富氧连续气化技术在应用中存在的问题探讨_李永恒
水煤浆气化炉工艺烧嘴有关问题的探讨(专业论文)

水煤浆气化炉工艺烧嘴有关问题的探讨水煤浆加压气化技术由于高效、洁净,在我国备受关注并大量推广。
但水煤浆气化的烧嘴连续使用寿命较短,制约了装置的长周期运行,并影响经济效益。
为此,国内科研院所、烧嘴使用单位等开展了大量的工作,从结构、形式、材质等多方面进行改进,期望提高使用寿命。
本文作者多年来一直从事于水煤浆气化炉工艺烧嘴的研制工作,作为专题负责人,主持承担了“国家重大技术装备研制项目(科技攻关)计划专题合同:水煤浆气化炉烧嘴研制”,并成功应用于山东华鲁恒升化工股份有限公司的水煤浆加压气化国产化装置。
北京达立科科技有限公司、清华大学、山西丰喜肥业集团共同开发的水煤浆分级气化技术(也称之为“非熔渣-熔渣”煤气化技术),其烧嘴也由我们提供。
该技术于2007年12月6日通过了中石化协会组织的专家鉴定。
本文作者全程参与了该项目的开发,在方案的选取、专利申请、气化炉结构的确定、工艺烧嘴的设计及配置、二次补氧烧嘴的设计、配置等方面提出了建议,配套提供的专用工艺烧嘴和二次补氧烧嘴,为该工艺技术的工业实施作出了重要的贡献。
本文作者就水煤浆气化炉工艺烧嘴研制方面所进行的一些工作和思考进行简单的介绍,同时对烧嘴的改进提供一些个人看法,仅供同行参考。
1工艺烧嘴的设计目前普遍采用的气化炉工艺烧嘴头部结构如图1所示。
烧嘴的设计需要考虑的因素有以下。
图1 水煤浆气化炉工艺烧嘴头部典型结构(1)结构形式为同心三套管。
烧嘴中心氧管的出口设计成缩口形式,目的是对中心氧进行加速,同时其端面相对于烧嘴断面基准面有一定的缩入量,这样形成一个水煤浆和中心氧的预混合腔,水煤浆的出口管路也设计成缩口形式,使进入预混合腔的水煤浆具备一定的速度。
在预混合腔内,利用中心氧对水煤浆进行稀释和初加速,改善水煤浆的流变性能,其目的是为了保证水煤浆在离开烧嘴后的雾化效果。
外氧管口的缩入量更大一些,目的是提供更高流速的氧气,使通过预混腔的水煤浆混合物进行良好的雾化,以便在气化炉内达到良好的气化效果。
常压固定床气化装置技术升级的方向和形势

常压固定床气化装置技术升级的方向和形势田守国【摘要】提升固定床煤气炉技术层次和应用价值的途径:一是采用连续气化工艺,提高单位产能,提高原料转化利用率,优化煤气质量,开发多元化气化剂生产专用工艺气体;二是提高气化装置的自动化水平,提高生产运行的稳定性、经济性、安全性和环保性.【期刊名称】《化工设计通讯》【年(卷),期】2012(038)005【总页数】9页(P6-14)【关键词】间歇气化;富氧连续气化;纯氧连续气化;纯氧加压连续气化【作者】田守国【作者单位】江西昌昱实业有限公司,江西南昌 330013【正文语种】中文【中图分类】TQ546国家已经停止审批新上固定床间歇气化生产装置,固定床气化装置的应用方式已经步入新的转折阶段。
如何科学选择新的气化工艺,是决定应用单位能否可持续发展的关键问题。
1 常压固定床气化装置技术升级的必要性煤化工生产中,造气的技术装备水平是企业安全、节能、环保等最主要的决定因素。
当今,煤化工行业正处在产能过剩时期,面临产品市场疲软,资源环境约束力加大,国家产业政策不断升级,优惠政策逐步减少,生产成本不断升高的局面。
如何实现可持续发展?必然的规律是顺应市场需求,再次进行产业结构大调整、生产单位大规模重组,优化产品结构,平衡产需。
装备水平低、生产效益差的企业必将被淘汰,结局必然是煤化工生产单位和从业工人随之相应精减。
当今,煤化工生产面临的困难很多。
例如,原料结构调整局限性越来越大。
目前,山西无烟块煤与无烟粉煤差价越来越小,甚至让人感觉到型煤气化的成本优势已经不明显了。
如果这样的话,采用型煤气化的意义只是避开了无烟块煤价高货缺的困扰,而从经济效益上讲,并没有明显超过采用无烟块煤多少。
当然,除了依赖山西无烟煤的地区以外,当地有无烟煤矿产资源的地区,原料煤价格相比山西无烟煤价格低一些,块煤与粉煤的差价相对要大一些。
但是,应该注意到,煤化工投资重心已经快速地向这些产煤地区转移,致使一些产煤地区的原料优势逐步消退。
煤气炉高产低耗的奥妙探索

煤气炉高产低耗的奥妙探索李永恒【摘要】原料是基础、设备是保证、效益是前提、管理是关键.【期刊名称】《化工设计通讯》【年(卷),期】2012(038)005【总页数】5页(P20-24)【关键词】原料;煤气炉;效益;管理【作者】李永恒【作者单位】全国造气技术咨询部,上海 200062【正文语种】中文【中图分类】TQ113.26+4谈到煤气炉高产低耗,是千言万语也难以论述清楚的。
笔者将自身从事造气工作56年的经历,总结成四句话:原料是基础、设备是保证、效益是前提、管理是关键。
下面笔者就这20个字进行简略的剖析。
1 原料是基础为何把原料定为基础呢?因为原料的性质、品质、加工水平、管理方法等都会影响到煤气炉的气化强度。
一栋高楼因基础不好,就会倒塌。
一个企业不重视作为基础的原料,不科学应用好原料,就会常年亏损而倒闭。
1.1 原料的演变过程固定层空气间歇气化技术属于移动床范畴,所使用的原料(又称燃料)都是颗粒形状的。
在我国77年化肥生产中,原料变化多端。
1935年从美国引进的φ2 743.2mm(9英尺)UGI型煤气发生炉,使用的原料是上等冶金焦。
当时我国炼焦技术不成熟,从美国用船将焦炭运到南京,后来又用过台湾焦,1949后使用鞍钢焦。
1957年原化工部号召用无烟块煤来替代高价的冶金焦,首先在南京永利宁厂试烧(笔者当时也参加了该项试烧工作)。
焦改煤的难度大,因炉型和附属设备的设计,都是以焦炭为原料,在同等料层高度的情况下,块煤的床层阻力比焦炭大得多,加之当时所用风机的风压仅为13.5kPa,炉内的温度提不高,又加上块煤的粒径不匀等问题,炉况一时难以正常。
经过一段时间的摸索,终于取得成功,为拓展我国化肥原料路线开辟了新途径。
当时该炉型达到日产氨50t,受到原化工部的嘉奖。
到了上世纪70年代,由于全国化肥厂大增,块煤的供应紧缺,提出利用粉煤加工成煤球、煤棒,在全国部分厂进行试烧。
1975年原化工部为了尽快推广型煤造气技术,专门成立了煤球测定组,对南方五个厂进行煤球造气的测定工作(笔者也参加了该项工作)。
富氧侧吹熔炼和连续吹炼工艺的环保优势

收稿日期:2019-11-19基金项目:江西省重点研发计划项目(项目编号20165ABC28005)作者简介:杜龙(1983—),男,高级工程师,主要从事EHS 设计和研究工作。
〔摘要〕富氧侧吹熔炼、连续吹炼工艺在环保方面具有烟气排放量显著低于基准排气量的突出优点,解决了PS 转炉SO 2烟气低空排放的污染问题。
和其他工艺相比,环保优势突出,适用于当前越来越严格的环保要求。
〔关键词〕侧吹熔炼;连续吹炼;环保;优势中图分类号:TF811;X758文献标志码:B文章编号:1004-4345(2020)01-0019-03Environmental Advantages of Oxygen Enriched Side Blowing Smelting and Continuous Blowing ProcessDU Long,LIU Yang,ZHANG Xiaoming(China Nerin Engineering Co.,Ltd.,Nanchang,Jiangxi 330038,China)Abstract After the application of oxygen enriched side blowing smelting and continuous blowing process,the flue gas emission issignificantly lower than the reference emission in terms of environmental protection,which solves the pollution problem of SO 2emission from PS converter at low pared with other processes,it has outstanding advantages in environmental protection and is suitable for more and more strict environmental protection requirements.Keywords side blowing smelting;continuous blowing;environmental protection;advantages富氧侧吹熔炼和连续吹炼工艺的环保优势杜龙,刘旸,张小明(中国瑞林工程技术股份有限公司,江西南昌330038)第41卷第1期有色冶金设计与研究2020年2月0概述侧吹熔炼炉借鉴了前苏联瓦纽克夫熔炼法的理念,是在前苏联实践的基础上改进和优化的一种炉型,广泛应用于铜冶炼、铅冶炼(含再生铅)行业,近年来在危险废物处置行业也有所应用。
新型固定床纯氧连续气化技术

新型固定床纯氧连续气化技术佚名【摘要】我国一次能源是“煤多、油少、气缺”的现实,使我国氮肥生产合成氨的主要原料长期以来以煤炭为主,采用的煤气化炉以固定床间歇气休技术为主。
这项传统技术存在生产能力低、对原料煤要求高、原料利用率和气化效率较低等缺点,在当前提倡节能环保的大环境下,已成为被淘汰的落后技术。
为此,企业和科研单位致力于开发“淘汰落后、研创新技术”的新型国产化煤气化技术,已取得多项成果。
【期刊名称】《化肥设计》【年(卷),期】2012(050)005【总页数】1页(P61-61)【关键词】煤气化技术;固定床;纯氧;原料利用率;一次能源;氮肥生产;煤气化炉;生产能力【正文语种】中文【中图分类】TQ54我国一次能源是“煤多、油少、气缺”的现实,使我国氮肥生产合成氨的主要原料长期以来以煤炭为主,采用的煤气化炉以固定床间歇气休技术为主。
这项传统技术存在生产能力低、对原料煤要求高、原料利用率和气化效率较低等缺点,在当前提倡节能环保的大环境下,已成为被淘汰的落后技术。
为此,企业和科研单位致力于开发“淘汰落后、研创新技术”的新型国产化煤气化技术,已取得多项成果。
江西昌昱实业有限公司在传统常压固定床气化炉的基础上,开发了具有自主产权的纯氧连续气化炉新工艺技术。
该项技术不仅煤种适应性广、原料利用率高,而且满足节能环保的要求。
最近在第21届全国造气技术年会上,该技术得到广泛的关注。
据介绍,该项技术适用于合成氨、甲醇等化工产品和煤油加氢等醇类生产装置的配套改造,宜用于氮肥、硝酸、炼油等行业生产装置的技术改造。
该公司设计的固定床气化炉采用常压固定床纯氧连续气化技术,以无烟煤、焦炭、半焦、型煤以及化学活性差的硬质煤等作为气化原料,以纯氧(>99.6%)和水蒸气作为气化剂,在高温下进行连续气化,产出高质量的水煤气。
新型固定床纯氧连续气化主要技术数据列表如下。
煤炭地下气化技术发展问题及建议
猱社科枚Journal of Green Science and Technology第16期2020年8月煤炭地下气化技术发展问题及建议贺盛(湖南交通工程学院,湖南衡阳421001)摘要:简概述了煤炭地下气化技术,分析了该技术目前存在的问题:①技术的限制。
气源稳定性差,监控手段缺失、科研人员缺失、缺少多学科的融合应用、试验缺乏,理论研究难以展开;②在经济上仍然没有竞争力。
成本较高、产晶开发困难;③环境问题难以解决。
地下水污■染、地面塌陷、CO?排量增加。
提出了要成功将其商业化还需要多学科融合解决其关键技术的建议。
关键词:煤炭地下气化;技术;经济;环境中图分类号:TD844文献标识码:A文章编号:1674-9944(2020)16-0185-031弓I言煤炭地下气化(Underground Coal Gasification,简称UCG)是将位于地下的固体煤炭通过有控制的燃烧变为有用气体,同时采集并利用这些气体的新技术。
与传统煤炭开采方式相比,其具有以下无可比拟的优点:①避免工人在矿井中工作,能有效解决矿山开采的安全问题;②符合我国低碳经济的产业政策,是绿色开采的重要手段,符合我国环境保护政策;③能提高我国能源安全度,降低对国外能源的需求;④满足国家和企业开采量大面广难采残留煤资源的重大需求□切。
在经历了100多年历史的长久发展中,多次地研究、试验、应用之后,至目前,在全世界范围内,仍然没有商业化成功的案例。
煤炭地下气化技术的前景并不明朗(图1)。
造成这种情况的原因有很多。
笔者试图从技术、经济、环保等方面阐述其发展中的问题。
以供参考。
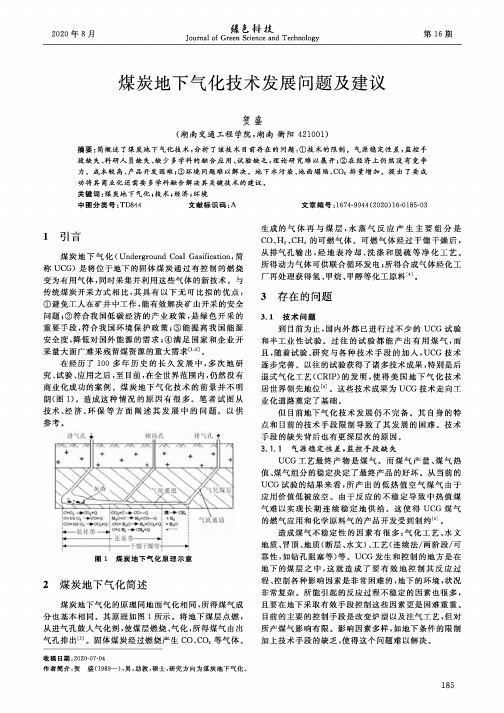
1!1排气?L图1煤炭地下气化原理示意2煤炭地下气化简述煤炭地下气化的原理同地面气化相同,所得煤气成分也基本相同。
其原理如图1所示。
将地下煤层点燃,从进气孔鼓人气化剂,使煤层燃烧、气化,所得煤气由出气孔排出冈。
固体煤炭经过燃烧产生CO、CO2等气体。
生成的气体再与煤层,水蒸气反应产生主要组分是co,h2,ch4的可燃气体。
生物质气化存在的问题、解决方式及应用[管理资料]
![生物质气化存在的问题、解决方式及应用[管理资料]](https://img.taocdn.com/s3/m/06074b5de55c3b3567ec102de2bd960590c6d9d1.png)
生物质气化技术存在的问题、解决方式及应用情况一、生物质气化技术存在的问题:在一定的热力学条件下,借助于气化介质(空气、氧气或水蒸气等),使生物质的高聚物发生热解、重整、氧化和还原反应,热解伴生的焦油进一步热裂化或催化裂化成为小分子碳氢化合物,进一步生成CO、H2和CH4等混合燃气。
生物质气化利用可包括气化供气技术、气化供热技术、气化发电技术和气化制氢技术等。
目前生物质气化技术发展较快,主要以气化供气和供热为主向气化发电、冷热电多联产等方向发展。
生物质气化利用虽然较广阔,但生物质气化还不能大量推广,主要影响生物质气化发展的因素有:(一)燃料:⑴生物质成型燃料(BMF):①燃料原料。
生物质原料多种多样,有木质和草本类,城市有机垃圾和动物粪便等。
原料不同,燃料的热值、灰分和挥发分也不同,不同原料产生燃气量也不同。
②燃料其他物理性质。
水分含量、燃料密度(颗粒密度和堆积密度)、颗粒大小等。
水分含量过大或太小都不利于生物质气化;在原料一定的条件下,燃料密度越高,气化效果越好;小颗粒的燃料相对比大颗粒气化效果好。
在2013年及以前,BMF行业虽发展快速,但燃料参数多种多样,没有固定的规格。
⑵燃料供应:生物质原料(农业、林业资源)较丰富的地区,生物质成型燃料应用较广泛的地方可以相应的降低燃料的收集成本,进而降低气化过程中的成本。
虽然中国可利用的生物质资源较丰富,但是燃料分布不均匀,目前出现生物质资源较丰富的地区生物质利用较少,而需生物质原料的地方需花费较高的运输成本到其他地方购买生物质燃料,大大增加了生物质气化过程的燃料成本,同时燃料供应不足制约着生物质气化的发展,影响生物质气化效果。
(二)净化:目前生物质气化技术的净化分为干式和湿式,干式主要去除其中的粉尘和颗粒,湿式主要去除焦油和少量的微细颗粒。
目前气体净化还不成熟,气化效果不明显,焦油去除难度较大,容易引起二次污染,净化的成本还相对较高。
(三)国家政策:虽然国家目前大力倡导节能节能减排,支持和引导生物质的发展,生物质利用十二五规划和中长期规划对生物质发展目标也做出了一定的分析和规划,但是政策不到位制约了生物质能的发展。
浅谈四喷嘴气化炉装置运行中出现的问题及解决办法
浅谈四喷嘴气化炉装置运行中出现的问题及解决办法发布时间:2021-07-06T11:22:01.877Z 来源:《基层建设》2021年第10期作者:梁国忠1 孙旭明2 [导读] 摘要:分析气化炉运行中出现的问题,并提出解决问题方方法。
大连恒力石化集团辽宁大连 116318 摘要:分析气化炉运行中出现的问题,并提出解决问题方方法。
关键词:烧嘴压差;烧嘴;激冷环、下降管;角阀磨损。
一、煤制氢及气化装置概况恒力石化(大连)炼化有限公司介绍:恒力2000万吨/年炼化一体化项目位于辽宁省大连市长兴岛临港工业园区,是国家对民营企业开放的第一个重大民营炼化项目,也是新一轮东北振兴的战略项目。
为了满足重油加氢的需求,需建设最大能力为100万Nm3/h有效气的煤制氢装置,以港口来的原煤为原料,生产氢气,并制备一部分本项目所需的甲醇、醋酸等产品。
煤制氢煤气化装置技术采用国内自主知识产权对置式水煤浆加压气化技术,装置建设六套四喷嘴水煤浆加压气化炉,气化炉直径3.88米 ,5开1备模式运行。
气化炉操作压力6.5MPa,气化炉单炉投煤量3000吨/天(干基),单炉具备20万Nm3/h有效气的生产能力。
项目于2017年4月开工建设,2018年12月投料开车,2019年3月24日打通生产全流程,5月17日全面投产。
二、气化工艺原理及流程简述气化流程简述水煤浆气化气化工序配置6个系列,5开1备,分别布置在两个框架内。
空分装置来的纯氧经氧气流量调节阀、氧气切断阀进入工艺烧嘴。
氧气流量进行温度和压力补偿。
水煤浆经两台煤浆给料泵42121P102ABCD-602ABC加压送入气化炉42122R101-601气化室,在炉内与氧气(纯度≥99.6%)发生剧烈的气化反应,生成以CO、CO2、H2为主要成分的水煤气。
出气化室水煤气和溶渣,经过洗涤水分布环,由洗涤冷却管引入气化炉洗涤冷却室的水浴中。
大部分的灰渣冷却固化后,落入洗涤冷却室底部。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C+O2 =CO2 +40 808 kJ 2C+O2 =2CO+246.4 kJ C+O2 =2CO-165.7 kJ C+H2 O=CO+H2 -118.8 kJ C+2H2 O=CO2 +2H2 -75.2 kJ
(1) (2) (3) (4) (5)
富氧空气与煤炭可以在氧化层内发生如反应 式 (1)和 (2)的放热反应 , 以获得足够的热量供应 还原层 , 使反应式 (3), (4)和 (5)得以进行 。 提高 燃料层高度有利于反应式 (3)和 (4)的进行 , 有 助于降低半水煤气中的 CO2 含量 。
25 ~ 29
37 ~ 40
18 ~ 20
块煤或焦炭 13.0 ~ 19.7 0.3
34 ~ 45
28 ~ 36
10 ~ 14
煤球
16.0
0.2
30.3
39
14
褐煤
24.8
25.3
38.7
1.2
褐煤
20.51
0.20
29.89
37.64
9.92
褐煤
21
38
41
0.5
水煤浆
17.1
45.4
35.1
0.7
(2)新建制氧系统 目前实用性最广的两种制氧方法是深冷空分 制氧和变压吸附制氧 , 它们的性能比较见表 1。
2 O2 来源
3 对富氧气化炉应用中的问题探讨
(1)企业有多余的 O2
3.1 半水煤气成分
有的企业内部其它工序中有多余的 O2 , 此方
富氧连续气化后所生成的半水煤气成分见表
案最好 , 既经济又实用 , 可直接将 O2 引入原固定
近来有的单位准备试用该技术 , 并把它改称 为单炉富氧双向气化 。 从原理上分析是可行的 。 为了解决连续上吹气化导 致炉上温度偏 高的问 题 , 采用上 、下吹交换气化可降低炉上温度 , 但必 须采取一定的安全措施 , 否则会发生爆炸 。 5.3 双床层双向耦合式气化技术
以 2台固定床气化炉为 1组 , 形成双床层双
65
1 403
87
发气量 / (m3 · h-1 )
9 900 10 300 7 500 9 000 12 000
3.3 煤耗与投资 各种气化方法煤耗与投资费用的对比数据见
表 4。
表 4 年产 200 kt氨的各种气化方法的投 资 与吨氨入炉煤耗对比
气化方法
壳牌粉煤气化 德士古气化 灰熔聚气化 恩德炉气化 富氧空气连续气化 固定层空气间歇气化
(2)淮南化肥厂开 3 台 Υ3 000 mm炉 , 采用 煤球进行富氧连续气化 。吨氨煤耗为 1.8 t, 单炉 小时发气量为 7 000 ~ 8 000 m3 。
(3)湖北双环公司开 2台 Υ3 300 mm炉 , 采 用煤棒富氧气化 。单炉小时发气量为 12 000 m3 。
(4)河南平顶山化肥厂开 3台 Υ3 000 mm富 氧气化炉 , 运行情况不太理想 。
关键词 富氧连续气化 应用 探讨
InquiryintoProblemsinUseofTechnologyfor ContinuousGasificationwithEnrichedAir
LiYongheng (NationalConsultationDivisionofNitrogenousFertilizer PlantTechnicalRenovationofChina Shanghai 200062 )
从表 2可以看出 :富氧连续气化所生成的半 水煤气中 CO2 体积分数高达 13.0% ~ 16.0%, 最 高可达到 19.7%。 由于 CO2 浓度过高 , 不但给脱 碳工序增加了负荷 , 而且影响到合成工序中压缩 机运行效率 (一般降低 10%左右 ), 造成电耗和压 缩机维修费用增加 。
实现富氧连续气化后 , 由于取消了空气吹风 阶段 , 减少了因吹风燃烧碳的损失 , 气体带出物减 少 , 炉渣含碳量降低 , 使碳的利用率得到提高 , 煤 耗有所降低 。另外 , 由于气体空速低 , 可以采用小 粒煤和型煤进行气化 。
由于该技术是连续气化 , 炉温相对比较稳定 , 蒸汽分解率比空气间歇式气化要高 。 另外 , 因为 高温煤气全部进入废锅 , 余热 回收效果好 (原中 氮企业大直径煤气炉下吹煤气的 显热不回收 ); 因副产蒸汽量增加 , 氨系统可以现蒸汽自给 (系理论推算 )。
(5)黑龙江化肥厂以及长山化肥厂的 13 台 Υ3 000 mm富氧炉于 2003年全部停运 。
(6)开封化肥厂于 2008年 12月新建了 4台 Υ2 743 mm炉 , 采用小块煤富 氧气化 , 所 产半水 煤气与原空气间歇气化炉所产的半水煤气并网送 至后工序 。 从炉渣情况看 , 富氧连续气化炉运行 情况并不理想 。
2, 其中 CO和 CO2 含量偏高 , 会给后系统带来麻
层煤气炉 。
烦。
表 1 两种制氧装置性能比较
项目
O2 体积分数 /% 电耗 /(kW· h· m-3 ) 水耗 /(t· h-1) 启动时间 /h 连续运行时间 /h 占地面积 /m2 综合投资 /万元
300 m3 /h
VPSA
深冷
93.0
5 改进方法
5.1 富氧空气间歇气化技术 该技术是由武汉凤飞煤化工有限公司研制的
一种新技术 , 是在原有空气间歇气化的条件下 , 加 入适量的富氧空气 (仅下吹阶段不加富氧空气 )。 此技术已在浙江省清华化工有限公司应用 , 据介 绍效果较理想 , 其半水煤气中 CO2 的体积分数在 9.0%以下 , (CO+H2)体积分数为 75.8%。 5.2 上 、下吹富氧交换气化技术
进化肥厂增加 19%, 大竹化肥厂下降 10%。
30%, 有些企业还不如空气间歇式气化炉 。如淮
近年来富氧空气连续气化与固定层空气间歇
南化肥厂增加 30%, 黑龙江化肥厂仅增加 4%, 武
气化的气化强度对比见表 3。
表 3 富氧空气连续气化与固定层空气间歇气化的 气化强度对比
气化炉型
Υ2 650 mm Υ3 000 mm Υ3 000 mm Υ3 000 mm Υ3 300 mm
通用型自动加煤机是每个循环间歇向炉内加 煤的 , 加煤量和炭层高度难以控制 。 ZL加煤机是 连续向炉内加煤的 , 炉内消耗掉多少煤 , 随时补充 多少 , 所以炭层高度可按预先设定值保持恒定 。
4 运行情况
(1)三明化工有限公 司于 2007 年采用型煤 (煤球 )进行富氧连续气化 , 运行情况基本正常 。 开 3 ~ 4台 Υ3 000 ~ Υ3 200 mm炉 , O2 由三钢供 给 , 所产半水煤气与老系统并网 。 单炉小时发气 量为 9 000 m3 , 吨氨煤耗为 1.5 t。
表 2 各种气化方法的半水煤气成分 /%(体积分数 )
煤种
CO2
O2
CO
H2
N2
块煤
5~7
0.4
31 ~ 34
36 ~ 41
18 ~ 21
煤棒
12 ~ 13
0.4
23 ~ 32
37 ~ 40
17 ~ 22
碳化煤球
12 ~ 13
0.4
27 ~ 28
38 ~ 39
19 ~ 22
黏结剂煤球
8 ~ 10
0.4
吨氨需氧 量 /m3 750 870 600 755 550 空气
投资金额 / 吨氨入炉
亿元
煤耗 /t
6.88
1.42
6.37
1.47
2.10
1.60
2.40
2.24
1.90
1.40
1.30
1.20
3.4 炉箅 为了使燃料层布风均匀 , 要求设计出性能好
的富氧连续气化专用炉箅 。 富氧连续气化要求炉 箅的高度比间歇空气气化的炉箅要低些 。多边扇 形炉 箅虽然高度低 , 但炉下 带出物多 , 最好选用 ZL型铸钢炉箅 。 3.5 自动加煤机的应用
Abstract Theauthorputsforwardtheprinciplesandprocessfeaturesofthetechnologyforcontinuousgasificationwithenrichedairandprobesintotheproblemsinthetechnology.Inlinewiththe problemsinitsactualuse, theauthorsuggeststhatitshouldbechosenwithcaution.
根据资料介绍和理论计算 , 富氧空气连续气 化炉比空气间歇式气化炉的气化强度成倍增加 , 按所用原料不同 , 可增加 1.0 ~ 1.5倍 。但从应用
第 37卷 第 1期 化肥工业 2010年 02月
富氧气化炉的众多企 业来看 , 实际仅增加 5% ~
36
8 000
8 000
250
2 400
1 100
1 850
3 500 m3 /h
VPSA
深冷
93.0
99.6
0.40
0.60
120
450
<1
36
8 000
8 000
400
2 700
2 000
2 600
气化方法
固定层空气间歇气化
富氧空气连续气化 鲁奇炉加压气化 恩德炉气化 陶氏两段炉气化 德士古气化 壳牌粉煤气化 灰熔聚气化
粉煤
1.5
63.3
26.7
4.1
无烟煤
23.53
33.49
34.82
6.06
CH4 1.0 2~3 1~3 1.0 ~ 2.5 1~2 0.5 8.7 1.97 0.1 0.1 0.1 1.71