排气管绕性管加工工艺
螺旋气管工艺流程
螺旋气管工艺流程
(1)螺旋管原材料即带钢卷,焊丝,焊剂。
在投入前都要通过严格的理化查验。
(2)带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
(3)成型前,带钢通过矫平、剪边、刨边,外表清理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。
(5)选用外控或内控辊式成型。
(6)选用焊缝空隙操控设备来确保焊缝空隙满意焊接要求,管径,错边量和焊缝空隙都得到严格的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,从而取得稳定的焊接标准。
(8)焊完的焊缝均通过在线接连超声波主动伤仪检查,确保了100%的螺旋焊缝的无损检测覆盖率。
若有缺点,主动报警并喷涂符号,生产工人依此随时调整工艺参数,及时消除缺点。
(9)选用空气等离子切割机将钢管切成单根。
汽车排气歧管加工要点及工艺改进研究
78科技资讯 SCIENCE & TECHNOLOGY INFORMATION业 技 术DOI:10.16661/ki.1672-3791.2019.06.078汽车排气歧管加工要点及工艺改进研究①刘寒 叶菁(河南省西峡汽车水泵股份有限公司 河南南阳 474500)摘 要:排气歧管是保证汽车发动机正常运行的重要部件,是与发动机的各个缸体之间直接连接的,保证各缸体的排气顺畅,为了保证排气歧管的加工品质,防止排气歧管在开槽后出现结构形变。
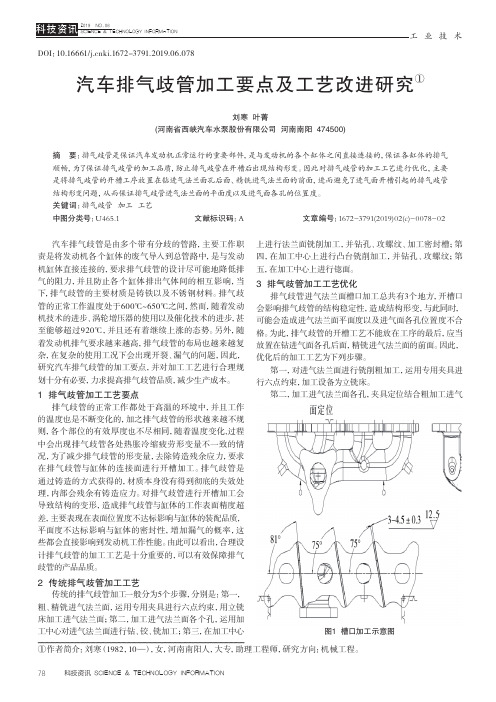
因此对排气歧管的加工工艺进行优化,主要是将排气歧管的开槽工序放置在钻进气法兰面孔后面、精铣进气法兰面的前面,进而避免了进气面开槽引起的排气歧管结构形变问题,从而保证排气歧管进气法兰面的平面度以及进气面各孔的位置度。
关键词:排气歧管 加工 工艺中图分类号:U465.1 文献标识码:A 文章编号:1672-3791(2019)02(c)-0078-02①作者简介:刘寒(1982,10—),女,河南南阳人,大专,助理工程师,研究方向:机械工程。
汽车排气歧管是由多个带有分歧的管路,主要工作职责是将发动机各个缸体的废气导入到总管路中,是与发动机缸体直接连接的,要求排气歧管的设计尽可能地降低排气的阻力,并且防止各个缸体排出气体间的相互影响,当下,排气歧管的主要材质是铸铁以及不锈钢材料。
排气歧管的正常工作温度处于600℃~650℃之间,然而,随着发动机技术的进步、涡轮增压器的使用以及催化技术的进步,甚至能够超过920℃,并且还有着继续上涨的态势。
另外,随着发动机排气要求越来越高,排气歧管的布局也越来越复杂,在复杂的使用工况下会出现开裂、漏气的问题,因此,研究汽车排气歧管的加工要点,并对加工工艺进行合理规划十分有必要,力求提高排气歧管品质,减少生产成本。
1 排气歧管加工工艺要点排气歧管的正常工作都处于高温的环境中,并且工作的温度也是不断变化的,加之排气歧管的形状越来越不规则,各个部位的有效厚度也不尽相同,随着温度变化,过程中会出现排气歧管各处热胀冷缩疲劳形变量不一致的情况,为了减少排气歧管的形变量,去除铸造残余应力,要求在排气歧管与缸体的连接面进行开槽加工。
发动机排气系统金属波纹管构造及加工工艺自动化改进
发动机排气系统金属波纹管构造及加工工艺自动化改进作者:李蜀予张清林黄建文李发红来源:《现代经济信息》2016年第30期摘要:随着汽车产业的不断发展,金属波纹管的需求量越来越大,传统加工制造工艺已开始制约波纹挠性节的生产效率。
本文从实际应用考虑,改进了金属波纹管传统加工制造工艺,节省了人力,提高了金属波纹管的生产效率与产品质量。
关键词:发动机;排气系统;波纹管;加工工艺中图分类号:U464.134.4 文献识别码:A 文章编号:1001-828X(2016)030-000-02汽车是现代生活不可或缺的交通工具,随着人们生活质量的逐步提高,对汽车产品舒适度的要求也日渐提升。
汽车NVH(噪声、振动与声振粗糙度)是衡量汽车舒适度的一个重要指标,因此汽车发动机排气消声器的设计和研发受到汽车行业的广泛重视。
如何优化汽车消声器的设计对于降低汽车噪声具有重要的现实意义和应用价值,因此降低排气的振动和再生辐射噪声已逐渐引起了人们的重视[1]。
但是在汽车中,尤其是发动机后置的汽车排气系统中,由于排气管短、系统刚性大、来自发动机和车架两种不同步的振动会使排气管承受较大的交变应力,导致汽车排气管经常出现早期断裂。
因此,可以在排气系统中加装一个柔性装置——挠性节,用来解决以上问题 [2-3]。
本文研究的目的是通过进行发动机排气系统挠性节的加工制造工艺改进,提高挠性节的生产效率和产品质量,最终制造出生产效率高、使用寿命长的波纹管,同时提高波纹管的装配精度和可靠性能。
一、金属波纹管的结构及其在排气系统中的作用汽车排气系统金属波纹挠性节也称为金属波纹管,是汽车排气系统重要的连接组件,安装于发动机排气歧管与三元催化器之间[4],可以吸收多方面的震动、降低噪音、补偿安装偏与热胀冷缩、方便安装和延长排气消声系统寿命的作用。
波纹管结构尺寸如图1所示,其中1是网套,2是波纹管,3是缠绕管。
波纹管在汽车排气系统中安装部位如图2所示。
金属波纹挠性节的结构是由双层波纹管外覆一层钢丝网套,两端口再外套卡环构成的,管体呈波纹状,两端管径与发动机配用的排气管相等,并分别与排气管前、中段焊接相连,其特征是管体为三层状结构,内层、中层是两层重叠的用不锈钢薄板制成的波数为7~19的波纹管体,通过找相位使内外两层的焊缝错位180°左右,外层是不锈钢编织的丝网外罩,用卡环与管体两端固定使其紧贴波纹管体。
排气管尾管生产工艺流程

排气管尾管生产工艺流程英文回答:The production process of exhaust pipe tailpipes involves several steps to ensure the quality and functionality of the final product. First, the raw materials, typically stainless steel or aluminum, are selected and prepared for manufacturing. The metal sheets are cut into specific sizes and shapes using laser cutting or other cutting techniques. This is followed by bending and shaping the metal sheets using specialized machines and tools.Once the desired shape is achieved, the tailpipes go through a process called welding. This involves joining the different components of the tailpipe together using various welding techniques such as TIG (Tungsten Inert Gas) welding or MIG (Metal Inert Gas) welding. The welding process ensures that the tailpipe is securely and permanently attached.After welding, the tailpipes undergo a series ofsurface treatments to enhance their appearance and durability. This may include processes such as polishing, buffing, or chrome plating. These treatments not only give the tailpipes a sleek and shiny finish but also protectthem from corrosion and other external factors.Next, the tailpipes are subjected to quality control inspections to ensure that they meet the required standards. This involves checking for any defects, such as cracks or imperfections, and making any necessary adjustments or repairs. The tailpipes are also tested for functionality, such as proper airflow and noise reduction.Once the tailpipes pass the quality control inspections, they are ready for packaging and shipping. The tailpipesare carefully packaged to prevent any damage during transportation. They are then shipped to automotive manufacturers or aftermarket suppliers for installation on vehicles.中文回答:排气管尾管的生产工艺流程包括几个步骤,以确保最终产品的质量和功能。
排气管尾管生产工艺流程
排气管尾管生产工艺流程英文回答:Exhaust Pipe Tailpipe Manufacturing Process.The exhaust pipe tailpipe is a crucial component of a vehicle's exhaust system, responsible for expelling harmful gases away from the engine and into the atmosphere. Its manufacturing process involves several intricate steps, each of which contributes to the tailpipe's functionality and durability.1. Raw Material Selection.The first step in the exhaust pipe tailpipe manufacturing process is selecting the appropriate raw materials. Typically, manufacturers use high-gradestainless steel or aluminized steel, as these materials offer excellent corrosion resistance, high-temperature tolerance, and durability.2. Tube Bending.Once the raw materials are selected, the next step is to bend the steel tubes into the desired shape of the tailpipe. This is achieved using specialized bending machines that can precisely form the tubes according to the required specifications.3. Welding.After the tubes are bent, they are welded together to form the complete tailpipe assembly. Skilled welders use specialized welding techniques to create strong and durable welds, ensuring the exhaust system operates efficiently and safely.4. Polishing.The welded tailpipe is then polished to remove any burrs or imperfections left from the welding process. This step enhances the tailpipe's surface finish and gives it avisually appealing appearance.5. Perforation (Optional)。
排气管尾管生产工艺流程
排气管尾管生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!排气管尾管生产工艺流程一、准备工作阶段在进行排气管尾管的生产之前,需要进行一系列准备工作。
汽车排气管生产流程
汽车排气系统零部件所用管材是由冷轧板经过弯管成形及焊接获得的不锈钢焊管,还
要经过弯管成形、缩颈、扩管等冷加工及焊接等工艺过程加工成……
汽车排气系统零部件所用管材是由冷轧板经过弯管成形及焊接获得的不锈钢焊管,还
要经过弯管成形、缩颈、扩管等冷加工及焊接等工艺过程加工成不同形状的管件,因此,要求不锈钢焊管具有良好的成形性能和焊接性能。
汽车排气系统用不锈钢焊管大多壁厚在2.5mm以下,生产主要采用连续成形直缝焊接
方法,包括钨极氩弧焊(TIG)、高频电阻焊(HFW)、激光焊(LBW)以及它们之
间的组合焊接(HFW+LBW)等。
针对使用比例较高的不锈钢焊管,早期的焊接主要
采用氩弧焊(TIG)。
随着高频焊接(HFW)及激光焊接(LBW)工艺的广泛应用,
在欧美及日本,汽车用不锈钢焊管已经完全采用了高效率的高频焊接及激光焊接模式。
在我国,受激光焊接及高频焊接对设备的投入大、焊接工艺要求高等因素制约,主要
焊管厂的焊接工艺仍然以TIG焊为主。
最近几年,随着我国汽车工业的快速发展,与
之配套的汽车零部件总承厂及其二级供应商也认识到高频焊接及激光焊接工艺的显著
优势。
为适应产量和使用需求,已经有部分焊管企业将新增焊管产线转向激光及高频
焊接工艺。
PVC-U螺旋消声管施工工艺、
室内PVC-U排水管道安装1、本工程采用PVC-U螺旋消音管。
2、施工准备2.1 材料要求:2.1.1 管材为硬质聚氯乙烯(PVC)。
所有粘接剂应是同一厂家配套产品,应于卫生洁具连接相适宜,并有产品合格证及说明书。
2.1.2 管材内外表层应光滑,无气泡、裂纹,管壁薄厚均匀,色泽一致。
直管段挠度不大于1%。
管件造型应规矩、光滑,无毛刺。
乘口应有梢度,并与插口配套。
2.1.3 其他材料:粘接剂、吊卡、弯头、等。
2.2 主要机具:2.2.1 手电钻、冲击钻、手锯、活扳手、手锤、水平尺、套丝板、毛刷、棉布、线坠等。
2.3 作业条件2.3.1 埋设管道,应措好槽沟,槽沟要平直,必须有坡度,沟底夯实。
2.3.2 室内明装管道要与结构进度相隔二层的条件下进行安装。
室内地平线应弹好。
3.操作工艺3.1 工艺流程:安装准备预制加工干管安装立管安装支管安装卡件固定封堵洞口闭水试验通水试验3.2 预制加工:根据图纸要求并结合实际情况,按预留口位置测量尺寸,绘制加工草图。
根据草图量好管道尺寸,进行断管。
断口要平齐,用刮刀除掉断口内外的飞刺,外棱出15°角。
粘接前应对承插口先插入试验,不得全部插入,一般为乘口的3/4深度,试插合格后,用棉布将承插口需粘接部位的水分、灰尘擦拭干净。
如有油污需用丙酮除掉。
用毛刷涂抹粘接剂,先涂抹承口后涂抹插口,随即用力垂直插入,插入粘接是将插口稍作转动,以利粘接剂分布均匀,约30s至1min即可粘接牢固。
粘劳后立即将溢出的粘接剂擦拭干净。
多口粘连时应注意预留口方向。
3.3 干管安装:首先根据设计图纸要求的坐标、标高预留槽洞或预埋套管。
埋入地下时,按设计坐标、标高、坡向、坡度开挖槽沟并夯实。
采用托吊管安装时应按设计坐标、标高、坡向做好托、吊架。
施工条件具备时,将预制加工好的管段,按编号运至安装部位进行安装。
各管段粘接是也必须按粘接工艺依次进行,全部粘连后,管道要直,坡度均匀,各预留口位置准确。