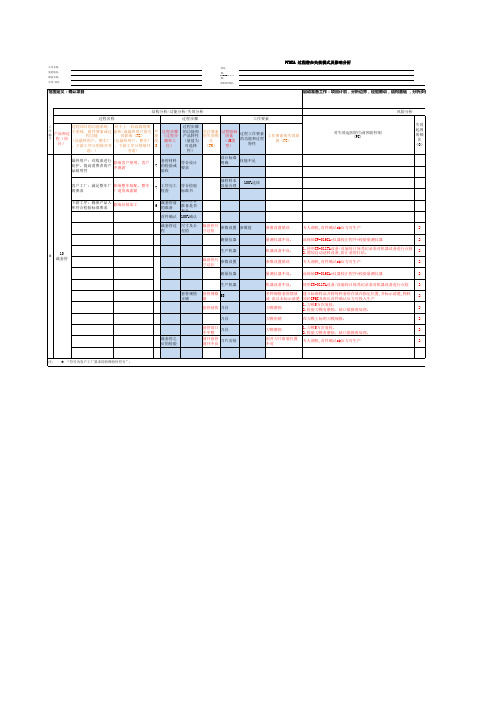
工程PFMEA图表范例
1、PFMEA表格(新版填写范例)
测量仪器
生产机器
裁套管尺 寸过长
参数设置
测量仪器
参数设置错误 量测仪器不良. 机器设备不良. 参数设置错误 量测仪器不良.
专人调机,首件确认ok后方可生产
2
品保依CP-016CA«仪器校正程序»校验量测仪器
2
1.使用CR-011FA设备/设施每日保养纪录表对机器设备进行点检 2.增加自动送料设备,防止套管打结.
式 (FM)
过程影响 因素 (4M类 型)
过程工作要素 的功能和过程
特性
工作要素的失效原 因(FC)
最终用户:对线束进行 防护,提高消费者的产 品耐用性
影响客户使用,客户 不漫游
套管材料 7 的检验或
验收
符合设计 要求
设计标准 明确
技能不足
对失效起因的当前预防控制 (PC)
风险分析
失效 起因 的频
次 (O)
客户工厂:满足整车厂 影响整车装配,整车
的要求
厂退货或索赔
7
工序完工 检查
符合检验 标准书
抽样样本 容量合理
100%连续
下游工序:确保产品入 库符合检验标准要求
影响后续加工
10 # 裁套管
6
裁套管前 的准备
首件确认
确认准备 准备是否 充分
100%确认
裁套管过 寸及公
程
差值
裁套管尺 寸过短
参数设置
参数值
教训,结构基础 ,分析步骤
PMEA编号: 过程职责: 保密级别:
版本号:
页 码:
第
页,共
页
编制者/日期:
批准/日期:
风险分析
改进措施
失效
起因/ 行动
PFMEA表格(范例)

Hale Waihona Puke 喷头堵塞 —黏度太高 —温度太低 —压力太低
在开始和停 机后试验喷 雾形状。按 照预防维护 程序清洗喷 头。 依预防维护 程序维护喷 头
腊膜变异检查 5 目测覆盖情况 5
使用设计试验 175 确定黏度、温 度和压力
制造工程师 0X 10 01
7
1
5
35
因撞击使喷 头变形
腊膜变异检查 2 目测覆盖情况 5 70 无
7
1
7
49
喷腊时间不 足
无
5
操作者指导对关键 区域抽样检查(目 测)喷蜡范围
7
245
安装喷蜡定 位器
在指定的表 涂蜡过多
a1
a2
b
c
d e
f
h
g
h
i
j
k
l
m
- n - -
现有过程 项目--------------== 功能 要求 潜在失 效模式 失效的模式 潜在后果 严 分 失效的潜 重 类 在要因 度
7 人工插入喷 头不够深入
控制 预防
发 生 率
控制 探测
腊膜变异检查
无
8
目测覆盖情况
给喷蜡枪加装 深度限位器 5 280
制造工程师 0X 10 15
内门板完整性被破 坏车门下层表面腐 蚀车门寿命降低, 导致: 在指定的表 ·使用一段时间后 为覆盖车门 面涂腊不足 生效,使顾客对外 操作:70 内部,车门 观不满意 车门内部人工 下层表面涂 ·车门内附件功能 涂蜡 规定厚度的 损害 腊
PFMEA范例
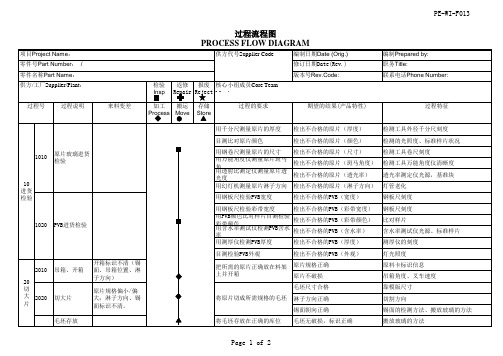
10 进货 检验
用PVB颜色比对样片目测检验 检出不合格的PVB(彩带颜色) 彩带颜色 用含水率测试仪检测PVB含水 检出不合格的PVB(含水率) 率 用测厚仪检测PVB厚度 检出不合格的PVB(厚度) 目测检验PVB外观 检出不合格的PVB(外观) 原片规格正确 原片不破损 毛坯尺寸合格 将原片切成所需规格的毛坯 淋子方向正确 锡面朝向正确 将毛坯存放在正确的库位 毛坯无破损,标识正确 开箱标识不清(锡 面、吊箱位置、淋 子方向) 原片规格偏小/偏 大;淋子方向、锡 面标识不清。
Page 2 of 2
2010 20 切 大 2020 片
吊箱、开箱
把所需的原片正确放在料架 上并开箱
切大片
毛坯存放
Page 1 of 2
PE-WI-F013
过程流程图 PROCESS FLOW DIAGRAM
项目Project Name: 零件号Part Number: / 零件名称Part Name: 供方/工厂Supplier/Plant: 检验 Insp 来料变差 供方代号 修订日期Date(Rev.) 版本号Rev.Code: 返修 报废 核心小组成员Core Team Member: Repair Reject 存储 Store 过程的要求 期望的结果(产品特性) 过程特征 编制Prepared by: 职务Title: 联系电话Phone Number:
检出不合格的原片(厚度) 检出不合格的原片(颜色) 检出不合格的原片(尺寸) 检出不合格的原片(斑马角度) 检出不合格的原片(透光率) 检出不合格的原片(淋子方向) 检出不合格的PVB(宽度) 检出不合格的PVB(彩带宽度)
检测工具外径千分尺刻度 检测的光照度、标准样片状况 检测工具卷尺刻度 检测工具万能角度仪清晰度 透光率测定仪光源,基准块 灯管老化 钢板尺刻度 钢板尺刻度 比对样片 含水率测试仪光源、标准样片 测厚仪的刻度 灯光照度 原料卡标识信息 吊箱角度、叉车速度 靠模版尺寸 切割方向 锡面的检测方法、搬放玻璃的方法 搬放玻璃的方法
2023修正版PFMEA范本
PFMEA范本PFMEA范本1. 引言在生产制造过程中,为了提高产品的质量和稳定性,预防潜在的质量问题和风险是至关重要的。
PFMEA(Process Flure Mode and Effects Analysis)是一种常用的质量管理工具,用于识别和评估生产过程中潜在的故障模式、影响和应对措施,以防止产品质量问题的发生。
本文档将为您提供一个PFMEA范本,以帮助您在项目中正确使用和实施PFMEA。
2. PFMEA范本2.1 PFMEA编号- 编号:[在此处填写编号]2.2 PFMEA制表信息- 制表人:[在此处填写制表人姓名]- 制表日期:[在此处填写制表日期]- 审核人:[在此处填写审核人姓名]- 审核日期:[在此处填写审核日期]2.3 产品/过程信息- 产品名称:[在此处填写产品名称]- 过程名称:[在此处填写过程名称]- 过程目标:[在此处填写过程目标,例如:确保产品装配的正确性和稳定性]2.4 意图描述- 在此处对PFMEA的目的进行描述,例如:识别和预防生产过程中可能出现的故障模式,以降低质量问题的风险和影响。
- 可以包括对故障模式的定义、对预防、检测和纠正措施的描述。
3. 评估项目在此处列出需要进行PFMEA评估的项目,包括相关的组件、过程和设备。
每个项目应包括以下信息:- 项目编号:[在此处填写项目编号]- 项目名称:[在此处填写项目名称]- 项目描述:[在此处填写项目描述]4. 评估步骤4.1 第一步:识别故障模式在此步骤中,我们将识别可能存在的故障模式。
对于每个项目,请提供以下信息:- 故障模式编号:[在此处填写故障模式编号]- 故障模式描述:[在此处填写故障模式描述]- 故障模式分类:[在此处填写故障模式分类]- 故障模式影响:[在此处填写故障模式对产品/过程的影响]4.2 第二步:评估故障严重性在此步骤中,我们将评估每个故障模式的严重性级别。
对于每个故障模式,请提供以下信息:- 故障严重性级别:[在此处填写故障严重性级别,一般使用1-10的评估等级,1代表最严重的等级]4.3 第三步:评估故障概率在此步骤中,我们将评估每个故障模式发生的概率。
新版PFMEA表格
失效分析(步骤四)
PFMEA风险
2.过程步骤的功 能和产品特性 (量值为可选 项)
3.过程工 作要素的 功能和过 程特性
1.对于上
一较高级
2.关注
别要素和/ 失效影响的 要素的 3.工作要素的失效起因
或终端用 严重度(s) 失效模 (FC)
户的失效
式(FM)
影响(FE)
当前的 对失效 起因的 预防措 施(PC)
选)
施
A优化(步骤六)
频度 (O)
探测 度 (D)
DFME A措 施优 先级
筛选器代 码(可 备注 选)
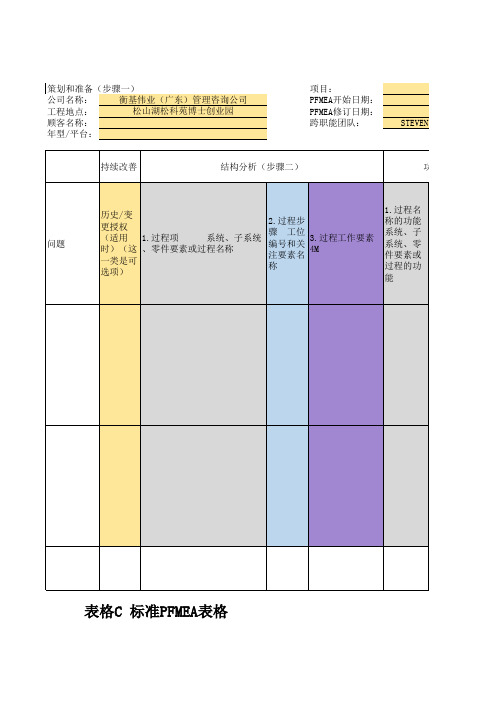
策划和准备(步骤一)
公司名称:
衡基伟业(广东)管理咨询公司
工程地点:
松山湖松科苑博士创业园
顾客名称:
年型/平台:
项目: PFMEA开始日期: PFMEA修订日期: 跨职能团队:
STEVEN 13929414846
持续改善
结构分析(步骤二)
功能分析(步骤三
问题
历史/变
更授权
(适用 1.过程项
系统、子系统
时)(这 、零件要素或过程名称
一类是可
选项)
2.过程步
骤 工位 编号和关 注要素名
3.过程工作要素 4M
称
1.过程名 称的功能 系统、子 系统、零 件要素或 过程的功 能
表格C 标准PFMEA表格
STEVEN 13929414846 功能分析(步骤三)
过程失效模式及影响分析(过程FMEA)
PFMEA ID编号: 过程责任人: 保密级别: 加微信免费送案例及DFM分析(步骤五)
PFMEA优化(步骤六)
当前的
失效起 失效起
因/失效 模式的 频度
PFMEA范本

型与Feeder类型的匹配方 2
法
3、作业员疏忽
3
物料 上线
站位表 出错
错料
Feeder站位上 错/换错物料
错料
5 1、站位表的制作出错
3
5 2、拿错站位表
4
5 1、站位表出错
3
5
2、作业员不会使用站位 表寻找站位
2
5 3、作业员疏忽
4
对作业员培训各类机器、Feeder类 型的识别方法
3
18
对作业员培训各Feeder类型与物料
3
1、日光灯坏
4
1、放大镜未接地
2
使用前检查外包装上的保质期是否 超过当天日期
3
12
使用黄胶后及时密封黄胶瓶
2 12
开拉前点检
2 48
开拉前作业员用静电环测试器检测 各自防静电手环是否OK
3
72
开拉前点检
3 54
ESD点检
3 36
ESD点检 开拉前点检
3 54 4 64
3
使用校验合格的仪器设备
ESD装置/设备 失效
元器件静电击穿
7
ESD设施安装保护实施不 规范
2
每日对各ESD点进行点检
潮湿敏感器件 受潮
影响后续生产
4
1、工作环境湿度过大
4
将MSD置于恒温恒湿的干燥箱内; 对环境温湿度定期点检/监控
入错库位
无法使用 5 1入库人员疏忽
3
物料入库时,必须认真核对实物与 库位
码与实物不符
无法使用
5
1、由于核对送货单时未 核对出
3
2、由于外箱标识与送货
5 单一致,但内装实物与单 2
PFMEA 表格模版

FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工machiningFMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工。
PFMEA案例(全套表格)
责任及 目标共完 成日期
措施结果 采6 取页的措施 S 第O
R D3 P 页
N
产品应在试验要 求的条件下工作
正常
包装
端部生锈
外观不良 3
管材缺陷 1 包装袋破损 2
抽检
10 80
目测
8 48
为保护产品及数 量清点防止失效 对成品进行封头
及捆绑
0
0
00
0
0
00
评分
等级
Cp或者Cpk值
等
级
(
顾
客
评分
是 用
级 别
潜在失效 起因/机理
频 度 O
现行过程 控制预防
现行过程 控制探测
探 测 度 D
R P N
建议措 施
责任及 目标共完 成日期
措施结果 采6 取页的措施 S 第O
R D6 P 页
N
1 似乎不会发生 1.67≤Cpk
非
常
低
(
被
识
别
力
1
强 的
顾
客
指
摘
的
程
度
)
1-2
自工序可以 检出
③ 发生频率>3&检出难易度>5
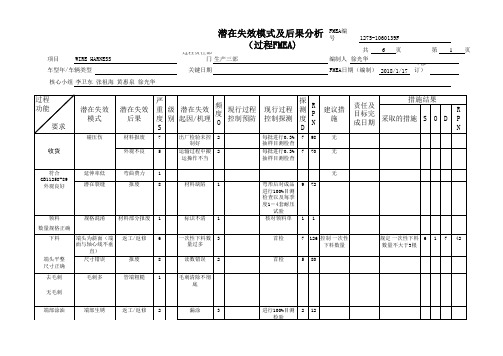
项目
WIRE HARNESS
车型年/车辆类型
核心小组 李卫东 张祖海 黄惠泉 徐光华
潜在失效模式及后果分析 FMEA编 号 (过程FMEA) 过程责任部
1275-1060139F 共 6页
第1页
门 生产三部
编制人 徐光华
(修
关键日期
FMEA日期(编制) 2018/1/17 订)
过程 功能
要求
收货
潜在失效 模式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户
产 品 名 称
タイテック ABC装置
( 1 / 7 )
无前兆,有危险
10 经常发生 10 基本上不可能检出 10
非常高
8 明显发生
8 检出可能性缺乏
8
普通
6
极其普通的 发生
6 检出可能性低
6
型 号
非常低
4 偶尔发生
4 检出可能性较高
4
工
程 名
非常轻微
2 极少发生
2 检出可能性非常高 2
4 同上
2
因机械安装时有再确认,
2 所以非常高
2
机器故障有STOP,故非常
4高
2
可从外观检查机・电气检
4 查来了解,故非常高
2
2
可从校对检查,外观检查 机来了解,故较高
4
○
32 32 64
32 16 64 ○ 64
①特别管理此次的产品部件
(改变部品番号等。设计・生 生産管理
○ 管)
設計部
②识别隔离(生管)
称
番
工程名称
号
工程概要
1 部品发注
在左记的工程中有哪些失 败,不良?
给产品造成哪些影响?
影 響 度
其不良原因? 其程度? (其原因?)
发 生 频 率
可以检查得出吗? (包括自工程和後工程)
检 出 度
NOTE
①接单录入 ②部品发注处理 ③部品受入处理
④加工部品受入(寸法检 查)
⑤部品储备
产品代码的录入错误 ①OK的话,自动运用 标识与实物不符
(外观)抽检错误
货架收纳错误
作成其他产品
10 过去有发生过
成为不符合规格的产品 10 过去有发生过
例〕不可安装螺丝等8 偶源自发生因误用造成・・8 过去有发生过
2
因为生产时有进行部品表 检查,所以检出度非常高
2
OK
2 检出可能性低
6
4
检出可能性较高 (进行受入検査)
4
2
检出可能性较高 (进行确认)
2 OK
⑥出库
误品出庫
因误使用造成・・
8 过去有发生过 2 很难知道是二极管
10
⑦环境负荷物质 1)因作业责的责任发生的
作成
501以上 A 必须要确实的对策 101以上 B 要实施一些对策
100以下 C 可以静观,忽略
根据
需要
危
险
度
=
影
响
度 X
完成
发
生
度
X
检
出
相关部门(○)
危 险
度 制品品生 造推证管
对应对策 推荐处理・对策
製造部
③副资材由制造做
机器放置地注意标识的揭示
4/14 完毕
822
32
品質保証 生産管理 技術管理
W
A
W
A
对策实施后的评价
影 响 度
发 生 频 率
检 出 度 1
检 出 度 2
危 险 度
10 2 2
40
824
64
824
64
2)因タイテック的责任发 生的
2 製造部品受入
①受入 ②收纳
3 表面实装工序
误部品的取出
纠纷 混入
误部品的安装
不可安装 误部品的安装
8 过去有发生过
担
日
当
G
程
40
无
120 128
32
160 ○
○
出库时在现场 再次检查
部品管理
与加工部品厂商商讨决定检验品
质和实行监视
品質保証
下回
作业时的确认(如有指示书的话, ○ ○ 在实物上贴上照片・纸等,解决辨
认难问题,找到异常)
生産管理 製造部
①在部品的纳入仕样书里明确 (技管部) ○ ○ ②厂商1=确认和到场 (品証部・生管部)
4 偶尔发生 8 偶尔发生
①外工序
因看错部品标识造成误装 误部品的安装
送料器的误选
有机械故障或是部品损 耗但对产品的影响度轻 微
8 过去有发生过 2 偶尔发生
托盘操作棒的逆装
逆装
8 偶尔发生
②機械段取り
送料器误装
误部品的安装
8 过去有发生过
2
因为生产时有进行部品表 检查,所以检出度非常高
2
4 同上
2