基于Fanuc系统的加工中心虚拟刀库技术
基于FANUC系统加工中心刀库自动选刀控制技术

一
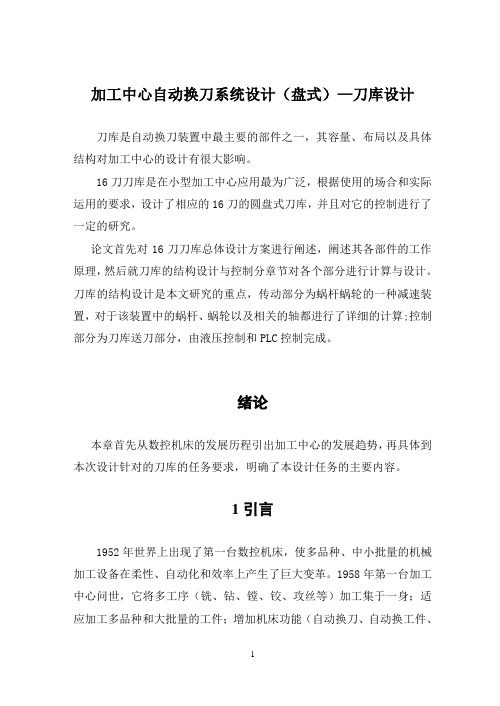
图2 —1 随机 换 刀刀 库
留一
作 为 刀库旋 转 R O 力能的起 动 条件 。 在R 0 , r 功 能指令 中 , 计算 刀套的 目标位 置之 间相差 的步数 或位 置号 , 并把 它 置人计 算结果地 址 , 可 以实 现最短 路径将 刀库旋转 至预期 位置 。 参数 1 为旋转
当P L C 接到寻找新刀具的指令( T x x) 后, 在模拟刀库的刀号数据表 中进行 数据检 索 , 检 索到 T f 弋 码 给 定的 刀具 号 , 将该 刀具 号所 在数 据表 中 的表序 号存
作, 将 主轴上 用过 的旧刀 和刀库上 选好 的新刀进 行交换 , 与 此同时 , 修 改现在位 置地址 中的数据 , 确定 当前 换刀 位置 的 刀套号 。
检索 数 , 即旋转 定位点 数 , 对 本例 , 该 参数为 8 ; 参 数2 为现 在位置 的地址 , 因当前 刀套号 5 存 在0 1 6 4 地址内, 故 参数 2 为0 1 6 4 ; 参数 3 为 目标 位置 地址 , 因指令 要求 T1 4 号刀 具的 刀套号 6 存 在0 1 5 1 地 址 内, 故 参数3 为0 1 5 1 , 参 数4 为计算 结果 输 出
地址, 本 例 选定 为O 1 5 2 .
在F ANUC P MC 中, 应 用数 据检索 功 能指令 ( D S C H) 、 符 合检 查 功能指 令 ( C O I N) 、 旋转 指令 ( R OT ) 和 逻辑 “ 与” 后传 输指 令 ( MO VE ) 即可 完成上 述 随机 选 刀控制 。 3刀 库 自动选 刀控 制详 细过 程 现根据 图2 —1 和 表2 -1 , 执 行M0 6 、 T1 4 换刀 指令 。 换 刀结果 : 刀库 中的T1 4 刀装 入主 轴 , 主轴 中原T1 2 刀插 入 刀库6 号 刀套 内。 换刀位 置 ( 刀库 现在位 置 ) 的
加工中心自动换刀系统设计(盘式)—刀库设计
加工中心自动换刀系统设计(盘式)—刀库设计刀库是自动换刀装置中最主要的部件之一,其容量、布局以及具体结构对加工中心的设计有很大影响。
16刀刀库是在小型加工中心应用最为广泛,根据使用的场合和实际运用的要求,设计了相应的16刀的圆盘式刀库,并且对它的控制进行了一定的研究。
论文首先对16刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分章节对各个部分进行计算与设计。
刀库的结构设计是本文研究的重点,传动部分为蜗杆蜗轮的一种减速装置,对于该装置中的蜗杆、蜗轮以及相关的轴都进行了详细的计算;控制部分为刀库送刀部分,由液压控制和PLC控制完成。
绪论本章首先从数控机床的发展历程引出加工中心的发展趋势,再具体到本次设计针对的刀库的任务要求,明确了本设计任务的主要内容。
1引言1952年世界上出现了第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
1958年第一台加工中心问世,它将多工序(铣、钻、镗、铰、攻丝等)加工集于一身;适应加工多品种和大批量的工件;增加机床功能(自动换刀、自动换工件、自动检测等),使自动化程度和加工效率上了一个新台阶;使无人化(或长时间无人操作)加工成为现实。
加工中心已成为柔性制造系统、计算机集成制造系统和自动化工厂的基本单元。
加工中心是数控机床的代表,是高新技术集成度高的典型机电一体化机械加工设备,受到世界各工业发达国家的高度重视,技术迅速发展,品种和数量大幅度增加,成为当今世界机械加工设备中最引人注目的一类产品。
1.1加工中心简介1.1.1加工中心的发展简史1952年世界上出现第一台数控机床,使多品种、中小批量的机械加工设备在柔性、自动化和效率上产生了巨大变革。
它用易于修改的数控加工程序进行控制,因而比大批量生产重使用组合机床生产线和凸轮、开关控制的专用机床有更大的柔性,容易适应加工件品种的变化,进行多品种加工。
它用数控系统对机床的工艺功能、几何图形运动功能和辅助功能实行全自动的数字控制,因为有更高的自动化程度和加工效率,大大改变了中小批量生产中普通机床占整个机械加工的状况。
FANUC0i系统在特殊刀库上的应用

FANUC0i系统在特殊刀库上的应用“FANUC 数控系统应用”有奖征文选登(第二期)FANUC 0i 系统在特殊刀库上的应用Application of FANUC 0i System on Sp ecial Tool Storage何红欣(陕西省汉中市汉川机床有限责任公司)我公司最近推出一种特殊的新型刀库,这个刀库特殊性主要表现在以下几个方面:(1)个刀库必须固定在工作台上;(2)这个刀库有两排刀位,换刀采用非随机形式;(3)换刀只能靠坐标定位来完成;(4)两个主轴同时抓两把刀(两个主轴之间的距离为500mm )。
其结构示意如图1所示1换刀过程的分析(1)换刀过程的流程时序图(图2)图中:①T0表示还主轴上的刀;②换刀动作说明当主轴有刀需换另一把刀时,首先主轴应下降,通过卡盘外侧的外圆中心(例如A 点)继续下降到换刀位,再移动到卡盘中(例如B 点);然后主轴松刀,待完全松开后,Z 轴再抬起完成还刀;再移动工作台,找到新刀,主轴下降到换刀位刀具夹紧(例如D 点),然后移动到卡盘外侧的外圆中心(例如C 点),Z 轴再抬起完成换刀;③当主轴无刀时直接执行抓刀;当T0时,执行还刀动作。
(2)刀库正常运转必须解决的问题①因为刀库固定在工作台上,导致换刀指令发出时刀库的位置不固定,要保证能准确的还刀和抓刀必须知道各个刀位的机床坐标值;②必须正确进行刀库表的刷新。
2解决问题的思路思路1由于刀库的容量比较少,可以先将刀库固定好回完零后,手动移动机床工作台到刀库第一把刀位置处将其机床坐标值记住,然后算出第二把刀……最后一把刀的Y 机床坐标值,(因刀库设计时的间距为已知量)将这些坐标值编程到换刀子程序中用程序段选择跳信号来帮助处理即可完成找刀和还刀。
软件和后置处理器进行升级,使之适应五轴加工的要求;必须对校验程序进行升级,使之能够对整个机床进行仿真处理。
随着CAD/CAM 系统的飞速发展,高性能五轴联动数控系统的不断推出,我国数控机床正朝着高速度、高精度、复合化的方向蓬勃发展。
基于虚拟现实的刀库换刀教学系统研究与实现的开题报告

基于虚拟现实的刀库换刀教学系统研究与实现的开题报告一、选题背景和意义随着社会的不断发展,技术的不断进步,刀具在工业生产和日常生活中的作用越来越大。
而刀具的选用与使用也越来越引起人们的重视。
然而,对于大多数使用者来说,他们对于刀具的种类和使用方法并不熟悉,导致刀具使用效率低下,损坏率高,往往还会带来侥幸心理从而造成安全隐患。
在此背景下,本文提出基于虚拟现实的刀库换刀教学系统,旨在通过虚拟现实技术,让使用者在虚拟现实环境中学习刀具种类、使用方法及相关的安全知识。
这将大大提高使用者的刀具使用效率,并减少刀具使用过程中的损坏率和安全隐患。
二、研究内容和技术路线基于虚拟现实的刀库换刀教学系统,主要研究内容包括以下方面:(1)刀具种类的分类和特点;(2)刀具的使用方法和安全知识;(3)虚拟现实技术的应用;(4)教学系统的设计和实现。
技术路线如下:(1)对于刀具种类的分类和特点研究,主要通过文献资料和行业标准进行调研,并结合实际情况进行分析;(2)对于刀具的使用方法和安全知识进行研究,主要通过实际操作、调研等方式,探究刀具使用的技巧和安全注意事项;(3)虚拟现实技术的应用,包括建立虚拟现实环境、进行交互式操作和实现虚拟现实效果等;(4)教学系统的设计和实现,主要包括系统框架的设计、功能的实现和优化,以及用户体验的改善等。
三、预期研究成果和创新之处预计研究成果为基于虚拟现实的刀库换刀教学系统。
该系统可通过虚拟现实环境,帮助使用者快速学习刀具种类、使用方法及安全知识。
该教学系统创新之处在于采用了虚拟现实技术,使用户可通过真实的场景模拟学习,生动形象、直观易懂,提高了学习效率。
四、拟解决的关键技术和难点(1)虚拟现实技术的实现,包括虚拟场景的建立、图形渲染、交互式设计等;(2)教学系统的设计和实现,包括系统框架的搭建、功能的实现和优化,以及用户体验的改善等;(3)与实际中使用的刀具进行匹配和模拟,以提高教学系统的真实度和可信度。
FANUC系统加工中心编程与操作实例

FANUC系统加工中心编程与操作实例教学要求:1.了解加工中心的分类及特点;掌握机床坐标系和工作坐标系的建立原则和方法。
2.掌握加工中心常用指令(FANUC系统)。
3.掌握固定循环的应用(FANUC系统)。
4.掌握宏程序的格式及应用。
5.掌握加工中心的操作。
6.运用数控编程的知识,进行零件加工工艺分析,完成典型零件的加工程序编制。
2.教学内容:⌝加工中心概述⌝FANUC系统加工中心常用指令⌝常用指令的综合应用⌝典型零件的加工⌝宏程序的应用⌝FANUC系统加工中心的操作第一节加工中心概述一、加工中心种类1.立式加工中心2.卧式加工中心3.立卧加工中心二、数控加工中心工具及辅助设备1.数控回转工作台和数控分度工作台(1)数控回转工作台(2)数控分度工作台2.常用工具。
(1)对刀器(2)找正器(3)光学数显对刀仪三、数控加工中心1.刀柄及刀具系统(1)刀柄(2)刀具系统加工中心常用的铣刀有面铣刀、立铣刀两种,也可用锯片铣刀、三刃面铣刀等2.镗铣加工中心刀库(1)刀库类型加工中心常用的有盘式和链式刀库两种。
(2)选刀方式常用的选刀方式有顺序选刀方式、光电识别选刀方式两种。
第二节FANUC系统加工中心常用指令一、G代码命令1.绝对值坐标指令G90和增量值坐标指令G912.平面选择指令G17、G18、G193.快速点定位G00指令,直线插补G01指令例1使用G00、G01指令,使刀具按如图2-24所示的路径进给。
图2-24 G00、G01指令的使用程序:O0001;G90G54G00X20.0Y20.0;G01Y50.0F50;X50.0;Y20.0;X20.0;G00X0Y0;…4.圆弧插补指令G02、G03例2完成图2-25所示加工路径程序编制(刀具现位于A点上方,只进行轨迹运动)。
图2-25程序:O0002;G90G54G00X0Y25.0;G02X25.0Y0I0J-25.0;A—B点G02X0Y-25.0I-25.0J0;B—C点G02X-25.0Y0I0J25.0;C—D点G02X0Y25.0I25.0J0;D—A点或:G90G54G00X0Y25.0;G02X0Y25.0I0J-25.0;A—A点整圆5.自动原点返回(G28/G30)6.暂停指令G047.刀具半径补偿功能(G40/G41/G42)格式G41G0/G01X_Y_D_;G42G0/G01X_Y_D_;G40G0/G01X_Y_Z_;8.刀具长度补偿实现这种功能的G代码是G43、G44、G49。
FANUCIMD刀库设定
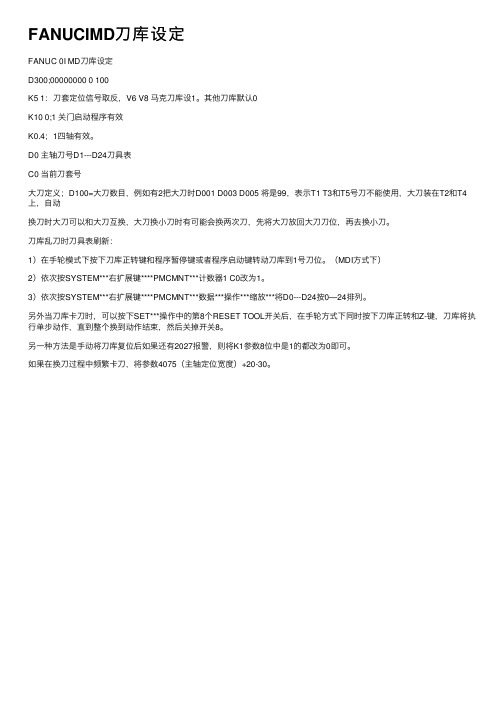
FANUCIMD⼑库设定
FANUC 0I MD⼑库设定
D300;00000000 0 100
K5 1:⼑套定位信号取反,V6 V8 马克⼑库设1。
其他⼑库默认0
K10 0;1 关门启动程序有效
K0.4;1四轴有效。
D0 主轴⼑号D1---D24⼑具表
C0 当前⼑套号
⼤⼑定义;D100=⼤⼑数⽬,例如有2把⼤⼑时D001 D003 D005 将是99,表⽰T1 T3和T5号⼑不能使⽤,⼤⼑装在T2和T4上,⾃动
换⼑时⼤⼑可以和⼤⼑互换,⼤⼑换⼩⼑时有可能会换两次⼑,先将⼤⼑放回⼤⼑⼑位,再去换⼩⼑。
⼑库乱⼑时⼑具表刷新:
1)在⼿轮模式下按下⼑库正转键和程序暂停键或者程序启动键转动⼑库到1号⼑位。
(MDI⽅式下)
2)依次按SYSTEM***右扩展键****PMCMNT***计数器1 C0改为1。
3)依次按SYSTEM***右扩展键****PMCMNT***数据***操作***缩放***将D0---D24按0—24排列。
另外当⼑库卡⼑时,可以按下SET***操作中的第8个RESET TOOL开关后,在⼿轮⽅式下同时按下⼑库正转和Z-键,⼑库将执⾏单步动作,直到整个换到动作结束,然后关掉开关8。
另⼀种⽅法是⼿动将⼑库复位后如果还有2027报警,则将K1参数8位中是1的都改为0即可。
如果在换⼑过程中频繁卡⼑,将参数4075(主轴定位宽度)+20-30。
FANUCOiMD数控系统斗笠式刀库实现自动换刀

N 1 M 9 9
%
( 换刀结束 ,返回主程序)
( 2)P MC 与NC 程序的配合 。斗笠式 刀库 实 现 自动换 刀是P MC与NC 程 序 的配合 来完成 的 。
P M C在 整 个 换 刀 过 程 中 主 要 控 制 刀 库 的 正 /反
转 、刀库的前进 /后退、松 刀 /紧刀阀的动作以及 换 刀动作 顺序 。主轴 的上 升 、下 降和定 位都是 由
N C系统 程序 控 制 的 。
( 8 )刀库向远离 主轴 中心位置侧平移如附图f
所示 ,直  ̄ J I P L C 接 收 到 传 感 器A发 出 的 反馈 确认 信
步。
斗
换取 ,根据 刀库选取的不同 ,换刀系统 的控制方式 也不同。加 工中心常用的刀库有斗笠式 、凸轮式、 链条式 等 ,斗笠式 刀库是加工中, Ol : k 较常见的一种 换刀装置 ,换 刀过程简单 ,体积小、安装方便 、易 于控制和维护等优点 ,因此在中小型加工 中心上得 到了广 泛的应用 。但对 刀库的定位要求高 ,而且在 换刀过 程中需要轴配合其动作 ,而P L C 是无法直接 参与数控轴的控制。基于F A NUC 0 i MD数控 系统 利用NC 宏程序可以把轴控制与P MC 控制有机地结 合 ,它可以按一定的逻辑控制P Mc 和进给轴 ,从而 实现 包含轴移动的换 刀控制。在本文 中,笔者 结合
后 ,这 时 刀库 转 动 , 当 目标 刀具 对 正 主 轴 正 下 方 时 ,主 轴 下 移 ,使 刀具 进 入主 轴 锥 孔 内 ,刀具 夹 紧 后 ,刀库 退 回原 来 的 位 置 ,换 刀结 束 。 刀库 具 体 动 作过程如下 :
基于Vericut7.3四轴虚拟机床建模和仿真的关键技术研究

基于Vericut7.3四轴虚拟机床建模和仿真的关键技术研究叶选林;邹驺;张武;杨栩生;谢钰;杨炳华【摘要】Taking 2033VMC machining center as research object, the key technologies of modeling and simulation of virtual machine tool four axis virtual machine tool based on UG8.5 and VERICUT7.3 software are described in the paper. The specific ideas and methods of constructing virtual machine tools are presented. Through the comparison between the simulation and the actual processing results of the rolling, it verifies the correctness and practicability of the simulation of the virtual machine tool. It is conducive to teaching and practical production, and it is worth the general level of engineering and technical personnel for reference and promotion.%以2033VMC加工中心为研究对象,全面阐述了利用UG8.5和VERICUT7.3软件对虚拟机床四轴虚拟机床建模和仿真的关键技术,提出了构建虚拟机床的具体思路和方法.以搓接鼓零件仿真加工与实际加工结果对比,验证该虚拟机床模拟仿真的正确性和实用性,有利于教学和实际生产,值得广大基层的工程技术人员的借鉴和推广.【期刊名称】《价值工程》【年(卷),期】2017(036)033【总页数】3页(P120-122)【关键词】Vericut7.3;UG8.5;仿真加工;虚拟机床【作者】叶选林;邹驺;张武;杨栩生;谢钰;杨炳华【作者单位】云南开放大学,昆明650500;云南开放大学,昆明650500;云南开放大学,昆明650500;云南开放大学,昆明650500;云南开放大学,昆明650500;云南开放大学,昆明650500【正文语种】中文【中图分类】TG659美国CGTECH公司基于Windows及UNIX系统平台开发了一个新的数控加工仿真软件,即VERICUT软件,该软件的组成模块主要包括NC程序验证模块、CAD/CAM接口、实体比较模块、高级机床特征模块、多轴模块、优化路径模块、机床运动仿真模块等,可仿真数控车床、加工中心、铣床、线切割机床和多轴机床等多种加工设备的数控加工过程,也能进行NC程序优化,改进表面质量、延长刀具寿命、缩短加工时间,检查过切、欠切,防止机床碰撞、超行程等错误;具有真实的三维实体显示效果,可以对切削模型进行尺寸测量,并能保存切削模型供检验、后续工序切削加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控专栏
基 于 F n c系 统 的加 工 中 心 虚拟 刀库 技 术 au
郭 拥 军 黎 月 明
( 北京 控制工 程研 究所 , 北京 10 9 ) 0 1 0 摘 要 : 过设计 宏程 序 , 基于 F n c系统 的 加工 中心 实现 了虚 拟 刀库 , 功解 决 了费 时且 易 出错 的数 控 通 在 au 成 程序刀 号补偿 号与 刀库 的匹 配问题 , 使程序 得 到简化 , 运行 更可 靠 , 方便 了对 刀库 存 刀 的辨 识 , 也 提
然而, 在多 品种小批 量 的生产模 式 下 , 床刀库响了刀具 信息 传递 、 导 影 准备 、 管
理 的工 作效 率 。
针 对 以上 问题 , 文 通 过设 计 宏 程 序 在加 1 中心 本
G O Y njn I umig U o g ,L Y e n u ( e igIstt o ot l nier g B in 0 10 C N) B in ntue f nr g ei , e ig10 9 , H j i C oE n n j
A b t a t By d sg ig ma r r g a s a vru lto g zn s r aie n a m a h n n e t rb s d o a u sr c : e i nn c o p o rm , i a o lma a i e i e l d i c i ig c n e a e n F n c t z s se . I u c sf ly s l e h thig p o e t e o r ms c mp n ain n mb r a d y tm ts c e su l ov s t e ma c n r blms bewe n NC pr ga o e s to u e s n t e to g zne,wh c e r lyc s c i n a i e d t h a ls M e n h o lma a i ih g ne al o tmu h tme a d e sl l a o t ef u t. y a whi l e,i ma e t k s NC p o rm ssmp e a d r la l nd i o v n e tfrt e o r t rt it g ih t e to r m h g zn . r g a i l n e ib e a sc n e i n o h pe ao o d si u s h o lfo t e ma a i e n F rh r r u t e mo e,i ma e h r r fii n . t k s t e wo k mo e efce t K e wor : a r r g a ; Vit lT o mb r y ds M co P o r ms rua o lNu e ;Co mpe s to m b r;T o a g mma d n ai n Nu e o lCh n e Co n
半 径补偿 值 ; 加工程 序 运行 期 问 , 到换 刀 指令 ( 遇 一般
为T x 0 x M 6或 M 6 x ) 即根 据程 序 刀 号 ( × 从 刀 0T × , X ) 库 相应编 号 的刀座 选取 刀 具进 行换 刀 , 行 刀 具 补偿 执 命令, 根据 程 序 中的补 偿 号 ( 度 、 径 ) 对 应 的刀 长 半 所 具参数表 中补偿值 , 由数 控 系统 实 现 刀 具 运 行 轨 迹 ( 轴 向/ 向 ) 离编 程 轨 迹 相 应 的 量 来 完 成 加 工 。 沿 径 偏 这样 , 即使 由于 刀具 的制造 误差 、 加工磨 损及 加工 中途 换 刀误差 等 因素存 在 , 成 加 工 时 刀具 长 度 值 或半 径 造 值偏 离 了编程时 的理想 值 , 也不必 修改加 工程 序 , 仅修 改 刀具 参数 表 中补 偿 号 对应 的补 偿值 , 然 能够 保 证 仍 正确 的加工 轨迹 , 这大 大方便 了数 控编 程工作 。
高 了工作 效率 。 关键 词 : 程序 宏 虚拟 刀号 补偿 号 换 刀指 令 中图分 类 号 : G 5 T 6 T 6 9, H1 4 文献标 识码 : B
T c n lg fvr a o l e h oo y o i u l o g zn n ma hnn e t r a e n F n c s s e t t ma a ie i c iig c n e s d o a u y t m b
多数加 工 中心 对 刀 库 的 每一 个 刀座 ( ) 行 了 套 进
废 品 , 重 的会 发生 重大 的生产 事故 。 严
编号 , 放人 刀具后 , 刀具所 在 刀座号 自动 成为该 刀具 的 刀号 , 刀具参 数表 中仅有对 应 于每一 个补 偿号 的长度 、
此外 , 刀库 的实 际刀 座数量 是很有 限 的 , 且刀 座 的 编号 和刀 具参数 表 的补 偿 号 厂家 都 已规定 好 厂, 刀 故 号 、 偿号 的数 量是很 有 限的 , 法直接 表达 重要 刀具 补 无 信息 ( 刀具 类型 、 物理 、 几何 参 数等 信 息 ) 而 且 刀具 参 , 数表 仅表示 了刀 具 的长度 、 半径 补偿值 , 直接造 成操 作 者对 机床 刀库现 有存刀 状况 辨识 困难 , 响工 作效 率 。 影 同时 也造成 了程 序 的刀号补偿 号 不代表 刀具 自身 的信