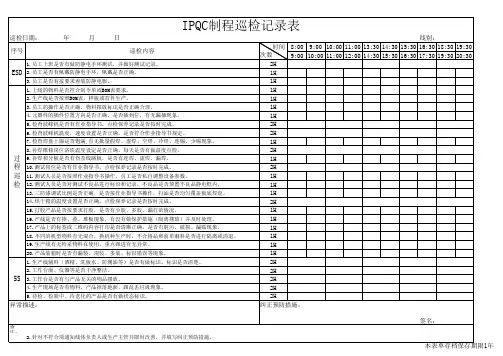
IPQC制程巡检记录表
巡检记录表
品 管
审 核
ห้องสมุดไป่ตู้
巡检记录表
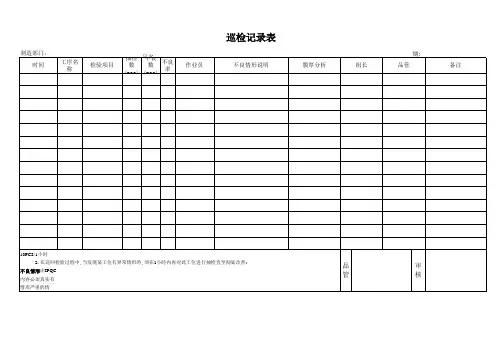
制造部门: 时间 工序名 称 检验项目 抽检 不良 不良 数 数 率 (pcs) (pcs) 品名规格: 作业员 不良情形说明 膜厚分析 组长 品管 日期: 备注
备注 1.抽样数10PCS/1小时 2.在巡回检验过程中,当发现某工位有异常情形時,须在1小時內再对此工位进行抽检直至彻底改善; 3.作业员、不良情形由IPQC填写,原因分析、改善对策由生管组长填写,生产主管审核; 4.以上填写內容必須真实有效;生产单位提出的改善对策IPQC必須追踪改善效果及落实狀況; 5.针对不良情形严重的情況,IPQC须开出« 制程异常处理单» 由品管主管审核后转生产单位改善.
IPQC巡检记录表-吹塑类
停机保温待修 班
停机断电待修 长
待岗开机调整 车间主任处理意见:
不合格处理措施:
注:在不合格处理措施中,需填写相关单据
IPQC:
生产车间机台状态判定
[ 如制程异常通知单、制程异常联络单
] 的编号,如产品被判定为不合格,需详细填写不合格内容。
审核:
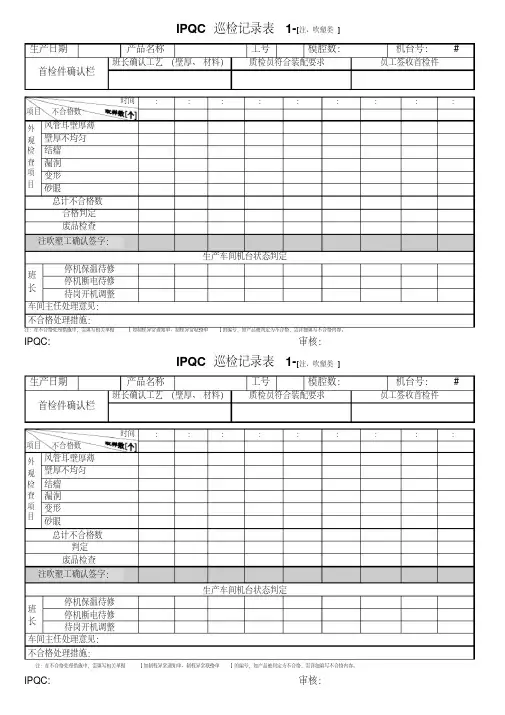
IPQC 巡检记录表 1-[注、吹塑类 ]
生产日期 首检件确认栏
不合格处理措施:
注:在不合格处理措施中,需填写相关单据
生产车间机台状态判定
[ 如制程异常通知单、制程异常联络单 ] 的编号,如产品被判定为不合格,需详细填写不合格内容。
IPQC:
审核:
:
:
产品名称
班长确认工艺 (壁厚、 材料)
工号
模腔数:质检员符合装配要求: Nhomakorabea:
:
机台号: #
员工签收首检件
项目 不合格数
时间
:
:
:
:
:
:
:
外 风管耳壁厚薄 观 壁厚不均匀
检 结瘤
查 漏洞 项 变形 目 砂眼
总计不合格数
判定
废品检查
注吹塑工确认签字:
停机保温待修
班
停机断电待修
长
待岗开机调整
车间主任处理意见:
生产日期 首检件确认栏
IPQC 巡检记录表 1-[注、吹塑类 ]
产品名称
班长确认工艺 (壁厚、 材料)
工号
模腔数:
质检员符合装配要求
机台号: #
员工签收首检件
项目 不合格数
时间
:
:
:
:
:
:
外 风管耳壁厚薄 观 壁厚不均匀 检 结瘤
IPQC制程巡检程序(含表格)
IPQC制程巡检程序(IATF16949/ISO9001-2015)1.0目的规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2.0范围:适用于我司所有之半成品和成品制程的控制。
3.0术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品;绿色、蓝色盒子装合格品;绿色标签代表合格品;黄色盒子装待检品;黄色标签代表特采品。
4:权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5.0作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
IPQC FQC不良记录表
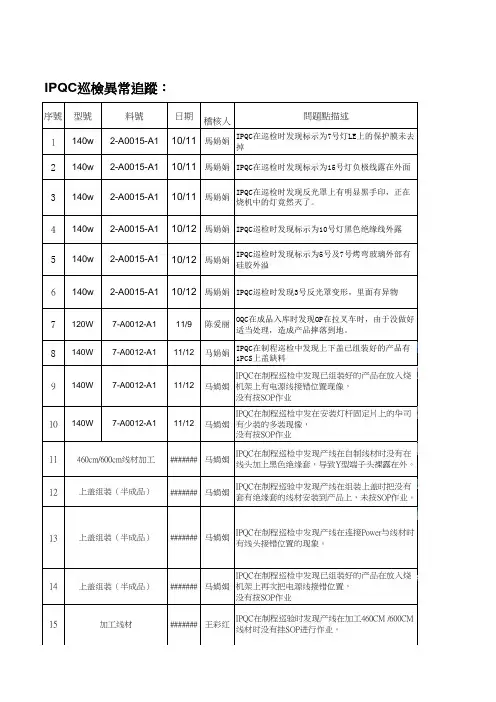
序號型號料號日期稽核人問題點描述1140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为7号灯LE上的保护膜未去掉2140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为15号灯负极线露在外面3140w2-A0015-A110-11馬娟娟IPQC在巡检时发现反光罩上有明显黑手印,正在烧机中的灯竟然灭了。
4140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为10号灯黑色绝缘线外露5140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为5号及7号烤弯玻璃外部有硅胶外溢6140w2-A0015-A110-12馬娟娟IPQC巡检时发现3号反光罩变形,里面有异物7120W7-A0012-A111-9陈爱丽OQC在成品入库时发现OP在拉叉车时,由于没做好适当处理,造成产品摔落到地。
8140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现上下盖已组装好的产品有1PCS上盖缺料9140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上有电源线接错位置现像,没有按SOP作业10140W7-A0012-A111-12马娟娟IPQC在制程巡检中发在安装灯杆固定片上的华司有少装的多装现像,没有按SOP作业11#######马娟娟IPQC在制程巡检中发现产线在自制线材时没有在线头加上黑色绝缘套,导致Y型端子头裸露在外。
12#######马娟娟IPQC在制程巡验中发现产线在组装上盖时把没有套有绝缘套的线材安装到产品上,未按SOP作业。
13#######马娟娟IPQC在制程巡检中发现产线在连接Power与线材时有线头接错位置的现象。
14#######马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上再次把电源线接错位置,没有按SOP作业IPQC巡檢異常追蹤:460cm/600cm线材加工上盖组装(半成品)上盖组装(半成品)上盖组装(半成品)15加工线材#######王彩红IPQC在制程巡验时发现产线在加工460CM /600CM 线材时没有挂SOP进行作业。
IPQC制程巡检作业指导书(含表格)
IPQC制程巡检作业指导书(ISO9001-2015)1、目地:规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2、范围:适用于我司所有之半成品和成品制程的控制。
3、术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验。
3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品绿色、蓝色盒子装合格品;绿色标签代表合格品黄色盒子装待检品;黄色标签代表特采品。
4、权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处理。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5、作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
DIP-IPQC巡检记录表
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
IPQC制程巡检表
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
IPQC制程巡检项目表
GB/T 2828.12003 AQL=S-4 《巡检检验标准 Cr.=Ma.=Mi.=2. –总规范》 5
8
半成品 关键工 前3个产品 序首件 确认
探测器:传感器检测 、传感器焊接、各灌 各 产 品 关 胶工序、 PCBA 外观检 键工序表 查、 PCBA 调试、水压 测试、老化、标定铭 牌打标
控制器:PCBA外观检 查、各调试工序、各 任何一台不良 灌胶工序、老化、标 定、铭牌打标
《巡检检验标准 –总规范》
5
SOP正确性
任何SOP不符
6
第 一 个 Leabharlann 品 下线 前完成首次巡 作业巡 查,每4 个小时内 SOP 查 每 个 工 位 至 少巡 查一次
防静电手 作业规范 工衣穿着 环佩带 性
任何作业不符
《巡检检验标准 –总规范》
7
产品防 实时进行 护巡查
是否存在 搬运 质量隐患
摆放
作业
存在质量隐患
《巡检检验标准 –总规范》
《 5S 及 安 全作业规 范》《国 地面 外车间生 产环境作 业规范》
工作台
物料区
物品摆放 不符合5S要求
《巡检检验标准 –总规范》
3
工 位 核 生 产 线 投 产 前完 相 应 的 产 查 成 品流程图
逐一核对工位
任何工位不符
《巡检检验标准 –总规范》
4
《生产设 生 产 线 投 产 前完 设备状 备的维护 任何设备状态不 《巡检检验标准 成首次巡查,1次 设备状态 维护保养 设备点检 计量仪器 态检查 和保养程 符 –总规范》 /4小时 序》 工 位 SOP 生 产 线 投 产 前完 相 应 的 产 工位SOP 检查 成 品流程图 客户特殊 要求 《巡检检验标准 –总规范》
IPQC制程巡检日报表
性能测试
按照性能检验作业指导书操作
耐压测试
戴绝缘手套、人身安全、规范 操作、2200V/2s
老化测试
相序接线正确,老化240循环次
整机组装
标签一致性,塑料件注塑质量
包装袋使用的规格、套袋整洁 包装-套包装袋、贴标签 、无破损
包装-套纸浆
纸浆使用的方向
包装-装内盒
内箱有无破损,附件包无遗漏
包装-封箱、贴外箱标签
IPQC 巡 检 日 报 表
产品名称:NDQ2A 巡检项目
生产日期:
表单编号:WS-IPQC-A/O
巡检内容
检验数据/结果记录 7:30-11:30 13:30-17:30 18:00-21:30
辅助工序-电机接插件
电机型号规格,电机线长度, 电机线插接位置物料标识、
外观、电批扭力、电批操作、
MCB组件-接线端子组件
接线端子热熔胶,不同颜色导 线对应装配位置。
机构组件-电机固定支架 外观,支架旋铆强度
机构组件-电机组件
电机型号、规格、电批扭力、 电批操作
机构组件-放置MCB组件 MCB组件左右区分
机构组件-放置底板
底板喷塑质量及螺丝紧固质量
机构组件-装底板线路板 线路板线插接的准确性
半机组件-装垫圈
垫圈放置位置正确
半机组件-装限位片
限位片装配位置正确
半机组件-装圆盘
圆盘无缺料
半机组件-装摇臂
传动机构转换无卡滞
半机组件-装接地螺丝 平垫与弹垫位置放置正确
激光打标
型号,规格,打标质量
机构罩壳组装
机构罩壳注塑外观质量
控制器组件组装 塑料手柄装配
电批使用、螺钉规格、控制器
IPQC制程巡检记录表
品质异常:
纠正预防措施:
IPQC:
组长:
审核:
日期:
C制程巡检记录表
巡查结果
纠正预防措施:
审核:
日期:
8 PogoPin以及磁铁周围的胶量是否均匀,用通电仪器检查端子是否通电
9 检查泡棉粘贴是否偏位,无漏贴,泡棉无破损
10 检查后盖是否划伤,花/崩,同色点,异色点,水印、脏污等
11 检查物料标示,物料摆放是否正确,是否合理
12 不良品应放置在规定区域,并有相关不良信息标示
13.生產每個工序需挂有SOP,且與生產工序相對應;員工操作參照SOP作業,作業內容與SOP一致
客 户:
订单编号:
IPQC制程巡检记录表
生产线:
巡检日期:
产品名称:
产品编号:
批 号:
巡检数量:
巡查项目
1 檢查PPG镜片花崩,丝印是否合格,镜片粘贴是否贴偏
巡查结果
9:00-11:00 11:00-13:00 14:00-16:00 16:00-18:00 19:00-22:00
2 检查塑胶件卡扣不允许变形,披锋,软胶圈不允许断裂,合模线处披锋不超过0.1MM其余地方披锋大 小≦0.15MM
3 后壳金属与塑胶件粘贴完好,间隙小于0.1M移现象,双面胶不允许外露,用镊子按压pin针能够自动回弹
5 检查防尘网是否漏贴,防水绝缘片粘贴无歪斜现象,镜片显示区域无脏污,残胶
6 检查气密性测试泄露值在±60Pa以内
7 粘贴磁铁无偏位以及松动现象,磁铁罩表面无漏底现象,用冲电底座治具检查磁铁S和N级粘贴位置 是否正确
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
巡查日期:巡查人
审核人8:00—10:0010:00—12:13:30—15:3015:30—17:3018:30—20:301.正式生产前有无进行首件确认,检验记录是否有进行。
(后段)
2.静电防护是否良好、温湿度是否在规定范围内。
3.生产员工是否按作业指导书作业。
4.车间整体物料标示、摆放是否正确。
5.生产作业人员是否具有上岗证。
6.作业过程中,是否按照要求佩带劳动防护用品。
7.各工位产品的防护方式是否得当(有无堆积、破损包装方式、散乱在现场)。
8.设备、仪器所涉及的气压设置是否与作业指导书要求一致。
9.现场未使用的设备、仪器是否标识清晰、并进行了对应防护。
10.地面是否有遗漏物料。
11.品质检查人员是否有经过培训,并持有上岗证。
(如对色、质检等岗位)
12.作业指引是否包含所有车间工位。
13.检查出的不良产品是否进行了标识,并摆放在规定区域内。
14.物料使用完毕后,是否及时处理包装物品。
如外箱、防护网、膜等。
15.车间是否洁净。
查看洁净度检查表上的记录是否与要求一致。
16.工作场所是否有紧急疏散指示灯。
17.所使用的设备、仪器是否有维护保养作业指导书。
18.所使用的设备、仪器是否按时进行了保养,并保持记录。
19.员工的着装、防护用品的佩带是否满足要求。
20.检测设备、仪器校准标识是否有效,是否清晰明了。
21.工作台、测试架、治具、货架等保持无灰尘、无油污。
22.照具亮度是否符合要求,是否及时填写。
23.不良品是否有标识清楚、隔离,同时在报表上有无记录。
24.安全通道是否正常,未堵塞。
25.灭火器是否在正常状态下。
26.设备、仪器停线时、维修时、是否有标明。
27.现场是否有使用未经受控的文件。
28.原料进入车间前,是否有合格标签。
29.现场的标示线是否完整。
30.现场的危险化学品是否有MSDS。
其他问题追踪
1:
2:
3:
4:
5:
6:
7:
8:
9:巡查车间巡查项目
巡查结果生产组长签名备注 深圳市盛波光电科技有限公司是否结案
巡查结果。