PQC检验规则与方法
PQC基本检验技能及要求

记录报表
踪查证
编制:
审核:Βιβλιοθήκη PQC基本检验技能及要求项目
技能要求说明
备注
1.基本量测工具的使用
会使用卷尺、卡尺、千分尺、牙规、塞规、万用表等基本工 具,并能正确读数。
2.相关安全及光学测量仪 会使用积分球,耐压测试仪,泄漏电流测试仪,接地电阻测
器的使用
试仪,绝缘电阻测试仪等,并能根据结果作出判断。
3.常用图纸的识别
能够识别常用的爆炸图及相关要求。
4.学会看BOM资料及NPI要 检验时能够核对产品用料正确与否,并核对产品技术规格要
求
求是否达标。
5.常规的实验方法掌握 熟练进行相关拉力,扭力及跌落实验等基本操作要求。
6.解读SOP/检验规范与订 单要求
正确解读SOP/检验规范与订单要求.
7.电子元器件的基本识别 常用电子元器件区分,性能要求了解,能作出简单判断。
8.简单电路的判断及原理 了解
掌握基本串联,并联电路的接线方式及电路原理。
9.产品熟悉
对LED灯具特性有一定了解并熟悉制程品质控制点
10.了解制程处理流程 了解制程处理流程并及时反馈与跟进
9.产品关键部件的识别
能够识别关键部件如电源,光源,铝基板、电线、接线端子 等的规格及相关要求
10.会正确填写相关检验 正确记录及填写成品检验报告及日报表,以便于后续品质追
关于品质检验作业流程的规定-PQC

发得快品质检验作业流程指引(PQC)1.目的:合理规范QC部品质检验作业流程,确保对产品的各阶段品质状态进行有效检验与判定,确保产品质量符合客户要求。
2.范围:发得快包装制品有限公司工程打样检验、产品首检、制程巡检等制程品质控制环节。
3.职责:3.1.PQC负责大货生产前的样品及首件检验与生产过程中的品质控制。
3.2 对工程打样的样品检验完成时,要出具样品检验报告,并配合工程完成样品承认书。
3.3 大货生产前要完成首件检验并出具首件检验报告。
3.4 制程中采用不定时巡检,有针对性地对关键工序质量控制点及在制品的关键特性进行巡检,确保在制品符合产品的相关要求,并保持完整的PQC巡检报告。
4.作业流程规定4.1.工程打样检验作业4.1.1. 工程接获跟单/业务通知,按客户要求备料、取料及进行手工制作,打样完成时,通知品检PQC验样。
4.1.2. PQC接获工程通知后,应对完成的样品严格按对应客户品质要求及检验标准进行检验,核对客供资料包括图纸、客供样品实物以及订单等,并出具检验结果。
4.1.3 样品承认书之样品检验报告由检验员签名并呈交品质经理签名确认。
方可随工程打样(注意:有部分客户要求一份样品对应一份检验报告,如打样有5PCS就应有对应的5份样品检验报告)送交客户审批。
4.1.4 经客户批核的样品,如有回转发得快公司使用的,应在使用完后归入样品架放置保留,以利下次同类型产品之生产参照。
4.2 首件检验作业4.2.1.每单大货生产前,必须进行首件检验.4.2.2.首件之定义:生产大货前之第一个在制品或制成品;生产大货前之批量试产之第一在制品或制成品.用于确定试产效果,及大货生产过程的样办参照作用.4.2.3.首件之制作一般情况由生产线组长完成,特殊情况下交由生产经理完成。
当首件制作完成时,生产线应通知巡检PQC到场检验是否合格,未经检验合格的首件不得用于大货生产的参照样办。
未经首件检验环节,不得进行大货生产。
PQC检验规则与方法(ppt文档)

2019/11/22
荆州工厂品质部过程检验
第一部分:定义
A区:非常重要的外观面。人在站立时,一时一眼就可以看到,或者 非常重要的外观表面。包括:门面板、端盖、拉手、的外表 面,显示板的外表面,顶板的前端表面,侧板外表面,箱体正 面等。
B区 B区
荆州工厂品质部过程检验
B区
第一部分:定义
C区:较重要的外观面。包括:箱体内胆的正面、箱体金属后板,外 挂冷凝器外表,丝管蒸发器表面。
D区:一般要求的外表面。包括:压缩机继电器罩,电器接线盒。
C区 2019/11/22
C区
C区
荆州工厂品质部过程检验
第一部分:定义
级别
对安全性 能的影响
对使用功 能的影响
A区 2019/11/22
A区
A区
荆州工厂品质部过程检验
A区
第一部分:定义
B区:重要的外观面。人容易看见,比较注重的外观表面。包括:门 体内胆的外表面、门搁物架、箱体内胆的侧面和底面,抽屉的 表面,门封的外观面,吸顶灯的外表面,温控器外表面,制冰 格,冰温室门、棚架等。
B区 2019/11/22
B区
荆州工厂品质部过程检验
第三部分:门体发泡检验
二、门面板装配检验
1 外观检查 1.1 门框、拉手(特别是喷油件)表面光滑、色泽均匀,
无变形、划伤、涂层脱、斑点、污迹等不良缺陷; 1.2 门面板表面无明显划伤、杂质、鼓包、凹伤等。
2019/11/22
荆州工厂品质部过程检验
第三部分:门体发泡检验
二、门面板装配检验
检漏仪探头吸入口与被检部位距离2-3mm, 以不大于1cm/s的移动速度围绕焊点周围检查
PQC检验标准指引

MA
√√√
走位
压痕线
边缘
除废
方式 角/孔打烂
混料
目视、菲林尺
目视、菲林尺
目视、菲林尺 目视
目视、菲林尺 目视
卡纸模切走位≤±0.5mm,瓦纸细坑走位≤±1mm,瓦纸粗坑走位≤±2mm MA √√√
200g以下的纸,痕宽度1.1-1.2mm,深度0.3mm~0.4mm。200g以上纸,很 宽度1.2mm~1.3mm 深度0.4mm~0.5mm。深浅宽度一致,不断不爆不炸
光泽度20°以下,磨光、上光光泽度75°以上,亮UV光泽度75°以上, CR
半哑UV光泽度45°±5°
√√√
正常4色浅网油墨干燥12h,正常4色深网油墨干燥24h,金银油墨干燥 36h,过完胶、油干燥6h,吸塑油48h,不允许出现有发白、带色现象
MA √√√
喷粉量大小
目视
面纸表面不允许有粉头、发白现象
MA √
√
√
裱纸
压纹 材质 位置 外观 粘性 位置
尺寸
目视、菲林尺 目视、菲林尺
目视 目视、菲林尺 目视、手撕法 目视、菲林尺
目视、菲林尺
压纹不得有起泡、白点、条纹、不明显、断纹、纸层与膜/油分层等现象 MA √√√
确认材质与样品一致,无色差
CR
√
√
按咬口、拉规对裱,对裱过程中坑纸向咬口、拉规边缩进3-5mm,并且面 纸比坑纸大5mm,不允许有裱超边、裱纸不到位、坑纸裱错方向等现象
水分不允许在6-9之间,坑纸类6-12%,最大值14
MA √
修切平整,无污渍、破损、无倾斜、吊角现象
MA √
与要求一致
CR √
与标准或客户要求相差在±5°之内,哑油≤25°
PQC 制程检验作业规范

8.4<制程檢驗月報表>
8.4.1用于統計每月檢驗結果。
8.4.2 品質月報中附各課檢驗狀況。
8.4.3制式表單﹐使用電子檔。
9. 檢驗流程
產線送待檢產品到指定抽檢區→PQC對數量及型號核對→PQC依據相關檢驗標准及文件進行檢驗→OK則產品轉入后流程→NG則開出檢驗結果報告表→不良由PQC主管判定→判定NG則退回產線→產線依據判定結果處理后送PQC重檢→PQC重檢OK轉入后流程→重檢NG則再退回產線處理
檢 驗 作 業 規 範 書
版本/次
A1
PQC制程檢驗
頁 碼
第1頁共3頁
1. 目的﹕防止生產半成品批量性不良流入下流程。
2. 範圍﹕半成品視檢或/及測試站后﹐所有機種均需以批量為基礎送PQC檢驗。
3. 抽樣計劃
外觀﹑電氣檢驗每批次抽取樣品20pcs(每批次產品數量不超過500pcs)。
4. 允收水準
4.1 外觀﹕允收品質水準AC = 0 RE = 1
6.2電氣(功能)﹕依各產品之功能需求進行檢驗或以儀器設備進行測試。
7. 檢驗設備
依據<<檢驗基準書>>(PQC)所規範的檢驗設備。
核准﹕
審核﹕
制表﹕
日期﹕
檢 驗 作 業 規 範 書
版本/次
A1
PQC制程檢驗
頁 碼
第2頁共3頁
8. 使用表單
8.1<半成品抽檢記錄表>
8.1.1每批產品之檢驗結果記錄。
4.2 電氣﹕允收品質水準AC = 0 RE = 1
4.3 缺點分類
參考IQC檢驗作業規范書之“缺點分類”敘述。
5. 檢驗依據
5PQC检验操作指导书
编号
版本
A
日期
2023.2.18
制定
审核
批准
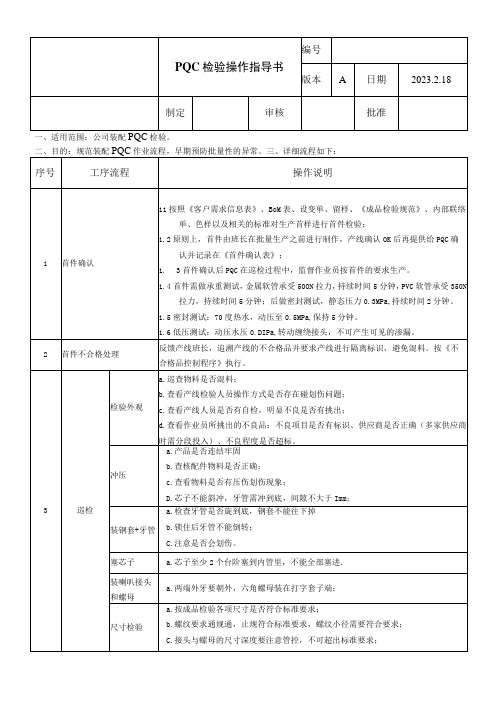
一、适用范围:公司装配PQC检验。
二、目的:规范装配PQC作业流程,早期预防批量性的异常。三、详细流程如下:
序号
工序流程
操作照《客户需求信息表》、BoM表、设变单、留样、《成品检验规范》、内部联络单、色样以及相关的标准对生产首样进行首件检验;
c.不良品责任单位是否正确(打标产品:划伤、打标不良退打标,来料不良退电镀Γ;多道工序加工的零件:按责任退给供应商);
d.核对无误后,在《退料单》上签字确认。
10
产线返工方案确认
PQC抽检不良需产线返工的,返工流程按技术提供的方案。PQC将返工的结果填写于《成品检验报告》上。
a.检查牙管是否旋到底,钢套不能往下掉
b.锁住后牙管不能倒转;
C.注意是否会划伤。
塞芯子
a.芯子至少2个台阶塞到内管里,不能全部塞进.
装喇叭接头和螺母
a.两端外牙要朝外,六角螺母装在打字套子端;
尺寸检验
a.按成品检验各项尺寸是否符合标准要求;
b.螺纹要求通规通,止规符合标准要求,螺纹小径需要符合要求;
1.5密封测试:70度热水,动压至0.5MPa,保持5分钟。
1.6低压测试:动压水压0.DIPa,转动缠绕接头,不可产生可见的渗漏。
2
首件不合格处理
反馈产线班长,追溯产线的不合格品并要求产线进行隔离标识,避免混料。按《不合格品控制程序》执行。
3
巡检
检验外观
a.巡查物料是否混料;
b.查看产线检验人员操作方式是否存在碰划伤问题;
C.接头与螺母的尺寸深度要注意管控,不可超出标准要求;
PQC检验规则与方法
PQC检验规则与方法PQC(Process Quality Control)是指过程质量控制,是一种用来验证和监控产品或服务生产过程的方法。
PQC的目标是确保产品或服务在生产过程中符合预定的质量标准,以提高产品或服务的质量和可靠性。
1.检验项目确定:确定需要进行检验的项目和标准。
检验项目应包括产品或服务的各个关键环节,以及各个环节之间的关系。
2.检验方案制定:根据检验项目确定检验方案。
检验方案应包括检验的方法、设备、人员、检验的频率和时机等。
3.数据采集和记录:进行检验时,需要采集相关数据并进行记录。
数据采集可以通过检验设备进行自动化采集,也可以通过人工进行。
数据记录要准确、完整,以便后续分析和处理。
4.异常处理:当发现异常情况时,需要立即采取相应措施进行处理,以确保产品或服务不受影响。
异常处理可以包括中断生产、排查原因、修复问题等。
5.数据分析和反馈:对采集的数据进行分析和处理,获取相关的统计信息。
可以通过统计图表、表格等形式展示数据分析结果。
根据数据分析结果,进行问题分析,找出问题的原因,并进行改进反馈。
1.抽样检验:通过抽取一部分样本进行检验,以代表整个批次或过程。
抽样检验可以节省时间和成本,并能够较快地获得检验结果。
2.全面检验:对每一个产品或服务都进行检验,以确保每个产品或服务都符合质量标准。
全面检验可以获得更精确的结果,但需要较大的人力和时间成本。
3.在线检验:在产品或服务生产的过程中,通过检测仪器或传感器对关键参数进行实时监测和检测。
在线检验可以及时发现异常情况,并立即采取措施进行处理。
4.离线检验:将已生产完成的产品或服务抽样检验,通过实验室或检验设备进行检验。
离线检验可以对产品或服务进行全面的检验,但需要较长的时间。
PQC检验规则与方法在现代生产中得到广泛应用,不仅可以用来监控产品或服务的质量,还可以用来改进生产过程,提高生产效率和降低成本。
通过合理的检验规则和方法,可以追踪和控制生产过程中的各个环节,确保产品或服务的质量达到预期目标。
PQC检验作业规范
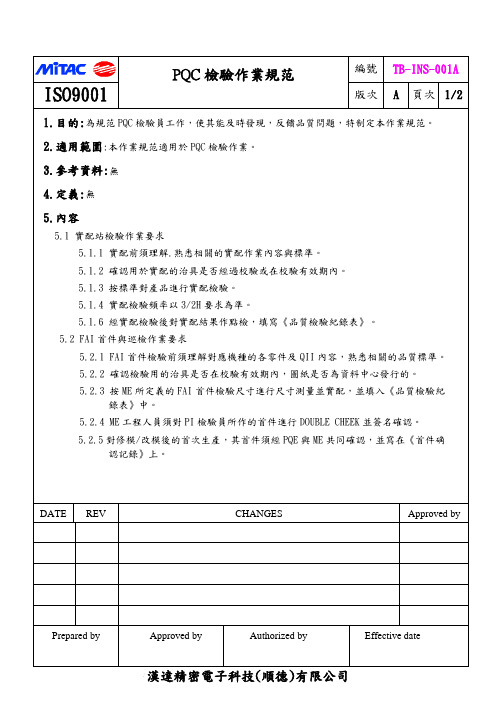
ISO9001
2.適用範圍:本作業規范適用於 PQC 檢驗作業。 3.參考資料:無 4.定義:無 5.內容
5.1 實配站檢驗作業要求 5.1.1 實配前須理解.熟悉相關的實配作業內容與標準。 5.1.2 確認用於實配的治具是否經過校驗或在校驗有效期內。 5.1.3 按標準對產品進行實配檢驗。 5.1.4 實配檢驗頻率以 3/2H 要求為準。
6. 附件
6.1 《制程檢驗報告》(TB-FLO-03A) 6.2 《首件檢驗記錄》(TB-FLO-02A) 6.3 《品質問題反映速報》(QA-INS-03A)
7. 記錄保存
7.1 《制程檢驗報告》-----三個月 7.2 《首件檢驗記錄》-----三個月 7.3 《品質問題反映速報》-----六個月
1.目的:為規范 PQC 檢驗員工作,使其能及時發現,反饋品質問題,特制定本作業規范。
5.1.6 經實配檢驗後對實配結果作點檢,填寫《品質檢驗紀錄表》。 5.2 FAI 首件與巡檢作業要求 5.2.1 FAI 首件檢驗前須理解對應機種的各零件及 QII 內容,熟悉相關的品質標準。 5.2.2 確認檢驗用的治具是否在校驗有效期內,圖紙是否為資料中心發行的。 5.2.3 按 ME 所定義的 FAI 首件檢驗尺寸進行尺寸測量並實配,並填入《品質檢驗紀 錄表》中。 5.2.4 ME 工程人員須對 PI 檢驗員所作的首件進行 DOUBLE CHEEK 並簽名確認。 5.2.5 對修模/改模後的首次生產,其首件須經 PQE 與 ME 共同確認,並寫在《首件 确認記錄》上。 DATE REV CHANGES Approved by
漢達精密電子科技(順德)有限公司
Prepared by
Approved by
Authorized by
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2015-3-25
荆州工厂品质部过程检验
第七部分:性能测试
1 设备自检 1.1 综合测试仪开机后检查显示单元显示是否正常,是否能够正常启动。 1.2 用电性能首检仪进行点检,检查设定的参数是否符合工艺要求,并 记录点检结果。 1.3 设备出现故障时应及时停用报修,平常日常维护保养应做好记录。
2015-3-25
2015-3-25
荆州工厂品质部过程检验
第三部分:门体发泡检验
一、门面板折边成型检验
2 折边尺寸检查 2.1 用卷尺测量门面板长度、宽度; 2.2 用卡尺测量第一道、第二道折弯宽度等相关尺寸;
2.3 所测量尺寸应符合图纸尺寸、及相关要求。
2015-3-25
荆州工厂品质部过程检验
第三部分:门体发泡检验
2015-3-25
荆州工厂品质部过程检验
第六部分:卤检
4 4.1 4.2 4.3 4.4 4.5 检验项目(压机、电容、风扇电机) 按系统匹配表检查压缩机型号与所对应的产品必须一致。 压缩机螺钉不得松动、缺少,且一致。 压缩机铭牌清洁、完整,无烧伤、缺损、和油污等缺陷; 压缩机底板不能有明显的变形和错装。 压机带电容的,必须与型号一致,符合相关认证。
荆州工厂品质部过程检验
第七部分:性能测试
2 操作要求 将测试夹子夹在压缩机管路上,冰箱电源线插头插在综合测试仪专用 插座上,并按下测试启动开关。
2015-3-25
荆州工厂品质部过程检验
第七部分:性能测试
3 3.1 3.2 3.3 3.4 参数设置 电气强度(AC1750V,1S)<10mA; 接地电阻(AC25A,2S)≤0.1Ω; 低压启动(187V,3S)0.25~4.75A; 泄漏电流(AC242V,2S)<0.5mA。
≤0.5mm ≤1mm
2015-3-25
荆州工厂品质部过程检验
第二部分:箱体发泡检验
三、箱体发泡检验
1 外观检查 1.1 箱内胆无明显折痕、裂纹、凹凸、变形、麻点等缺陷,排水口出口处 无堵塞现象;控制盒安装位置无变形(对于电子温控冰箱,感温头没 有被模具挤压变形现象); 1.2 箱体无明显划痕、凹凸、收缩、油污,四周无流痕、泡沫等缺陷; 1.3 发泡后底部钙塑板平整无变形,发泡箱体充实无空洞、脱粘现象。
2015-3-25
荆州工厂品质部过程检验
第一部分:定义
A区:非常重要的外观面。人在站立时,一时一眼就可以看到,或者 非常重要的外观表面。包括:门面板、端盖、拉手、的外表 面,显示板的外表面,顶板的前端表面,侧板外表面,箱体正 面等。
A 区
A 区
A 区
A 区
2015-3-25
荆州工厂品质部过程检验
第一部分:定义
2015-3-25
荆州工厂品质部过程检验
第二部分:箱体发泡检验
二、箱体装配检验
1 外观检查 1.1 箱胆无明显打折、裂纹、凹凸、变形、色差、麻点等缺 陷,排水口无堵塞现象; 1.2 侧板、背板表面无明显划伤、凹凸伤、漆裂、折痕等缺陷。
2015-3-25
荆州工厂品质部过程检验
第二部分:箱体发泡检验
2015-3-25
荆州工厂品质部过程检验
第三部分:门体发泡检验
一、门面板折边成型检验
1 外观检查 1.1 撕除彩板覆膜(1次/5张),目测A区(上门及下门上半部)外 观无明显划伤、杂质、鼓包、凹陷等缺陷; 1.2 B区(下门下半部)允许直径为≤1.3mm的斑点、杂质、凹陷不超 过2点;允许不长于5mm的轻微划痕不多于3处,且任二点间距应 在200mm以上。
2015-3-25
Байду номын сангаас
荆州工厂品质部过程检验
第三部分:门体发泡检验
三、门体发泡检验
1 门胆 1.1 门胆无明显污迹、划痕、变形、缺损、开裂等缺陷; 1.2 在工艺要求位置打有排气孔,胆厚度符合工艺要求。
2015-3-25
荆州工厂品质部过程检验
第三部分:门体发泡检验
三、门体发泡检验
2 发泡状况 2.1 发泡后门体大弧面无明显变形、凹凸、各部位无模具压痕、水 波纹、漏泡沫条痕迹; 2.2 门框、拉手与内胆周边漏泡痕长≤20mm、宽≤5mm不多于2处, 门框、拉手与门面板接缝,无明显流痕印; 2.3 用手捏门胆各部位处无空洞; 2.4 胆槽内外两侧应在同一平面,无明显的高度差。
第六部分:卤检
2 操作要求 2.1 每天工作前点检设备是否正常,参数必须符合要求,并每2小时用 标准漏孔仪器校准一次卤检仪,填写校准记录。 2.2 检漏前将被测焊点的浮尘焊点上氧化物清除干净,被测焊点与图 所示所有焊点逐一进行泄漏检测。 2.3 每周更换一次吸枪过滤棉,每月更换一次吸枪过滤器。 2.4 客户如有特殊要求的请严格执行客户标准。
/
不影响使用功 能 存在较轻微异 声用户完全注 意不到 外观损伤轻 微,用户不会 留意
不会申诉
不会被用户发 现 不会引起混乱
第二部分:箱体发泡检验
一、侧板成型检验
1 1.1 1.2 1.3 侧板尺寸测量 侧板成型后,用卷尺测量侧板长、宽和高度,与图纸进行比较; 用卷尺测量顶部到左右中梁孔中心线的间距,与图纸进行比较; 用游标尺测量侧板折边(口面)尺寸,用塞尺测量折边正、背 面迷宫宽度与厚度,与图进行比较。 1.4 首检合格后放置在生产现场做为封样件。
2015-3-25
荆州工厂品质部过程检验
第五部分:总装中检
1 检查箱体和门体的品牌、型号是否一致; 2 门体无明显变形、折痕、裂纹、泡痕、划痕、凹凸、油污等缺陷; 3 门框、拉手(特别是喷油件)表面光滑、色泽均匀,无变形、划伤、 涂层脱、斑点、污迹等不良现象; 4 用专用工装检查上下(左右)门是否错位,要求≤1mm; 5 门封条无明显破损、破裂、污迹、变形、不严等缺陷; 6 装饰条是否正确,型号一致;带丝印的门框是否存在丝印不良现象。
D区:一般要求的外表面。包括:压缩机继电器罩,电器接线盒。
C区
C区
C区
2015-3-25
荆州工厂品质部过程检验
第一部分:定义
级别 对安全性 能的影响 对使用功 能的影响 对品质的 影响 对外观结 构质量的 影响 对包装质 量的影响 对用户满意 度的影响 对生产的 影响 2015-3-25 A 存在安全隐患,会造 成安全事故 肯定严重影响使用功 能,用户无法正常使用 异声严重,用户肯定 发现,不能接受 损伤严重,用户肯定 发现,不能接受 错装、漏装零部件, 包装不牢,在运输中 会造成损坏 用户肯定发现,极度 不满意,肯定会投诉 肯定将引起严重 混乱 B C D
2015-3-25
荆州工厂品质部过程检验
目录:
第一部分:定义 第二部分:箱体发泡检验 第三部分:门体发泡检验 第四部分:箱体上线检验 第五部分:总装中检 第六部分:卤检 第七部分:性能测试 第八部分:温度测试 第九部分:最终检验
2015-3-25 荆州工厂品质部过程检验
第一部分:定义
首检:对生产开始后的一件或前几件产品,根据图纸及相关技术要求 进行检验,在开班生产或换型号生产前必须进行首检,并且把 首件合格产品放置在生产现场。 巡检:在正式生产后,定时不定时到生产现场对产品装配质量按照检 验内容进行巡回检查。
2015-3-25
荆州工厂品质部过程检验
第六部分:卤检
3 测试 3.1 将检漏仪吸枪移到距离被检点约2~3mm处使吸枪围绕被检点旋 转一周且吸枪必须在被检点停留至少3秒以上; 3.2 对各焊点按照从上向下,由内到外的原则检查。泄漏量设定值 ≤0.3g/a,如果超出范围仪器报警,则判为不合格。
检漏仪探头吸入口与被检部位距离2-3mm, 以不大于1cm/s的移动速度围绕焊点周围检查
2015-3-25
荆州工厂品质部过程检验
第六部分:卤检
4.6 压缩机、风扇电机运行时无噪音,风扇无倒转。 4.7 将起子金属端靠在压缩机壳体上,另一木柄端贴近耳朵,耳听压 缩机音,应无异常。若有异音、杂音,则判定不合格。合格压缩 机在标签上划线标识。 4.8 接水盘装配紧固,无松动、脱落。 4.9 管路与管路间距≥5mm;管路与箱体、管路与压机安装板间距 ≥5mm;电源线与管路、管路与管路间不允许交叉重叠干涉; 4.10 压缩机仓内与下托垫内外整洁无异物,电源线无烧伤破损。 4.11 管路与管路间不允许交叉重叠干涉,且分布在内胆凹槽内;蒸发 器管卡安装正确、不松动,蒸发器装配紧固。
2015-3-25
荆州工厂品质部过程检验
第三部分:门体发泡检验
三、门体发泡检验
3 3.1 3.2 3.3 3.4 3.5 门体发泡尺寸检查 测量发泡后门体长度、宽度、胆槽宽度应符合图纸要求; 门体对角线尺寸差≤1.5mm,门胆对称度差≤1mm; 门框、拉手两端与中间变形尺寸≤0.5mm; 门板平面度≤0.5mm; 首检合格后放置在生产现场做为封样件。
/
可能严重影响产品功能或 肯定轻度影响使用功能 异声严重但属于个别偶 然现象 损伤严重,用户或许能 接受 包装、涂封不良有可能 引起锈蚀,用户很不满 间或许会投诉 用户肯定会发现,很不 满意,或许投诉 可能引起严重混乱,但 肯定引起轻混乱 荆州工厂品质部过程检验
/
可能轻度影响 使用功能 存在异声但可 能用户不会引 起注意 外观有损伤轻 微,用户可以 接受 错漏装一般紧 固件,用户可 自行解决或不 会申诉 用户可能会发 现但不会申诉 可能引起轻度 混乱
2015-3-25
荆州工厂品质部过程检验
2015-3-25
荆州工厂品质部过程检验
第六部分:卤检
1 设备自检 1.1 开机后检查显示单元显示值是否正常,是否能够正常启动; 1.2 用标准漏孔首检仪进行点检,检查设定的参数是否符合要求,并 记录点检结果; 1.3 设备出现故障时应及时停用报修,日常应做好维护保养。
2015-3-25