PEM压铆件手册
pem压铆螺母标准

pem压铆螺母标准Pem压铆螺母标准。
Pem压铆螺母是一种常见的紧固件,广泛应用于汽车、航空航天、电子设备等领域。
它具有安装简便、可靠性高、节省空间等优点,因此备受青睐。
在使用Pem压铆螺母时,我们需要了解其标准规范,以确保产品质量和安全性。
本文将介绍Pem压铆螺母的标准规范,帮助大家更好地了解和应用这一紧固件。
一、材料标准。
Pem压铆螺母的材料一般选用不锈钢、碳钢等金属材料。
根据不同的使用环境和要求,材料的选择也会有所不同。
在选择材料时,需要考虑螺母的强度、耐腐蚀性、导热性等因素,以确保其在实际使用中能够发挥良好的作用。
二、尺寸标准。
Pem压铆螺母的尺寸标准包括直径、长度、螺纹规格等。
这些尺寸的标准化可以确保Pem压铆螺母与其他零部件的匹配性,从而更好地满足装配和使用的要求。
在选择Pem压铆螺母时,需要根据实际使用情况来确定合适的尺寸标准,以确保其能够正确地安装和使用。
三、质量标准。
Pem压铆螺母的质量标准是保证其性能稳定和可靠性的重要依据。
质量标准涉及到螺母的表面光洁度、螺纹加工精度、耐腐蚀性能等方面。
在使用Pem压铆螺母时,需要选择符合质量标准的产品,以确保其在使用过程中不会出现质量问题,影响整个装配的质量和安全性。
四、标志标准。
Pem压铆螺母的标志标准包括产品型号、生产厂家、生产日期等信息。
这些标志的标准化有助于产品的追溯和管理,一旦出现质量问题,可以及时找到问题的根源,采取有效的措施。
在使用Pem压铆螺母时,需要注意查看标志信息,确保产品的合格性和可追溯性。
五、检测标准。
Pem压铆螺母的检测标准是保证产品质量的重要手段。
检测标准涉及到产品外观、尺寸、材料成分等方面的要求。
在购买和使用Pem压铆螺母时,需要对产品进行严格的检测,确保其符合检测标准的要求,从而保证产品的质量和可靠性。
六、应用标准。
Pem压铆螺母的应用标准是指其在实际使用中的要求和限制。
应用标准涉及到安装方法、使用环境、承载能力等方面的规定。
PEM压铆五金件型及代表含义

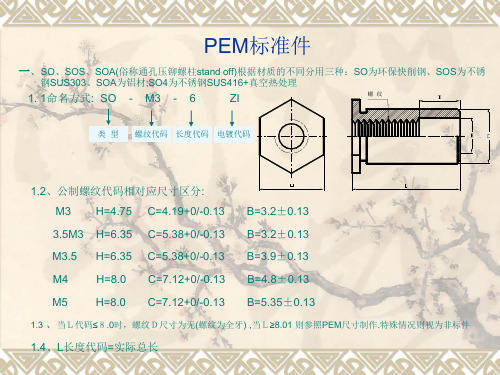
PEM压铆五金件型及代表含义PEM压铆五⾦件型及代表含义P E M压铆五⾦件型及代表含义grdThe latest revision on November 22, 2023常⾦压铆五⾦件型号及含义2023常⾦的压铆五⾦件如螺柱、螺母及螺钉,各个⾦家有不同的定义,不过⾦部分都遵循PEM(Penn Engineering Manufacturing Corp.)公司的⾦式。
PEM的压铆五⾦件主要分五⾦类﹕压铆螺母﹑压铆螺柱﹑压铆螺钉﹑压铆⾦转螺丝﹑压铆销钉﹐它们的相应有﹕1.压铆螺母(内螺纹)螺母的有AS﹑AC﹑LAS﹑LAC﹐S﹑SS﹑CLS﹑CLSS﹑CLA﹐SMPS ﹐SP﹐H﹑HN﹑HNL﹐SL﹐KF2﹑KFS2﹐LK ﹑LKS﹑LKA﹐CFN﹐U﹑UL﹑FE﹑FEO﹑FEX﹑FEOX﹐F﹐WN﹑WNS﹐N10﹑F10﹐B﹑BS﹐PL﹑PLC。
2.压铆螺柱(内螺纹)StandOff螺柱的有C SS﹑C SOS﹐D SO﹑D SOS﹐KFE﹑KFSE﹑KPS6﹐KFB3﹐SO﹑SOS﹑SOA﹑SON﹑BSO﹑BSOS﹑BSOA﹑BSON﹐SO4﹑BSO4﹐T SO﹑T SOS﹑T SOA﹐SOA G﹑SOS G。
3.压铆螺钉(外螺纹)螺钉的有CH A﹑CHC﹑CFHC﹑CFHA﹐FH﹑FHS﹑FHA﹐TFH﹑TFHS﹐FHL﹑FHLS﹐FH4﹐HFH﹑HFHS﹑HFHB﹐HFE(﹑FHD﹑HFHD﹑HFED﹑FHDS﹑HFHDS﹑HFEDS)﹐KFH。
4.压铆⾦转螺丝(外螺纹)Panel Fastener压铆弹簧螺钉的有PS10-PR10﹐PF P﹐PFT﹐PFC2﹑PFS2﹐PFC2P ﹐PF30﹑PF31﹑PF32﹐PF11﹐PF12﹐PF13﹑PF14﹐PF50﹑PF60﹐PFHV﹐PFS。
5.压铆销钉(⾦螺纹)在这⾦﹐销钉⾦义上包括了不带螺纹的压铆五⾦件﹐如导向销﹑导向套﹑键孔⾦柱等﹐其有TPS﹐SO﹑SOA﹑SOS﹑SON﹐KFE﹑KFSE﹐KSSB﹐PLT2﹑SKC ﹐SSA﹑SSS﹑SSC﹑KSSB﹐SLPS。
PEM压铆件手册
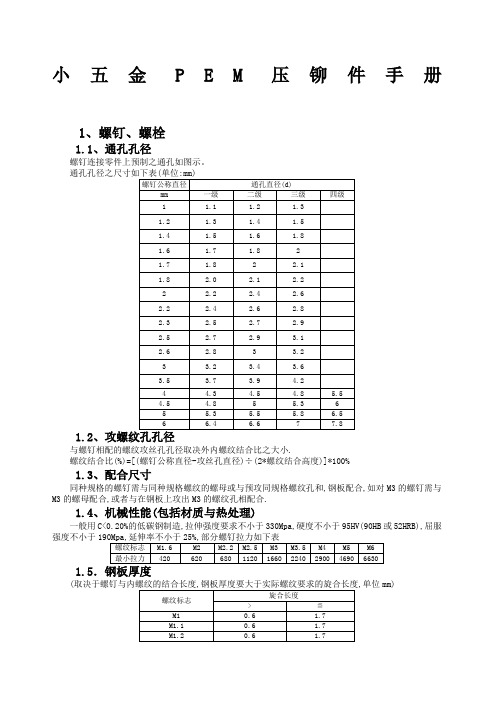
小五金P E M压铆件手册1、螺钉、螺栓1.1、通孔孔径螺钉连接零件上预制之通孔如图示。
1.2与螺钉相配的螺纹攻丝孔孔径取决外内螺纹结合比之大小.螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2*螺纹结合高度)]*100%1.3、配合尺寸同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔和,钢板配合,如对M3的螺钉需与M3的螺母配合,或者与在钢板上攻出M3的螺纹孔相配合.1.4、机械性能(包括材质与热处理)一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330Mpa,硬度不小于95HV(90HB或52HRB),屈服强度不小于1.5(,单位mm)注:对薄材,1.6、压铆螺钉⑴、压铆螺钉FH,FHS,FHA⑼、皇冠装饰钉CHDS与YK2、螺母定义螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹边接形式,作紧固边接两个被边件之用。
2.1制造材料铜螺母,又称预埋螺母及镶嵌铜螺母或塑胶埋置螺母,根据使用用方法不同又分热熔铜螺母、热压铜螺母、嵌入式铜螺母及超声波铜螺母。
a、IUB,IUC盲孔B型嵌装圆注塑螺母,下附参考数据,规格也是从M2至M12。
盲孔嵌装圆螺母底部与加热的塑胶流体具有很好的隔离作用,不易渗胶进螺孔内,常应用于一端外露另一端埋入且注胶压力较大的注塑件。
通孔A规定的公差带的中线+0.1㎜为标准,以利于冲针顺利套入且塑胶溶液不易渗进牙缝内。
h、一般没有注公差:M制尺寸为整数的公差为正负0.30mm;尺寸之小数点后面一位公差为正负0.2mm;小数点后面两位的公差为正负0.13mm。
2.4、压铆要求(压铆力为参考项目)1、在安装板上冲出或钻出相应尺寸的安装孔。
不允许进行诸如去毛刺之类的二次加工。
2、我们推荐使用带有沉头孔的下模。
将紧固件放入下模,将安装孔对准紧固件的杆部。
3、保持上下模平行,施加挤压力,使产品的头部完全进入板材中。
螺母定位准确,压入深度A要与下模面平齐,上下模铆合高度要为一个板厚。
压铆螺母pem标准

压铆螺母pem标准压铆螺母PEM标准。
压铆螺母是一种用于薄板金属上的螺纹固定件,它可以在薄板金属上形成一个牢固的螺纹孔,从而实现螺纹连接。
PEM标准是压铆螺母的一种规范,它包括了一系列的设计要求和制造标准,确保了压铆螺母的质量和可靠性。
本文将介绍压铆螺母PEM标准的相关内容,以便读者更好地了解和应用这一标准。
首先,压铆螺母PEM标准规定了材料的要求。
根据标准,压铆螺母的材料应该具有足够的强度和硬度,以确保在使用过程中不会出现断裂或变形的情况。
同时,材料还应具有良好的耐腐蚀性能,以适应不同环境下的使用需求。
此外,标准还规定了材料的表面处理要求,以提高压铆螺母的表面质量和耐腐蚀性能。
其次,压铆螺母PEM标准对产品的设计和制造进行了详细的规定。
在设计方面,标准规定了压铆螺母的尺寸、螺纹规格、头部形状等参数,以确保其与其他零部件的匹配性。
在制造方面,标准要求对压铆螺母进行严格的工艺控制,包括冷镦成形、热处理、表面处理等工艺环节,以保证产品的质量和性能。
此外,标准还规定了对产品进行全面检测和质量控制的要求,确保每一只压铆螺母都符合标准要求。
另外,压铆螺母PEM标准还对产品的使用和安装提出了一些要求。
标准规定了压铆螺母的使用环境和工作条件,以及安装时的注意事项,以确保产品在使用过程中能够发挥最佳的性能。
同时,标准还对产品的保养和维护提出了一些建议,以延长产品的使用寿命并确保其安全可靠。
总的来说,压铆螺母PEM标准是对压铆螺母产品的质量和性能进行了全面规定和要求的标准,它为压铆螺母的设计、制造、使用和维护提供了重要的参考依据。
只有严格遵守这一标准,才能够确保压铆螺母产品的质量和可靠性,从而保障薄板金属结构的安全和稳定。
希望本文能够帮助读者更好地理解和应用压铆螺母PEM标准,提高产品质量和生产效率。
pem压铆螺母-中文版

Revised 108CL-2 PennEngineering • † 大部分的PEM自锁紧螺母都符合NASM45938/1标准。
请与我们的市场开发部门联系索取完整的军工业标准和国家航空件标准指南(Bulletin NASM),您也可以在我们的网站上查询相关信息。
和材质螺纹 编码编码类型产品编码规则––PEM 300®商标PEM ®自扣紧螺母在薄板上提供承载螺纹– 用于铝材,冷轧钢材,以及其它韧性材料。
性能卓越60多年来,PEM品牌的自扣紧紧固件克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。
使用标准治具,轻松快捷完成组装PEM品牌的自扣紧螺母的安装简单,快捷而且方便。
只需将螺母置于预先冲好或钻好的安装孔内,施加一定的安装力,轻轻松松就能将产品嵌入安装板内。
高推出力和扭出力自扣紧螺母的扣紧环与金属板紧密啮合,确保产品具有较强的抗推出力。
而产品滚花与金属板的完美结合,赋予了产品较高的抗扭出力。
无损安装推荐产品的柄长总是小于安装板的最小厚度,在施加适当安装力的情况下,PEM螺母的内侧螺牙既不会变形也不易损坏。
背面保持平整从安装板的安装面完成产品的安装。
安装板的背面保持平整光滑。
自扣紧防松螺母此类自扣紧螺母具有独特且经济的“三点”设计,可应用于紧固防松性能要求较高的场合。
应用于薄形板材的自扣紧螺母此类螺母的特点是具有更加紧凑的外形设计,能应用于贴近安装板边缘的环境中。
适用于不锈钢板材的自锁紧螺母PEM 300®自锁紧螺母(SP™)是专为最薄至.030”/ 0.8 mm 的不锈钢板材提供可靠永久安装而设计。
此类产品由特定的不锈钢材料制造,再经热处理使产品取得比绝大部分300系列的不锈钢板材都要高的硬度。
这个特性使PEM 300紧固件适合安装在不锈钢板材中,其相同的自扣紧原理多年来已被数以万计的应用所证明。
©2000 P ennEngineering注意查看此处的PEM®商标PennEngineering • CL-3所有尺寸单位均为英寸.碳钢和不锈钢螺母(英制) - S,SS,CLS和 CLSS系列CEAT(产品外轮廓可能有些差异)(1) 为避免板材变形,优化产品性能,应用时,中心与板边缘间的设定距离应大于或等于规定值。
压铆螺母测试标准PEM

2.0 3.0
PUSH-OUT TEST
Push-out tests shall be performed from the grip or shank side of the installed fastener. An axial load shall be applied to the fastener as shown using a hardened test screw, while evenly supporting the test strip around the fastener. The typical position rate is .25 inches per minute. Dimensions are identified per PEM® bulletins where “E” = head diameter and “T” (or “L”) = head height. The push-out force is measured using a force or compression tester with a range that will cover the expected forces.
D
FORM #PE-FORM 18
REV: D
10/28/05
ECN 05-2308
SPEC. NO.
FTS-101
SPEC. NO.
FTS-101
REV DATE 4/8/05 8/15/05 2/9/07 J ECN # 05-0760 05-1883 07-0019
Page 4 of 5 REV
Page 2 of 5 REV
FASTENER TEST SPECIFICATIONS
PEM压铆五金件型号及代号含义

常用壓鉚五金件型號及代號含義常用的壓鉚五金件如螺柱、螺母及螺釘,各個厂家有不同的定義,不過大部分都遵循PEM(Penn Engineering & Manufacturing Corp.)公司的方式。
PEM的壓鉚五金件主要分五大類﹕壓鉚螺母﹑壓鉚螺柱﹑壓鉚螺釘﹑壓鉚手轉螺絲﹑壓鉚銷釘﹐它們的相應代號有﹕1.壓鉚螺母(內螺紋)螺母的代號有AS﹑AC﹑LAS﹑LAC﹐S﹑SS﹑CLS﹑CLSS﹑CLA﹐SMPS﹐SP﹐H﹑HN﹑HNL﹐SL﹐KF2﹑KFS2﹐LK﹑LKS﹑LKA﹐CFN﹐U﹑UL﹑FE﹑FEO﹑FEX﹑FEOX﹐F﹐WN﹑WNS﹐N10﹑F10﹐B﹑BS﹐PL﹑PLC。
2.壓鉚螺柱(內螺紋)StandOff螺柱的代號有C SS﹑C SOS﹐D SO﹑D SOS﹐KFE﹑KFSE﹑KPS6﹐KFB3﹐SO﹑SOS﹑SOA﹑SON﹑BSO﹑BSOS﹑BSOA﹑BSON﹐SO4﹑BSO4﹐T SO﹑T SOS﹑T SOA﹐SOA G﹑SOS G。
3.壓鉚螺釘(外螺紋)螺釘的代號有CH A﹑CHC﹑CFHC﹑CFHA﹐FH﹑FHS﹑FHA﹐TFH﹑TFHS﹐FHL﹑FHLS﹐FH4﹐HFH﹑HFHS﹑HFHB﹐HFE(﹑FHD﹑HFHD﹑HFED﹑FHDS﹑HFHDS﹑HFEDS)﹐KFH。
4.壓鉚手轉螺絲(外螺紋)Panel Fastener壓鉚彈簧螺釘的代號有PS10-PR10﹐PF P﹐PFT﹐PFC2﹑PFS2﹐PFC2P﹐PF30﹑PF31﹑PF32﹐PF11﹐PF12﹐PF13﹑PF14﹐PF50﹑PF60﹐PFHV﹐PFS。
5.壓鉚銷釘(無螺紋)在這里﹐銷釘廣義上包括了不帶螺紋的壓鉚五金件﹐如導向銷﹑導向套﹑鍵孔支柱等﹐其代號有TPS﹐SO﹑SOA﹑SOS﹑SON﹐KFE﹑KFSE﹐KSSB﹐PLT2﹑SKC﹐SSA﹑SSS﹑SSC﹑KSSB﹐SLPS。
壓鉚螺柱類(Self-Clinching Standoffs)螺柱為帶內螺紋的壓鉚五金件。
PEM标准件知识的讲解
4.6、当L代码≤10.0,螺纹D尺寸为无(全牙),L代码≥10.01 则参照PEM尺寸制作.特殊情况则视为非标件
4.7、以上适用于铆合板厚T=1.0MIN,BSO类适合铆合于SECC,SPCC等;BSOS适合铆合铝板或铝板;BSOA适合铆合铝板;
BSO4适合铆不锈钢板
4.8、公式换算:1英寸=25.4MM,当螺纹为英制时,长度换算为:L代码/32*25.4=产品实际长度
M5
H=8.0Βιβλιοθήκη C=7.12+0/-0.13
B=5.35±0.13
4.3 、当L代码≤8.0时,螺纹D尺寸为无 4.4 、 L长度代码=产品实际总长
L≥8.01 则参照PEM尺寸制作.特殊情况则视为非标件
4.5、英制牙螺纹代码相对应尺寸区分: 440(4#-40) 6440(4#-40) 632(6#-32) 8632 (6#-32) 832(8#-32) 032(10#-32) H=4.75 H=6.35 H=6.35 H=8.00 H=8.00 H=8.00 C=4.19+0/-0.13 C=5.38+0/-0.13 C=5.38+0/-0.13 C=7.12+0/-0.13 C=7.12+0/-0.13 C=7.12+0/-0.13 B=3.18±0.13 B=3.18±0.13 B=3.96±0.13 B=3.96±0.13 B=4.78±0.13 B=5.16±0.13
长度类型三 .376-.750 (9.55-19.05)
.086-56 (2#56) .112-40 (4#40) .138-32 (6#32)
.090-.280 .281-.450 .451-.750 (2.29-7.11) (7.14-11.43) (11.46-19.05) .090-.350 .351-.540 .541-.750 (2.29-8.89) (8.91-13.72) (13.74-19.05)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小五金P E M压铆件手册
1、螺钉、螺栓
1.1、通孔孔径
螺钉连接零件上预制之通孔如图示。
1.2
与螺钉相配的螺纹攻丝孔孔径取决外内螺纹结合比之大小.
螺纹结合比(%)=[(螺钉公称直径-攻丝孔直径)÷(2*螺纹结合高度)]*100%
1.3、配合尺寸
同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔和,钢板配合,如对M3的螺钉需与M3的螺母配合,或者与在钢板上攻出M3的螺纹孔相配合.
1.4、机械性能(包括材质与热处理)
一般用C<0.20%的低碳钢制造,拉伸强度要求不小于330Mpa,硬度不小于95HV(90HB或52HRB),屈服强度不小于
1.5
(,单位mm)
注:对薄材,
1.6、压铆螺钉
⑴、压铆螺钉FH,FHS,FHA
⑼、皇冠装饰钉CHDS
与YK
2、螺母
定义
螺母是带有内螺纹的紧固件,配合带有外螺纹的螺钉,利用内外螺纹边接形式,作紧固边接两个被边件之用。
2.1制造材料
铜螺母,又称预埋螺母及镶嵌铜螺母或塑胶埋置螺母,根据使用用方法不同又分热熔铜螺母、热压铜螺母、嵌入式铜螺母及超声波铜螺母。
a、IUB,IUC
盲孔B型嵌装圆注塑螺母,下附参考数据,规格也是从M2至M12。
盲孔嵌装圆螺母底部与加热的塑胶流体具有很好的隔离作用,不易渗胶进螺孔内,常应用于一端外露另一端埋入且注胶压力较大的注塑件。
通孔A
规定的公差带的中线+0.1㎜为标准,以利于冲针顺利套入且塑胶溶液不易渗进牙缝内。
h、
一般没有注公差:M制尺寸为整数的公差为正负0.30mm;尺寸之小数点后面一位公差为正负0.2mm;小数点后面两位的公差为正负0.13mm。
2.4、压铆要求(压铆力为参考项目)
1、在安装板上冲出或钻出相应尺寸的安装孔。
不允许进行诸如去毛刺之类的二次加工。
2、我们推荐使用带有沉头孔的下模。
将紧固件放入下模,将安装孔对准紧固件的杆部。
3、保持上下模平行,施加挤压力,使产品的头部完全进入板材中。
螺母定位准确,压入深度A要与下模面平齐,上下模铆合高度要为一个板厚。
铆合后自铆螺母铆合部位要完全深入母材,不能出现间隙。
目前选用材质对100吨以下的冲床设备完全适应,若因超出此范围而发生母之变形失效,则考虑选
装所测得数值的平均值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会导致最终测试数据的差异。
3.螺柱
定义:压铆于冲件预孔内,带有螺纹,用于固定或连接其它零件的一类紧固件。
螺柱材料的选取
尺寸
3.1、自扣紧螺柱
⑴、通孔螺柱SO,SON,SOA,SOS
⑵、盲孔螺柱BSO,BSON,BSOA,BSOS
⑷、密封紧固件B,BS
⑸、埋头螺柱CSS,CSOS
一般未注公差:米制尺寸为整数的公差为0.30mm。
尺寸之小数点后面一位的公差为0.25mm。
小数点有二位的公差为0.13mm。
3.3、压铆要求
1、安装孔的直径必须与产品匹配。
2、不允许进行诸如去毛刺之类的二次加工。
3、将紧固件穿过安装孔并置于下模中。
4、在上模与下模平行的情况下,施加一定的挤压力,将螺柱安装到板材中,安装完毕后,螺柱头平面与安装板面齐平。
螺柱定位准确、上模平面与下模螺柱孔底面之间的距离A应等于螺柱高度L。
压合后螺柱铆合部位应深入板材,不能出现间隙。
目前选用材质所制螺母对100吨以下冲床完全适应,若因超出此范围而发生螺母之变形失效,则应
装力规格保持不变。
4、支柱
定义:压铆于冲件预冲孔内,用于安装其它零件时起导向或定位之柱体零件。
⑴、通孔支柱SO,SON,SOA,SOS
4.1.1、材料牌号
一般只用到下列三种材料:不锈钢、低碳钢和铝合金。
4.1.2、支柱材料的选取
一般未注公差:米制尺寸为整数的公差为0.30mm。
尺寸之小数点后面一位的公差为0.25mm。
小数点有二位的公差为0.13mm。
⑵、定位销TPS
5、拉钉
定义:由钉体和芯轴两部份构成的一类紧固件,用于紧固连接两个带通孔的零件,使之成为一体。
属不可拆卸连接。
连接时一般须用专用工具----拉钉枪。
据芯轴是否封闭于钉体内分为封闭型拉钉和开口型拉钉,根据钉体形态拉钉分为平头拉钉和伞形拉钉。
5.1、拉钉制造材料
根据钉体的制造材料划分,拉钉一般分为铝拉钉和钢拉钉两种。
铝拉钉钉体用防锈铝制造,硬度为
70~80HV,芯轴用低碳钢(碳含量小于0.23%)制造,硬度一般为260~280HV;而钢拉钉钉体用低碳钢(碳含量小于0.23%)制造,硬度一般小于147HV,芯轴则用中碳钢(碳含量0.23~0.50%)制造,硬度一般小于220HV。
5.2、尺寸规格
⑴、开口型拉铆钉
材质:不锈钢/不锈钢/钢)/铝合金。
6、面板紧固件
⑴、面板紧固件PF11,PF12
完全安装的压铆式弹簧面板固件。
⒃、面板紧固件PF17
压铆件底孔规格表
螺母、螺钉代码—规格对照参考表
基本材料代码
附录。