生产流程分析法PFA
下述关于精益管理的陈述不正确的是

下述关于精益管理的陈述,不正确的是()。
A.精益管理源自于日本丰田生产方式TPSB.消除浪费使顾客价值最大化是精益管理的核心理念C.实现看板拉动是精益管理的最终目标D.精益管理强调全员参与持续改进正确答案:C精益管理源自于精益生产(lean production),是衍生自丰田生产方式的一种管理哲学。
精益管理由最初的在生产系统的管理实践成功,已经逐步延伸到企业的各项管理业务,也由最初的具体业务管理方法,上升为战略管理理念。
它能够通过提高顾客满意度、降低成本、提高质量、加快流程速度和改善资本投入,使组织社会性的价值实现最大化。
精益管理要求企业的各项活动都必须运用“精益思维”(Lean Thinking)。
“精益思维”的核心就是以最小资源投入,包括人力、设备、资金、材料、时间和空间,准时地(JIT)创造出尽可能多的价值,为顾客提供新产品和及时的服务。
精益管理的目标可以概括为:企业在为顾客提供满意的产品与服务的同时,把浪费降到最低程度。
“群策群力”是一个非常简单、直接的发现问题并解决问题的方法:几个跨职能或级别的经理和员工组成小组,提出企业中存在的严重问题,然后逐步提出改善建议,并在最后的决策会议上把这些改善建议交给高级主管。
在决策会议开场白之后,主管当场对那些建议作出“行”或“不行”的决策,并授权给提出建议的人,让他们实施那些被批准的建议。
之后,定期检查实施进度,以保证确实能够得到结果。
精益管理中的三大支柱是JIT及时生产制,GT成组技术和TQC全面质量管理。
准时生产方式(Just In Time简称JIT),是日本丰田汽车公司在20世纪60年代实行的一种生产方式,1973年以后,这种方式对丰田公司渡过第一次能源危机起到了突出的作用,后引起其它国家生产企业的重视,并逐渐在欧洲和美国的日资企业及当地企业中推行开来。
JIT的含义JIT指的是,将必要的零件以必要的数量在必要的时间送到生产线,并且只将所需要的零件、只以所需要的数量、只在正好需要的时间送到生产。
product flow analysis产品流程分析
• • • • • • • • • • • • • • •
•
• • •
• • • • • • •
• • •
Machines
C B J H I M A L F N
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
•
10
Basic Theory 基础理论
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
6
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Machines 设备
D E F G H I J K L M N
• • • • •
• •
14
Basic Theory 基础理论
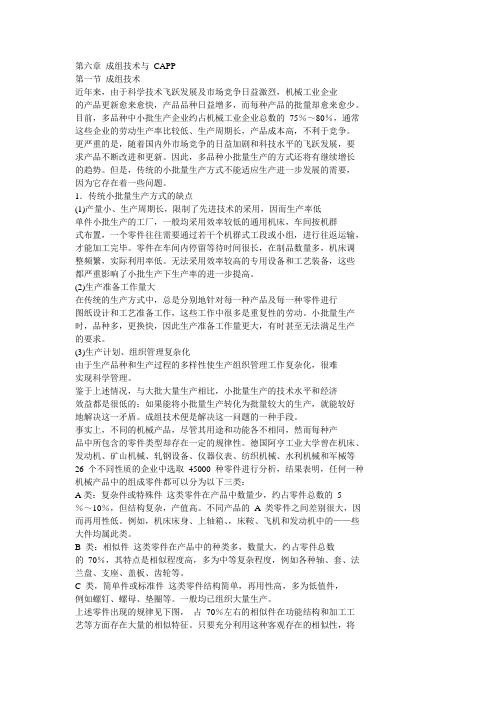
1. 2. 3. 4. 5. 6. Chart which parts go to which workstations 工作站与其所加工零件的关系图 Convert each row into a binary number 把每行转换成2进制数 i.e. = 1 Then first sort in descending order 先按降序排列 Then turn each column to a binary number and sort 然后把每列转换成2进制数据进行整理 Repeat row sort procedure if needed 如有必要重复每行的数据筛选过程 Repeat column sort if groups still difficult to identify 如果还是很难确认分组可重复每栏的数据整理
成组技术
成组技术(Group Technology):合理组织中小批量生产的系统方法。
由苏联米特洛万诺夫创造,后来介绍到欧美,受到普遍重视。
德国阿亨大学的H.奥匹兹教授曾对其进行深入研究,制定出一整套的工作程序和零件分类编码系统,使之更趋完善并更便于推广应用。
成组技术已发展到可以利用计算机自动进行零件分类、分组,不仅应用到产品设计标准化、通用化、系列化及工艺规程的编制过程,而且在生产作业计划和生产组织等方面也有较多的应用。
研究问题成组技术所研究的问题就是如何改善多品种、小批量生产的组织管理,以获得如同大批量那样高的经济效果。
成组技术的基本原则是根据零件的结构形状特点、工艺过程和加工方法的相似性,打破多品种界限,对所有产品零件进行系统的分组,将类似的零件合并、汇集成一组,再针对不同零件的特点组织相应的机床形成不同的加工单元,对其进行加工,经过这样的重新组合可以使不同零件在同一机床上用同一个夹具和同一组刀具,稍加调整就能加工,从而变小批量生产为大批量生产,提高生产效率。
含义:成组技术提示和利用产品间的相似性,按照一定的准则分类成组,同组产品能够采用同一方法进行处理,以便提高效益。
在机械制造工程中,成组技术是计算机辅助制造的基础,将成组哲理用于设计、制造和管理等整个生产系统,以获得最大的经济效益。
成组技术的核心是成组工艺,它是把结构、材料、工艺相似的零件组成一个零件族(组),按零件族制定工艺进行加工,从而扩大了批量、减少了品种、便于采用高效方法、提高了劳动生产率。
零件的相似性是广义的,在几何形状、尺寸、功能要素、精度、材料等方面的相似性为基本相似性,以基本相似性为基础,在制造、装配等生产、经营、管理等方面所导出的相似性,称为二次相似性或派生相似性。
相关介绍用系统分析方法将具有某些相似信息的事物集合成组来进行处理的一种高效率的生产技术和管理技术。
英文缩写GT。
成组技术的思想是20~30年代开始产生的,但直到50年代由苏联学者С.Π.米特洛凡诺夫进行系统的研究,才形成专门的学科,并在苏联推广应用,随后又推广到欧洲、美国和日本。
模压内衬pfa工艺流程
模压内衬pfa工艺流程1.首先,准备好PFA塑料颗粒和模具。
First, prepare PFA plastic pellets and molds.2.将PFA塑料颗粒加入模具中并加热到熔融状态。
Add PFA plastic pellets into the mold and heat to the melting state.3.在熔融的PFA塑料上施加高压,使其填充模具中的空间。
Apply high pressure on the molten PFA plastic to fill the space in the mold.4.保持高压和温度一段时间,以确保PFA塑料内衬的形状和密度。
Maintain high pressure and temperature for a period oftime to ensure the shape and density of the PFA inner lining.5.等待PFA塑料冷却固化后,取出模具。
Wait for the PFA plastic to cool and solidify, then remove the mold.6.对内衬进行修整和打磨,以确保表面光滑。
Trim and polish the inner lining to ensure a smooth surface.7.检查内衬的质量,并进行必要的修复或更改。
Inspect the quality of the inner lining and make necessary repairs or alterations.8.进行最终的清洁和检验,确保内衬符合要求。
Perform final cleaning and inspection to ensure the inner lining meets the requirements.9.将内衬安装到相关设备或产品中。
pfa生产工艺
pfa生产工艺
PFA是一种热塑性的聚合物,具有良好的耐化学性和耐高温性能,被广泛应用于航空航天、汽车、电子等领域。
PFA的生产工艺包括原料准备、聚合反应、熔融加工和成型等步骤。
在PFA的生产过程中,需要准备好原料。
PFA的原料主要是含有四氟乙烯单体的氟化物,如氟化钾、氟化铵等。
这些原料需要经过精细处理,去除杂质和水分,以保证聚合反应的纯度和效果。
接下来,进行聚合反应。
聚合反应是将原料中的四氟乙烯单体进行聚合,形成高分子量的PFA。
聚合反应通常在高温和高压下进行,通过引入引发剂或催化剂来促进反应的进行。
反应过程中需要控制温度、压力和反应时间等参数,以确保聚合反应的完整性和高效性。
完成聚合反应后,需要进行熔融加工。
熔融加工是将聚合得到的PFA颗粒进行熔融和塑化处理,以便进行后续的成型工艺。
熔融加工通常采用挤出或注塑的方式进行。
在挤出中,PFA颗粒被加热到熔融状态,然后通过挤出机将熔融的PFA挤出成所需的形状。
在注塑中,熔融的PFA被注入到模具中,冷却后得到所需的产品。
进行成型工艺。
成型是将熔融加工得到的PFA产品进行细化和整形。
成型工艺可以包括切割、修整、打磨等步骤,以获得最终的PFA产品。
成型工艺的要求包括精度、表面光滑度和尺寸稳定性等。
总结起来,PFA的生产工艺包括原料准备、聚合反应、熔融加工和
成型等步骤。
通过精细处理原料、控制聚合反应条件、进行熔融加工和精细成型,可以获得具有优良性能的PFA产品。
这些产品在航空航天、汽车、电子等领域发挥着重要的作用,为我们的生活和工作带来了诸多便利。
中英文翻译

设计已经从使用计算尺等工具,三角形、铅笔、尺度,橡皮擦这种手动过程到转化到自动设计,称为计算机辅助设计(CAD)。
工艺设计已经从一个手动过程使用计划表格,图表和图表到自动化过程称为计算机辅助工艺规划(CAPP)。
生产已经从一个手动的过程,包括手动控制机器到一个自动化的过程称为计算机辅助制造(CAM)。
这些单个组件的生产经过多年的发展成独立的岛屿的自动化。
但是,这些岛屿之间的沟通仍在手工处理。
这限制了可能在整个制造过程中来实现提高生产率水平。
当这些岛屿和制造等自动化组件通过计算机网络连接在一起,这些限制是可以克服的。
2.4.2 CIM轮计算机与自动化系统协会(CASA)制造工程师学会(SME)开发的CIM轮(图·2·37),以此来全面而简要说明CIM的概念。
在CASA/ SME开发的CIM 轮,包括几个不同的部分组成:·制造管理/人力资源管理·市场营销·战略规划·金融·产品/工艺设计和规划·生产计划与控制·工厂自动化2.4.3CIM的优势·产品质量提高·交货时间减少·直接劳动力成本降低·产品开发的时间缩短·存货减少·总体生产率的提高·设计质量的增长2.4.4 CIM相关标准不兼容性是CIM的全面发展的抑制剂。
标准已开发,以帮助克服不相容的问题。
尤其是三都产生了积极的影响:·制造自动化协议(MAP)·技术和办公室协议(TOP)·初始图形交换规范(IGES)1.制造自动化协议制造自动化协议(MAP)的开发,以促进之间由不同厂商生产的自动化制造系统兼容的通信标准。
它允许不同的机器来相互交谈。
它最初是由美国通用汽车公司,以帮助他们提高工作效率,使他们可以与国外汽车制造企业的竞争力。
现在有已经投入不断发展和完善MAP国际MAP的用户群体。
机械制造工艺学第4章 提高劳动生产率的途径

4.2
4.2.4
成组技术
成组加工工艺的制订
5.选择成组加工设备
根据加工对象及其批量合理选择成组加工用的设 备。即在成组加工中,应根据工件品种、批量、精度 和现场条件,选用各种适宜的工艺装备。除可以选择 通用机床、数控机床之外,必要时也可按成组技术原 理设计成组机床。 成组加工的机床按工艺路线编制成机床组,按需要进 行合理布置,机床布置确定后,生产组织形式也就随 之确定。
第4章 提高劳动生产率的途径
4.1
4.1.1
提高生产率的措施
提高生产率的工艺措施
缩减时间定额就可以提高生产 率。针对单件时间定额的组成因素, 采取工艺措施,特别是缩短工时定额 中所占比重较大的因素。
第4章 提高劳动生产率的途径
4.1
4.1.1
提高生产率的措施
提高生产率的工艺措施
增大切削用量
1.缩短基本时间
4.专业化生产和协作方面的组织措施
5.合理安排工人休息和自然需要的时间
第4章 提高劳动生产率的途径
4.2
4.2.1
成组技术
概述 成组技术
成组技术(GT—Group Technology) 研究如何识别和发掘生产活动中有关事 物的相似性,并充分利用它,即把相似 的问题归类成组,寻求解决这一组问题 的统一的最优方案,以取得所期望的经 济效益。
第4章 提高劳动生产率的途径
4.2
4.2.1
成组技术
概述
产品 部件 零件 零件组
A1
3.成组技术的基本原理
A A2 A3 B1 B B2 C1 C2 C C3 C4
第4章 提高劳动生产率的途径
4.2
4.2.2
成组技术
零件的分类编码系统
第六章 成技术与 CAPP
第六章成组技术与CAPP第一节成组技术近年来,由于科学技术飞跃发展及市场竞争日益激烈,机械工业企业的产品更新愈来愈快,产品品种日益增多,而每种产品的批量却愈来愈少。
目前,多品种中小批生产企业约占机械工业企业总数的75%~80%,通常这些企业的劳动生产率比较低、生产周期长,产品成本高,不利于竞争。
更严重的是,随着国内外市场竞争的日益加剧和科技水平的飞跃发展,要求产品不断改进和更新。
因此,多品种小批量生产的方式还将有继续增长的趋势。
但是,传统的小批量生产方式不能适应生产进一步发展的需要,因为它存在着一些问题。
1.传统小批量生产方式的缺点(1)产量小、生产周期长,限制了先进技术的采用,因而生产率低单件小批生产的工厂,一般均采用效率较低的通用机床,车间按机群式布置,一个零件往往需要通过若干个机群式工段或小组,进行往返运输,才能加工完毕。
零件在车间内停留等待时间很长,在制品数量多,机床调整频繁,实际利用率低。
无法采用效率较高的专用设备和工艺装备,这些都严重影响了小批生产下生产率的进一步提高。
(2)生产准备工作量大在传统的生产方式中,总是分别地针对每一种产品及每一种零件进行图纸设计和工艺准备工作,这些工作中很多是重复性的劳动。
小批量生产时,品种多,更换快,因此生产准备工作量更大,有时甚至无法满足生产的要求。
(3)生产计划、组织管理复杂化由于生产品种和生产过程的多样性使生产组织管理工作复杂化,很难实现科学管理。
鉴于上述情况,与大批大量生产相比,小批量生产的技术水平和经济效益都是很低的;如果能将小批量生产转化为批量较大的生产,就能较好地解决这一矛盾。
成组技术便是解决这一问题的一种手段。
事实上,不同的机械产品,尽管其用途和功能各不相同,然而每种产品中所包含的零件类型却存在一定的规律性。
德国阿亨工业大学曾在机床、发动机、矿山机械、轧钢设备、仪器仪表、纺织机械、水利机械和军械等26 个不同性质的企业中选取45000 种零件进行分析,结果表明,任何一种机械产品中的组成零件都可以分为以下三类:A类:复杂件或特殊件这类零件在产品中数量少,约占零件总数的5%~10%,但结构复杂,产值高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实例2: 排序聚类分析
排 序 后 的 零 件 机 床 矩 阵
———
问题讨论
问题:出现特例元素,不便于分组
———
其他解决办法
• 改变零件工艺路线 • 重新设计零件 • 零件2,4外购
———
生产流程法的总结
• 分析步骤 • 分析方法
– 排序聚类法 • 优势
– 相对分类编码方法, 简单易行
• 局限性 – 基于零件已有工艺 进行分析,分析结 果不一定最优
———
谢谢大家!
———
结构不同、工艺相似 ———
结构相同、工艺不同
3.2 生产流程分析法的步骤
1)确定零件分析范围,收集数据 2)分析工艺路线,并用代码表示
———
3.2 生产流程分析法的步骤
3)绘制PFA图(或称零件-机床矩阵)
———
3.2 生产流程分析法的步骤
4)聚类分析
———
3.3 排序聚类分析法 ( Rank Order Clustering)
———
排序聚类分析算法1的特点
• 算法简单,便于编程实现 算法受问题规模的限制
当零件数或机床数多时,计算数值太大
例:50台机床,2000个零件
最大权重=22000=1.15 10602
———
问题: 请分析设计排序聚类的
其他算法。
———
实例2: 零 件 机 床 原 始 矩 阵
排序聚类分析
———
核心思想: 将零件-机床矩阵按行列交替排序聚合
———
3.3 排序聚类分析--算法1
实例1:
每行表示的 二进制数: 第1行:10100101 第2行:10000100
———
3.3 排序聚类分析--算法1
———
3.3 排序聚类分组结果:
第1组:1,4,8,2 第2组:3,6,7 第3组:10,5,9
3 生产流程分析法
(Production Flow Analysis, PFA)
-
———
3.1 生产流程分析法的基本概念
通过对零件生产流程的分析,把工艺过程相近的,即 使用同一组机床进行加工的零件归结为一类。可以按工艺 相似性将零件分类,以形成加工族或工艺族。
• 基于零件的制造工艺路线
• 能克服零件分类编码系统不能解决的异常问题