WI018 成品检验规程OK
成品检验规程

1.目的:规定成品检验的方式、标准.2.范围:装配,包装过程的检验、成品完工后的完工检验及出货检验3.职责:出库检验员(PQC): 按本指示要求对成品装配前的零部件在出库前再次复检.装配检验员(FQC): 按本指示要求对成品装配过程进行检验.完工检验员(LQC): 按本指示要求对装配完工的成品批进行完工检验.出货检验员(OQC): 按本指示要求对需出货的订单批进行出货复验.4.运行程序:4.1装配检验:4.1.1对出库的装配零部件,装配车间按计划单上装配数量核对后,暂存在装配暂存区域4.1.2图纸、【机械加工工序卡片】及表单分发及悬挂:4.1.2.1车间班组长:将“日期、顾客代号、计划单号、计划数量、产品名称、产品型号”填写于【装配检验记录表】中后交检验员填写技术要求,同时将图纸和【产品装配作业指导书】分发给操作工。
4.1.2.2检验员在【装配检验记录表】中填写完技术要求后将交操作工。
4.1.2.3操作工将图纸或【产品装配作业指导书】和【装配检验记录表】挂在机床适当位置。
4.2操作工首检:4.2.1首次加工按图纸或【产品装配作业指导书】要求自检合格。
4.2.2将首件自检结果如实填写于【装配检验记录表】中。
4.2.3向过程检验员(IPQC)报首检,提交样件最少2件。
4.2.4首件未经检验合格不得继续加工或作业。
4.3检验员首检:4.3.1过程检验员对首次加工样件,按5.7《工序检验标准》要求作首件检验。
4.3.2首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留到该批产品完工.4.3.3首检记录:首检过程如实记录于【装配检验记录表】中.4.4操作工自检:4.4.1首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次的自检(每0.5小时一次自检),以保证质量的稳定。
4.5个别装配难度大的零件或测量难度大的零件,首检按操作工→车间管理人员→IPQC,三方确认原则执行4.6巡检:4.6.1 FQC应对量产过程进行巡检作业,检验频次为至少每2小时巡检1趟,每个装配工位抽样3件,检验标准参见4.8《装配检验标准》,根据实际情况对内外部质量信息反馈中出现质量问题多的薄弱环节加强巡检频次。
成品检验规范
Ⅲ类灯具500V/0.5mA/60S
4.3.2接地测试:地线端与灯具外露金属间:电压不超过12V,至少为10A的电流1秒,测试出的接地电阻不得超过0.5Ω;型式实试验时,电流通入时间不得少于1min
NA规格:地线端与灯具外露金属间:电压不超过12V,并可提供30A的电流不能少于1秒,两个测试点之间的阻抗不应超过0.1Ω.型式实试验时,电流通入时间不得少于2分钟.
成品检验规范
编制:
审核:
审批:
生效日期:
文件编号:
版本/次:D/1
页/次1 /3
一.目的
规范成品出货检验,防止不合格品被出货。
二.适用范围:适用于本公司所有成品出货前的检验作业。
三.职责
1.仓库:成Βιβλιοθήκη 的入库、送检。2.品管部:成品出货前的检验。
3.车间:不合格品的返工、维修。
四.作业程序
1.QA人员在接到车间送检单后,到仓库成品待检区进行抽样,以两小时的产量为一个批次,如生产效率高的产
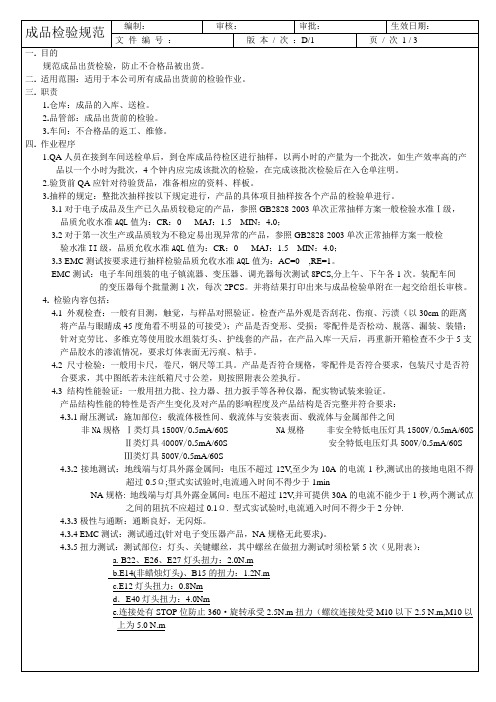
EMC测试:电子车间组装的电子镇流器、变压器、调光器每次测试8PCS,分上午、下午各1次。装配车间
的变压器每个批量测1次,每次2PCS。并将结果打印出来与成品检验单附在一起交给组长审核。
4.检验内容包括:
4.1外观检查:一般有目测,触觉,与样品对照验证。检查产品外观是否刮花、伤痕、污渍(以30cm的距离
10.2开发部发给QA用的图纸文件必须是根据客户对产品的要求而设计的,并且有负责人核准。
10.3 QA的样板必须有负责人签名,签发日期,以保证样板的有效性。
11.检验设施
11.1 QA检验场地、设施要保持干净,足够明亮,不能有影响QA的检验效果的不良环境。
成品检验规程
成品检验规程1. 引言此检验规程旨在规范和指导成品检验工作,保证产品质量和安全性。
本规程适用于公司所有成品的检验流程。
2. 检验标准2.1 检验标准应基于国家法规、行业标准以及公司制定的质量要求。
在制定检验标准时,应确保标准明确、准确,并与相关部门共同确认。
2.2 检验标准应包括但不限于以下内容:- 外观检查- 尺寸和尺寸公差检验- 材料成分和性能检验- 功能性能检验- 可靠性检验3. 检验设备和工具3.1 公司应配备适当的检验设备和工具,以确保检验工作的准确性和可靠性。
检验设备和工具应经过定期校准,确保其测量结果的准确性。
3.2 检验设备和工具的使用和维护应符合相关操作规程和操作要求。
对于关键检验设备,应制定相应的使用操作规范并进行培训。
4. 检验流程4.1 检验工作应由专门的检验人员负责,他们应具备相关的专业知识和技能,并接受过相应的培训。
4.2 检验流程应包括以下步骤:- 检验准备:检验人员应对检验设备和工具进行校准和准备,确保其正常运行并符合要求。
- 取样检验:根据抽样计划进行取样,并对取样品进行检验。
- 检验记录:在检验过程中,应及时记录检验结果、日期、批次等信息,确保数据的可追溯性和准确性。
- 异常处理:对于不合格的成品,应及时进行处理,包括整改或退货等措施。
- 检验报告:完成检验后,应编制检验报告并保存相关记录。
5. 检验频率和抽样方法5.1 检验频率应根据产品的特性、需求和所处环境的要求确定。
对于关键产品,应增加检验频率以确保其质量可控。
5.2 抽样方法应根据国家法规和行业标准来确定,以确保所抽样本具有代表性和可靠性。
6. 附录6.1 附录应包括所使用的检验标准、检验设备和工具列表,抽样计划,以及其他相关文件和记录。
以上是成品检验规程的内容,旨在确保成品质量和安全性,提高公司的竞争力和客户满意度。
成品检验规程

4.根据检验结果,将合格品、不合格品、返工返修品分别放入相应区域。
检验项目:
1.核对材料与图纸是否相符。
2.检验加工尺寸、表面处理与图纸是否相符。
3.检验外观质量是否良好,无缺陷。
文件编号:***************
成品部件检验规程
适用范围:
车间成品检验
检验标准:
全检:(比例100%)抽检:3件以上抽3件。3件及以下全检
检验检具:
卷尺,卡尺,角度尺,涂层测厚仪
检验流程:
1.检验员对加工成品部件抽检。
2.检验员按实际需要准备图纸。
3.根据图纸要求检验,拼搭部件记录在过程检验卡片(报告)上。装箱部件记录在装箱清单上。
4.检验装箱部件规格和数量是否图纸及装箱清单相符。
5.检验实际拼搭部件装配性是否良好,合理。
合格品判断标准:
与检验项目相符
不合格品判断标准:
与检验项目任一点不符合的为不合格品
返工返修品判断标准
填写Байду номын сангаас过程/成品不合格报告单》报组长或主管判定
编制人:
审批人:
日期:
成品检验规程

32成品检验规程目的:判定产品是否符合卫生标准,规范检验操作.适用范围:所有成品及种类检验。
1工作前,检验器具的卫生。
2检验程序2.1检验项目根据“成品检验方法”,进行感官检验、中心温度的测量以及微生物检验。
2.2样品留样每批产品留样200克(不低于100克),每样菜用洗干净,消毒过得的餐盒装,标明名称、日期、时间,存放于专用留样的冰箱中,48h后销毁。
2.3检验方法及标准(1)、感官检验对成品菜首先进行感官检测,外观,色泽,滋味、气味外观观察成品无烧焦烤糊的现象且蔬菜新鲜色泽正常菜品应有的色泽。
滋味咸淡适中,油盐含量符合中小员工膳食宝塔的要求,小员工食用盐每日含量4-6克,中员工食用盐每日含量6克,小员工食用油的每日含量25克,中员工食用油的每日含量25克(3)中心温度的测量将中心温度测量器打开,将有金属探头的金属棍插入被测成品中,并记录中心温度测量器上所显示的测量温度。
检测标准:成品菜必须达到72℃以上为合格产品(4)微生物检验菌落总数的测定a.以无菌操作,将检样用1ml灭菌吸管吸取1ml于灭菌平皿内,及时将凉至46℃营养琼脂培养基倾入加有1ml检液的灭菌平皿内,同时作空白对照.b.待琼脂凝固后,翻转平板,置35±2℃恒温培养箱内培养48小时取出后平板计数,平板内菌落数乘以稀释倍数,即每毫升样品所含菌落总数.检测标准:菌落≤100cfu/g为合格产品大肠菌群的检测1将测试片置于平坦桌面,提起上层模2垂直滴加1ml样液于测试片中央3缓慢落下上层膜,切勿直接落下,一面气泡产生4用压板的平板使样液均匀分布于圆形接种区,置1分钟使胶凝固将已采样的纸片置于37℃恒温培养箱中培养16 h~18h,取出观察结果。
若纸片保持紫蓝色不变,或有红色斑点但斑点周围无黄晕者为大肠菌群阴性;在红色斑点周围有黄晕,或纸片变黄并在黄色背景上呈现红色斑点或片状红晕为阳性。
标准规定:在50cm2的纸片上(即两片纸片上),大肠菌群不得检出。
成品检验操作规程

成品检验操作规程1.操作目的成品检验是为了检测产品的质量和性能是否符合标准要求,确保产品能够满足客户需求和市场要求,提高产品的竞争力和信誉度。
2.负责人和人员成品检验的负责人是质量控制部门的负责人,其下属人员为成品检验员。
成品检验员需接受相关培训,具备相关理论和实践知识。
3.检验设备和工具成品检验需要使用一系列的检验设备和工具,包括但不限于:测量尺、卡尺、量角器、各类测试仪器、试验设备等。
这些设备和工具需要定期进行检定和校准,确保其准确性和稳定性。
4.检验标准和方法成品检验需要按照相关的检验标准和方法进行操作。
检验标准包括国家标准、行业标准和公司内部标准等。
检验方法包括目测、计量、试验等。
检验标准和方法需要定期进行更新,并告知相关人员。
5.检验流程(1)接受成品:负责人在成品到达后,及时将成品送至检验区域;(2)检验收货:检验员进行检查,包括外观、尺寸、重量等;(3)检验记录:检验员根据检验结果进行记录,包括检验时间、成品编号、检验员等;(4)检验结果判定:根据检验标准和方法,判定成品是否合格;(5)不合格处理:如成品不合格,按照公司相关规定进行处理,如返修、退货等;(6)合格品上线:合格的成品按照相关要求送至下一个环节。
6.文件记录成品检验需要进行详细的文件记录,包括但不限于:检验报告、检验记录、不合格品处理记录等。
这些记录需要保存一定期限,以备日后查询和证明。
检验报告需要签字确认,并及时通知相关部门和人员。
7.风险控制成品检验过程中存在一定的风险,需要采取相应措施进行控制,确保成品检验的准确性和可靠性。
这包括但不限于:设备和工具的校准、人员培训、操作规程的落实等。
8.审核和改进成品检验是产品质量控制的重要环节,只有通过严格的检验,确保产品的合格性和可靠性,才能提高客户的满意度和信任度,保证公司的长期发展。
因此,质量控制部门需要落实成品检验操作规程,确保检验工作的质量和效果。
成品检验规程
成品检验规程
1.目的
规定成品检验的方式、标准.
2.范围
包装过程的检验、成品完工后的完工检验及出货检验
3.职责
1)出库检验员:按本指示要求对出库前的产品在出库前再次复检.
2)完工检验员:按本指示要求对包装完工的成品批进行完工检验.
3)出货检验员:按本指示要求对需出货的订单批进行出货复验.
4.运行程序
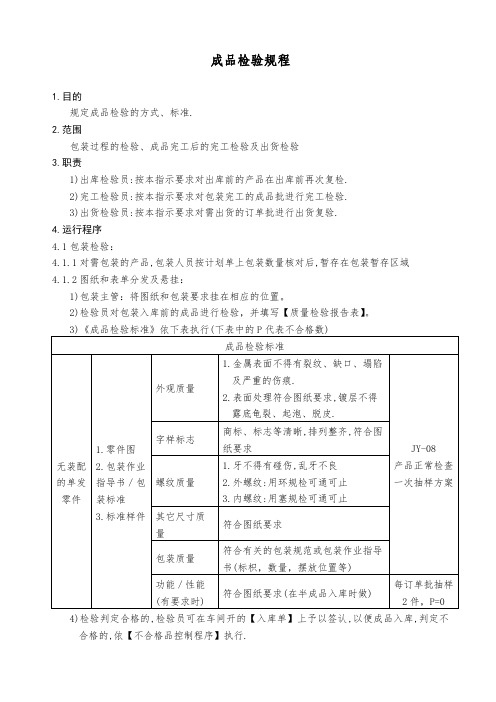
4.1包装检验:
4.1.1对需包装的产品,包装人员按计划单上包装数量核对后,暂存在包装暂存区域
4.1.2图纸和表单分发及悬挂:
1)包装主管:将图纸和包装要求挂在相应的位置。
2)检验员对包装入库前的成品进行检验,并填写【质量检验报告表】。
4)检验判定合格的,检验员可在车间开的【入库单】上予以签认,以便成品入库,判定不
合格的,依【不合格品控制程序】执行.
4.2出货检验:
4.2.1订单产品在出货之前,由仓库放入指定出货待检区后,向出货检验员报出货检验.
4.2.2出货检验员依4.2.3【出货检验标准】进行检验作业
4.2.3【出货检验标准】依下表执行(下表中的P代表不合格数):
4.2.4出货检验判定合格的,出货检验员可在仓库开具的单据上予以签认,以便发货出库交接,
判定不合格的,依【不合格品控制程序】执行.
4.2.6顾客验货:顾客到厂验货的,由出货检验员陪检,验货结果应及时通知到供销、检验和
生产部门,顾客验货记录要留底存档.
4.3检验后的状态标识:依管理手册“7.
5.3标识和可追溯性”相关要求执行
5.记录
【质量检验报告表】。
WI-3-018 成品电测作业指导书0

0页数2/2作业步骤:数量1数量8pcs名称数量4.统计当天前3大不良并将不良分类标示好及时反馈给分析人员。
5.测试标准严格按照《电测标准》。
作业步骤:1、从流水线上取1PCS LCM(如图一)。
3、用手将压头控制开关打开,此时压头往下压在FPC和测试板上, 使LCM的金手指和测试板的金手指导通,LCM的屏幕画面点亮显示。
4、检查整个显示区。
5、将检查完成的不良品放置在不良品标示盘内,将良品反向放的流水线上(如图四)流入下一工站。
WI-3-018成品电测作业指导书文件编号8.检测时,应注意玻璃不可有缺画、爆灯、液晶外漏、LED灯 不亮、亮点、异物、色不均、划伤、压伤等不良;6.电测时应注意将LCD 放平后,再压下手柄,若有测试不良品, 先看FPC对位是否OK;1.作业前必须按规定穿好无尘服,双手十指戴齐手指套 ,戴好 检测OK之静电环。
物料狀況辅料狀況治具状况注 意 事 项2.作业过程手指不可拉扯FPC、叠压FPC金手指。
3.作业过程中发现连续性不良立即反馈给工程或组长处理。
7.检测时12钟、9点钟、6点钟、3点钟依次仔细检查整个显示区。
2、将LCM放置在测试架上,并将FPC的金手指与测试板上相应的金手 指对齐(如图二、三)9.测试之不良品要区分放置, 并做好标识名称数量静电环1测具1使用治/工具名称料号手指套物料/治工具/辅料名称料号玻璃版 本生效日期2019.01.20作业名称成品电测适用型号模组通用WI 图图图三图图五。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.1不合品控制程序
6.2纠正和预防措施控制程序
7.记录:
7.1《最终检验报告》
7.2《返工通知单》
7.3《入库单》
附件:作业流程附图
生产质检部(QA)生产车间仓库/市场部
NG
OK不可返工的
步骤3:检查产品包装内有无危险性外来物,如批刀,昆虫,头发等(缺陷记:极严重-CRI)。
5.2.6检查产品
步骤1:检查产品是否有漏配件不良(如适用)
步骤2:产品外观检查
a)塑料件缺陷记严重:变形、离隙、顶白、夹水纹、流水纹、缩水、缺料、混点、混色、模花等。
b)装饰表面涂层:油污、反底重印、移位、挂丝、不到边、起纹、牙边、哑色、漏印、变形、刮花、裂油,(喷油/移印/丝印/烫画缺陷记MAJ作业流程附图)
5.2.作业说明
5.2.1抽样方法:
QA按照《成品检验通用规格》和《抽样检验规程》进行整箱抽样和产品抽样。
极严重/严重/轻微检验水平按照《成品检验通用规格》
缺陷判定方法参照《缺陷判定方法》和《成品检验通用规格》。
5.2.2成品检查(主要依据《成品检验通用规格》,若无则按以下规格检查).
步骤1:箱唛:核对箱唛资料;
步骤2:装箱方法:参照客户要求(布产单);
步骤3:核对外箱尺寸;
步骤4:检查箱内有无危险性外来物。如:批刀,昆虫等。(缺陷记:极严重-CR)
5.2.5检查产品包装(核对包装签办和参照客户要求<布产单>):
步骤1:检查产品包装是否符合签办或数据要求;
步骤2:检查贴纸,贴纸位置是否符合签办或数据要求;
c)贴纸表面:出现漏贴或贴错标签记严重,贴歪记轻微以及视严重程度。
5.3将检查项目不良内容填写在《成品检查报告》将报告交质检部主管签名确认
5.3.1成品检查合格,通知入仓,检查时拣出的次品交生产部作为不合格品处理(返工或报废)。
5.5.2成品检查不合格,QA在成品区域标识清楚,并将次品和报告交质检部主管审核,厂长批准后,通知生产部返工,出具《返工通知单》且知会给相关部门。
1.目的:
此文规定成品检验的程序和要求,以确保公司产品的质量稳定性.
2.适用范围
本司生产过程的成品检验和最终验货检验。
3.引用文件:
《抽样检验规程》;
4.职责:
4.1质检部负责对成品进行抽样检查判定结果,各类产品进行分区和标识,并对标识的有效性进行监督,以防止不同类型的产品混淆出货。
4.2生产部门负责对产品确认后的产品重装和退货产品的返工处理。
5.2.3跌箱:
抽取二箱进行六面跌箱试验,然后检查外箱包装,产品包装,产品外观和产品功能。
注:跌箱标准(依据客户标准,无则依据产品外箱的毛重来确定跌箱的高度标准)
1.0 -- 10kg 75cm
10.5 — 20kg 60cm
20.5 — 30kg 45cm
30.5 — 50kg 30cm
5.2.4检查外箱包装----(参照《成品检验通用规格》、箱唛资料)。