 5.1.3 确定步距 ................................................... 14 5.1.4 计算材料利 用率 ............................................ 14
4.3.1 卸料方式 ................................................... 10 4.3.2 出件方式 ................................................... 10 4.4 确定送料方式 .................................................. 10 4.5 确定导向方式 .................................................. 11
第 4 章 模具总 体设计 ................................................. 10
4.1 模具类型的选择 ................................................ 10 4.2 操作方式 ....................................................... 10 4.3 卸料、出件方式 ................................................ 10
关键词:电池弹片;级进模
第I页
南京工程学院毕业设计说明书(论文)
毕业设计说明书(论文)外文摘要
Abstract
In the traditional industrial production, the labor intensity of production workers, labor capacity, seriously affect the production efficiency. With today's technology, the industrial production of stamping dies used in more and more attention has been paid already, and have been widely applied to industrial production in the past. Automatic feeding stamping technology into actual production, stamping dies can greatly improve labor productivity, reduce the burden on workers, has an important significance of technological progress and economic value.
本文介绍了级进模冷冲压成形过程,并且简要分析了坯料形状、尺寸, 排样、裁板方案,冲压工序性质、数目 和顺序的确定。进行了工艺力、压力 中 心 、模 具 工 作 部 分 尺 寸 及 公 差 的 计 算 ,并 设 计 出 模 具 。还 具 体 分 析 了 模 具 的主要零部件(如凸、凹模、卸料装置 、垫板、凸模固定板等)的设计与制 造,冲压设备的选用,凸、凹模间隙调整和编制一个重要零件的 加工工艺过 程。列出了模具所需零件的详细清单,并给 出了合理的装配图。通过充分利 用现代模具制造技术 对传统机械零 件进行 结构改进、优化设计、优化工艺方 法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。
5.3 压力中心的确定 ................................................ 18 5.4 模具刃口尺寸的计算 ............................................ 19
5.4.1 冲孔模中凸 模的尺寸及制造精度 ............................. 19 5.5 模具弯曲部分工作尺寸计算 ..................................... 20
第 3 章 冲裁工 艺方案的确定及模具的结构形 式 .......................... 8
3.1 冲裁工艺方案的确定 ............................................ 8 3.2 模具结构形式的确 定 ............................................ 9
南京工程学院
毕业设计说明书(论文)
作 者: 李川 学 号 088810202017
学 院:
江苏财经职业技术学院
专 业:
数控加工与模具设计
题 目:
电池弹片级进模设计
指导者: 评阅者:
2012 年 4 月 淮 安
南京工程学院毕业设计说明书(论文)
毕业设计说生产中 ,工人生产的 劳动强度大、劳动量大,严重 影响生 产效率的提高 。随着当今科技的发展,工业 生产中冲压模具的使 用已经越来 越引起人们的重视,而被大量应用到工业生 产中来。冲压 模具的自动送 料技 术也投入到实际的生 产中,冲压模具可以大 大的提高劳动生产效 率,减轻工 人负担,具有重要的技术进步意义和经济价值。
第 III 页
南京工程学院毕业设计说明书(论文)
6.1 工作零部件的结构设计 .......................................... 23 6.1.1 凹模洞的类 形 .............................................. 23 6.1.2 凹模的外形尺寸 ............................................. 23 6.1.3 模具的其它 零件 ............................................ 24
第 2 章 冲裁件的工艺分析 ............................................ 6
2.1 工件材料 ........................................................ 6 2.2 工件结构形状 ................................................... 6 2.3 工件尺寸精度 ................................................... 6 2.4 工件展开长度计算 ............................................... 7
第 7 章 校核模 具闭合高度及压力机有关参数 ........................... 29 7.1 校核模具闭合高度 .............................................. 29 7.2 冲压设备的选定 ................................................ 29
5.2 冲压力的计算 .................................................. 15 5.2.1 冲裁力和弯 曲力的计算 ...................................... 15 5.2.2 卸料力的计 算 .............................................. 17
This article describes the composite cold die stamping process, and a brief analysis of the blank shape, size, nesting, cutting board program, the nature of the stamping process, number and sequence determination. For the technological edge, center of pressure, mold dimensions and tolerances of the working part of the calculation and design mold. Also detailed analysis of the major components of the mold (such as punch and die, discharging device, plate, fixed plate punch, etc.) design and manufacturing, stamping equipment selection, adjustment and preparation of punch and die clearance is an important part of the processing process . Lists the components required for a detailed list of die, and gives a reasonable assembly drawing. By taking advantage of modern technology on the traditional mold manufacturing mechanical parts for structural improvements, optimization, process optimization method can significantly improve production efficiency, this method has a similar product for reference.