工厂生产流程图
《CFT生产流程图》课件

不断寻找流程中的瓶颈和问题 ,持续优化。
3. 跨部门协作
打破部门壁垒,实现跨部门的 信息共享和协同工作。
目标
提高生产效率,降低成本,提 升产品质量,增强企业竞争力 。
2. 数据驱动
基于数据和事实进行决策,确 保流程优化的科学性和有效性 。
4. 以人为本
关注员工的技能培训和工作满 意度,提高员工的参与度和积 极性。
详细描述
CFT生产流程,即Cellular Manufacturing,是一种高度灵活和模块化的生产方式。它将整个生产过程划分为一 系列独立的生产单元(或称为“细胞”),每个细胞负责特定的生产任务。这些细胞在生产过程中相互协作,以 实现高效、低成本的生产目标。
CFT生产流程的特点
总结词
CFT生产流程具有高度灵活性、模块化、高效率、低 成本等特点。
实例三:某农业企业的CFT生产流程
总结词
生态、可持续、高效
详细描述
该农业企业采用CFT生产流程,实现了生态、可持续、高效的生产模式。通过合理的种植和养殖结构 调整,有效提高了土地和水资源的利用效率,减少了环境污染,提高了农产品质量和市场竞争力。
04
CFT生产流程优化的策略与方法
流程优化的目标与原则
详细描述
CFT生产流程的灵活性体现在其能够快速适应市场需 求的变化,通过调整细胞间的协作方式,实现不同产 品的快速切换。模块化的特点使得CFT生产流程易于 扩展和维护,降低了生产线的复杂性。同时,由于各 细胞独立运行,可实现并行生产,提高了整体的生产 效率。此外,由于减少了中间环节和资源浪费,CFT 生产流程能够有效降低生产成本。
流程优化案例分享
案例一
某汽车制造企业通过价值流图分析,发现其生产流程中存在 严重的等待和运输浪费。通过调整生产线布局和采用拉动式 生产方式,有效减少了等待和运输时间,提高了生产效率。
酸生产工艺流程图

酸生产工艺流程图一二三步骤分别是沸腾炉、接触室、吸收塔,反应方程式如下:沸腾炉:4FeS2+11O2====2Fe2O3+8SO2接触室:2SO2+O2===2SO3吸收塔:SO3+H2O===H2SO4生产硫酸的原料有硫黄、硫铁矿、有色金属冶炼烟气、石膏、硫化氢、二氧化硫和废硫酸等。
硫黄、硫铁矿和冶炼烟气是三种主要原料。
1.燃烧硫或高温处理黄铁矿,制取二氧化硫S+O2=(点燃)SO2 4FeS2+11O2=(高温)8SO2+2Fe2O3H2SO4工业制作装置2.接触氧化为三氧化硫2SO2+O2=(△,V2O5)2SO3(该反应为可逆反应)3.用98.3%硫酸吸收SO3+H2SO4=H2S2O7(焦硫酸)4.加水H2S2O7+H2O=2H2SO41)SO2+2NH3^H20==(NH4)2SO3(NH4)2SO3+H2SO4==(NH4)2SO4+H2O+SO22)Na2SO3+SO2+H2O==2Na(HSO3)3)SO2+2NaOH==Na2SO3+H2OCa(OH)2+Na2SO3==CaSO3+2NAOH2CaSO3+O2==2CaSO4工业上制硫酸,先将硫磺或黄铁矿(FeS2)煅烧,生成SO2,再将SO2在接触室中以V2O5作催化剂用氧气氧化,得到SO3,再用在吸收塔中用98%的硫酸吸收SO3生成发烟硫酸。
得到的发烟硫酸用水稀释可以得到不同浓度的硫酸。
硫酸工业已有200多年的历史。
早期的硫酸生产采用硝化法,此法按主体设备的演变又有铅室法和塔式法之分。
19世纪后期,接触法获得工业应用,目前已成为生产硫酸的主要方法。
早期的硫酸生产15世纪后半叶,B.瓦伦丁在其著作中,先后提到将绿矾与砂共热,以及将硫磺与硝石混合物焚燃的两种制取硫酸的方法。
约1740年,英国人J.沃德首先使用玻璃器皿从事硫酸生产,器皿的容积达300l。
在器皿中间歇地焚燃硫磺和硝石的混合物,产生的二氧化硫和氮氧化物与氧、水反应生成硫酸,此即硝化法制硫酸的先导。
炼钢生产过程及流程图详解(全)

钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
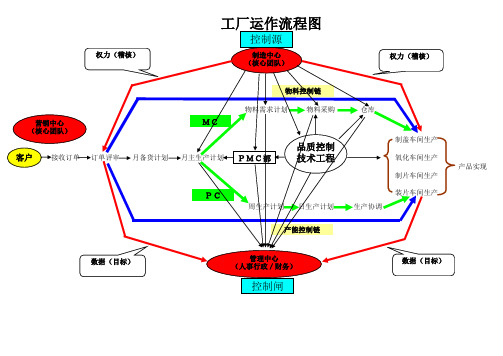
工厂运作流程及各部门职责
数据(目标)
管理中心
数据(目标)
控制闸
工厂运作流程图
控制源
权力(稽核) 制造中心 权力(稽核)
物料控制链
物料需求计划
营销中心 (核心团队)
物料采购
仓库
MC
客户
接收订单
订单评审
月备货计划
月主生产计划
PMC部
品质控制 技术工程
制盖车间生产 氧化车间生产 产品实现 制片车间生产
PC
周生产计划 日生产计划 产能控制链 生产协调
装片车间生产
服装工厂运作流程图
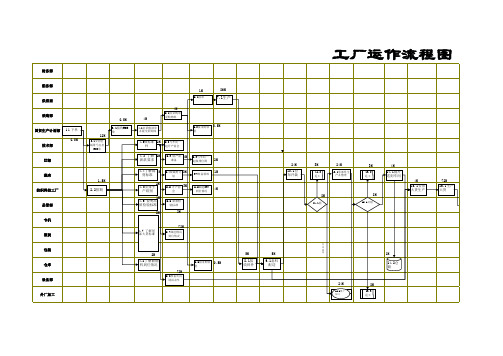
采购员、样衣主管 供应商、采购员
、生产跟单、设备 、业务跟单员、
主管、IE
生产跟单员
供应商
仓管员
仓管员
裁床主管
NO
验片员
碎料组N长O 热压组长
加工商
QC、碎料组长 热压组长 加工商
裁床收发
生产主管
班组长
0.5H
12H
0.5H
4H
72H
4H
86H
5H
5H
24H
8H
24H
8H
4H
4H
72H
1.1.1:生产计 2.1.1:技术部计 划部接收订单; 划员接收订单并 1.1.2:生产计 进行排产;
9.1.1:仓管员需按 照需求时间完成备 料工作; 9.1.2:收发员在接 收物料时需对料件 进行认真核点,确 保料件的规格质量 及数量的准确; 9.1.3:仓管员需监 督收发员完成签字 再接收,确保有底 可查。
10.1.1:裁床主管 及裁剪手需认真查 看制单,确保清晰 裁剪要求; 10.1.2:摆放裁片 时需按床摆放,防 止错码,色差的出 现; 10.1.3:领取布匹 时需按需领取,不 可领取过多造现场 原材料堵塞
10.1.1:裁床领取 布料及相关资料信 息; 10.1.2:裁剪手完 成布匹的裁割工 作; 10.1.3:裁床收发 完成裁片的整理及 保管,并把完成信 息反馈给相关人 员;
11.1.1:QC接收 裁剪完成信息; 11.1.2:QC完成 验片工作; 11.1.1:裁剪手 完成QC要求的返 工工作。
12.1.1:烫压房 及碎料组接收裁 片; 12.1.2:烫压房 及碎料组完成裁 片的加工; 12.2.1:裁床外 发裁片; 12.2.2:加工商 完成加工工作。
螺丝生产工艺流程图
公司概况此次去参加实习的单位是京扬紧固件,这个公司成立于2001年,是专业生产、销售京扬系列压铆紧固件、非标件及部分标准件的大型企业。
工厂位于,成立于2004年,如今已发展成为占地面积7000平方米,拥有五百多名员工(包括48名质检员和16名管理者)的企业,其中应用技术工程师20余名,制造技术工程师40余名。
公司至今已发展成为拥有各种进口全自动数控设备百余台,各种辅助设备130余台,月生产量达20000万至32000万件的大型制造商。
2005年这个公司通过了 ISO9001、ISO14001等国际质量体系认证,确保为客户提供高品质的紧固件。
公司主要产品有:压铆螺母、压铆螺柱、压铆螺栓、面板紧固件,塑料镶嵌件、焊接螺母、点焊螺钉、手紧螺钉、皇冠装饰钉、自攻螺钉、涨铆面板紧固件、轨道镶嵌件、抽芯铆钉,以及各种非标准件。
产品广泛运用在电子通讯、钣金、模具、机械器材和仪器、航天等领域。
进料工序端 检验 首检工序检验工序检验发货售后服 工艺流程图材料入厂 检验 切角切槽 入线材库,退火 热处理 T 酸洗 辗牙螺丝生产工艺(一)--退火一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。
二、作业流程:(一)、入料:将需要处理的产品吊放炉,注意炉盖应盖紧。
一般一炉可同时处理7卷(约1.2吨/卷)。
(二)、升温:将炉温度缓慢(约3-4小时)升至规定温度。
(三)、保温:材质1018、1022线材在680℃-715℃下保持4—6h,材质为10B21, 1039, CH38F 线材在740℃-760℃下保持 5.5-7.5 h。
(四)、降温:将炉温度缓慢(约3-4小时)降至550℃以下,然后随炉冷却至常温。
三、品质控制:1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。
2、外观:表面不得有氧化膜及脱碳现象。
手机工厂制造实用QC工艺流程图
来料
1
抽检
贴片
2
锡焊/印刷 芯片贴装 自动光学检测 回流焊
测试
3
软件下载
测试
装配
4
外观检验 部件锡焊
装配
测试
包装
5
附件
包装
称重
SMT生产工艺流程 (1)
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
计量器
检查方 责任
式
人
记录
不良处理
1
来料检 查
材料接收检查
数量、外观、规 格、电性
相应规格书
检修
抽检 IPQC
SMT生产工艺流程 (4)
流程图 工序名
作业方案
管理专案
使用文件
设备/工具
计量器
检查方 式
责任 人
记录
不良处理
方向、顺序、状
22
QC检查 包装附件检查 态、规格、位置、 作业指导书 放大镜
数量
23
QA
QA
包装外观、成品 外观及功能
抽样计划
综合测试仪
24
成品入库
合格品送入仓 库暂存
合格证
扫描条码
3
• 扫描主标贴IMEI号 • 打印两张彩盒IMEI条码,放入吸塑盒
贴易损标贴
• 彩盒标贴
易损标贴
投入三包凭证、 • 检查三包凭证外观,在三包凭证内写 • 三包凭证
4
耳机
上对应机型
耳机
检查耳机外观,放置耳机
包手机胶袋
5
• 检查螺钉是否漏打,易损标贴是否贴
好
• 检查手机外观 • 用胶袋包好手机放入彩盒
生产、质量部工作流程图
生产任务下达工作流程24质量管理流程24质量管理流程24进料工作流程图(品管)2424原(辅)料领用、退库工作流程2424产成品生产工艺线工作流程24物资(工器具、耗材)请买、验收、领用工作流程2424工器具报损工作流程24生产统计成本统计工作流程24品控控制 / 品质提升工作流程24品管部:生产过程工作流程表2424过程巡检问题处理工作流程24不合格品退库、报损工作流程24成品出货品控工作流程24新产品(研发)试产品控工作流程24不合格品品控控流程2424记录、档案填写(审核、存档)工作流程24生产主管工作流程2424质检(品控)主管工作流程24电工(安全员)工作流程24化验员工作流程24投料员工作流程24压榨操作工工作流程粗滤操作工工作流程冷冻、养(结)晶车间工作流程包装净化(吹瓶)操作工灌装工工作流程封盖、压盖操作工工作流程倒立检验员工作流程喷码、贴标工工作流程包装在线检验员工作流程折箱工工作流程装箱、包装工工作程值日卫生员工作流程原辅材料、消耗统计员工作流程码垛工工作流程线上擦油、擦拟工工作流程24考核员包装工段长、压榨工段长、灌装工段长工作流程统计员(原辅材料、化验试验、设备备件、消耗消费品)质量主管化验员、质检员、原辅料检验员、采样员、24。
意大利品牌手袋厂生产控制流程图
prod↙←↗→→→→→→→↓→↓←↓↓→↓←←←←←←→↓→↓↓↓↓←↓↓↓↓手袋厂的生产运作流程为:SAMPL EHOUSE 根据客户样板或图稿打样板>认结构样并下订单>采购部根据客人订单要求确认各物料供应商提供的物料打样色卡>业务部根据客人的要求编写发放生产制单给工厂各部门>采购部根据最新客资讯和物料打样色卡下大货订单给各物料供应商>物料到仓库后,仓库开检测通知书给来料检查部(IQC )>IQC检查合格入仓,不良品拒收或经QC经理和采购经理共同签名后特采,仓库根据大货物料色卡和最新生产制单发放物料给生产部>车间产前试办,检查大货刀模,与结构批办,客人评语,生产制单要求是否吻合,在递交QA 部确认>主持产前会议,对生产流程和手工要求提出建议和预防措施>裁床严格按大货物料色卡,生产制单,QA 部评语和确认样开料,女包更要留意手挽,盖头物料的纹路要求,有色差的物料严格配纹,配色,配套开裁。
裁片QC按公司内部要求全检,抽检裁片,合格裁片上车间>大货上线到女包油边部,胶水部,手工部,五金部,车缝部,进行首件确认,确认OK,大量生产>线上巡检(IPQC ),抽检,特别部件全检,督促车间各部门物料的摆放(6S)工作,不良品返工并采取改善措施>合格品流入下一工序,填写IPQC 检查报告>第一成品确认,确认OK >成品全检(FQC ,finshed product full checking),隔离不良品并返工或报废并填写全查结果统计分析,合格品转交包装部>第一包装成品确认,包装方式,颜色搭配,内唛及挂牌资料,胶袋外箱资料核对。
> OQC(outgoing quality control )按AQL标准抽检,不合格则退回生产部返工,填写OQC报表>合格品入成品仓。
品质保证部总结分析研讨提升此单的品质问题原因,以求类似产品避免再发生类似的问题,完善品质保障体系。
工厂工作流程图
生成部
配套部主管
③ 派 工 单
、 图 纸
② 工时单 图纸
①生产 任务 任务 工时
工艺核算师
② 工时单
图纸
②工时单
统计员
⑥ 完工后的派工单
图纸
⑥ 完工后的派工单
图纸
④本部门工人加工
⑤检验
质检员
⑤检验
公司工厂管理流程
成套部主管 ③ 派 工 单 、 图 纸
④本部门工人加工
二、人员的调配流程
配套部主管
采购申请单
配套部主管 成套部主管
采采购购员单
检验
质检员或检工验艺师
材 料 入 库
仓库管理员
四、材料领用流程
原则上不允许工人直接去仓库领料
本部门工人 领料
材料领用单
仓
工 艺 核 算
材 料 领
配套部主管 领料
库
统
管
分部门统计
计
师 签 字
用 单
成套部主管 领料
理 员
员
材料领用单
本部门工人 领料
核算部门材料成本
③ 派 工 单
①人员申请单 工艺核算师
②工时单
统计员
②工时单
成套部主管
①人员申请单 ③ 派 工 单
⑥完工后的派工单
⑥完工后的派工单
④本部门工人加工
⑤检验
质检员
⑤检验
④本部门工人加购流程
公司工厂管理流程
副总经理 签 采购单 字 公司采购部
传 真 统计员
申请单 工艺核算师签字
Page 2 of 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称: 投标方案
页脚内容
2
注塑生产流程图:
QC检查
批量生产
O
NGG N
GG
产品包装
申请入库
入库检查
自检/QC
巡检
N
GG
N
GG
O
O
接收订单
生产
烘料/上
初始生产/首件送样 重新调申请入库 产品入废弃处模具修
QE/QA
确认
产品隔离保
产品隔离保留
NG
G
OK
文件名称: 投标方案
页脚内容
2
用到的表格有
:
材料使用记录
材料干燥记录
成型条件参数表
模具状态票
模具装卸记录
样品送样单
成型条件日常点检表
设备日常点检表
注塑生产记录
构成LOT NO 如:
06 (年)04(月)10(日)112(机器)01(编号)即:06041011201
入库记录表
入库反检记录表
产品废弃记录表