热等静压修复
热等静压工艺对SLM成形K4536合金组织与性能的影响

热等静压工艺对SLM成形K4536合金组织与性能的影响刘凯;王荣;祁海;杨启云;李雅莉【摘要】对选择性激光熔化(selective laser melting,SLM)成形K4536合金试样进行热等静压(hot isostatic pressure, HIP)处理,分析HIP工艺对试样组织及高温力学性能的影响.结果表明:SLM成形K4536合金试样表面存在微裂纹,横向和纵向的金相组织形貌存在差异;试样经HIP处理后,微裂纹得到一定程度上的修复,组织形貌发生变化,并且晶粒中析出较多第二相粒子,经TEM衍射分析得知该析出物为M23C6相;HIP处理后的试样近表面出现30 μm左右的"白亮层",经EDS能谱分析可知,该"白亮层"区域是由于铬元素浓度降低所导致;SLM成形K4536合金试样的高温力学性能存在较大差异,纵向试样的高温性能优于横向,HIP工艺后,试样纵向和横向试样的性能值相当,且试样的高温强度降低、高温塑性提高.%K4536 alloy formed by SLM was treated by HIP, and the effects of HIP on the microstructure and high-temperature mechanical properties were studied. The results show that the surface of sample manufactured by SLM has cracks, and the longitudinal and horizontal microstructures are different. After HIP processing, the cracks in the sample is repaired to some extent, the microstructure of the sample also is changed, and many second phase particles are dissolved out from the matrix. We know that the precipitation is M23C6phase by TEM diffraction analysis. Furthermore, the surface of sample has "white bright layer" with the thickness of about 30 μm, the "white bright layer" is resulted by the decrease of Cr by EDS energy spectrum analysis. The K4536 alloy sample formed by SLM has different high-temperature tensile properties in the vertical and horizontal, and thevertical performance is better than that of horizontal. After HIP processing, the vertical and horizontal performances have little difference, and thehigh-temperature strength of the sample is reduced, the high-temperature plasticity is increased.【期刊名称】《航空材料学报》【年(卷),期】2018(038)003【总页数】6页(P46-51)【关键词】选择性激光熔化;热等静压;K4536合金;高温性能【作者】刘凯;王荣;祁海;杨启云;李雅莉【作者单位】上海材料研究所,上海 200437;上海材料研究所,上海 200437;上海材料研究所,上海 200437;上海材料研究所,上海 200437;上海3D打印材料工程技术研究中心,上海 200437;中国航发上海商用航空发动机制造有限责任公司,上海200240【正文语种】中文【中图分类】TG113.25;TG115.21航空发动机作为航空飞机的“心脏”,其发展水平已经成为衡量一个国家航空能力以及先进制造技术层次高低的重要参照,航空发动机性能的优劣与其零件性能紧密相关,而对于零件材料的要求也极为严格。
HIP热等静压工艺处理
热等静压(HIP———Hot Isostatic Pressing)工艺:是一种以氮气、氩气等惰性气体为传压介质,将制品放置到密闭的容器中,在900~2000℃温度和100~200 MPa压力的共同作用下,向制品施加各向同等的压力,对制品进行压制烧结处理的技术。
HIP技术研究是1955年由美国Battelle研------------**---------------百科名片热等静压(hot isostatic pressing,简称HIP)是一种集高温、高压于一体的工艺生产技术,加热温度通常为1000 ~2000℃,通过以密闭容器中的高压惰性气体或氮气为传压介质,工作压力可达200MPa。
在高温高压的共同作用下,被加工件的各向均衡受压。
故加工产品的致密度高、均匀性好、性能优异。
同时该技术具有生产周期短、工序少、能耗低、材料损耗小等特点。
--------------**--------------发展史自20世纪50年代中期美国巴蒂尔(Battelle)研究所为研制核反应材料而开发HIP技术以来。
由于其在生产加工难度较大且质量要求较高的材料及构件中展现出独特优势,受到了人们的广泛关注。
经过近半个世纪的发展,随着热等静压设备性能的不断改进完善,HIP技术现已在硬质合金烧结、钨铝钛等难熔金属及合金的致密化、产品的缺陷修复、大型及异形构件的近净成形、复合材料及特种材料的生产加工等方面得到了广泛应用。
编辑本段热等静压设备的结构性能热等静压设备主要由高压容器、加热炉、压缩机、真空泵、冷却系统和计算机控制系统组成,其中高压容器为整个设备的关键装置。
目前。
先进的热等静压机为预应力钢丝缠绕的框架式结构。
高压容器的端盖与缸体间的连接采用无螺纹设计,因简体和框架均采用钢丝预应力缠绕,所获的负预应力可通过计算确定,即使当装置处于工作的最大压力状态时,其强大的应力也是由预应力缠绕钢丝所承受,即应力被集中消除,承载区域独立安全。
热等静压工艺(HotIsostaticPressing,简写为HIP)是将粉末
(1)陶瓷材料的制材料在高温下发生很多不利的发应或变化; (2)能够在减少甚至无烧结添加剂的条件下,制备出微观结构均匀 且几乎不含气孔的致密陶瓷烧结体; (3)可以减少乃至消除烧结体中的剩余气孔,愈合表面裂纹,从而 提高陶瓷材料的密度、强度; (4)能够精确控制产品的尺寸与形状,而不必使用费用高的金刚石 切割加工,理想条件下产品无形状改变。
后HIP工艺流程图
直接HIP工艺流程图
金属和陶瓷的固结金刚石刀具的烧结铸件质量的修复和改善高性能磁性材料及靶材的致密五热等静压1陶瓷材料的致密化可以在比无压烧结或热压烧结低得多的温度下完成可以有效地抑制材料在高温下发生很多不利的发应或变化
五、热等静压
热等静压工艺(Hot Isostatic Pressing,简写为HIP)是将粉 末压坯或装入包套的粉料装入高压容器中,使粉料经受高温和均衡压 力的作用,被烧结成致密件。 其基本原理是:以气体作为压力介质,使材料(粉料、坯体或烧 结体)在加热过程中经受各向均衡的压力,借助高温和高压的共同作 用促进材料的致密化。 目前,热等静压技术的主要应用有:金属和陶瓷的固结,金刚石 刀具的烧结,铸件质量的修复和改善,高性能磁性材料及靶材的致密 化。
热等静压技术
热等静压技术百科名片热等静压(hot isostatic pressing,简称HIP)是一种集高温、高压于一体的工艺生产技术,加热温度通常为1000 ~2000℃,通过以密闭容器中的高压惰性气体或氮气为传压介质,工作压力可达200MPa。
在高温高压的共同作用下,被加工件的各向均衡受压。
故加工产品的致密度高、均匀性好、性能优异。
同时该技术具有生产周期短、工序少、能耗低、材料损耗小等特点。
目录发展史热等静压设备的结构性能热等静压技术的主要应用前景展望发展史热等静压设备的结构性能热等静压技术的主要应用前景展望展开编辑本段发展史自20世纪50年代中期美国巴蒂尔(Battelle)研究所为研制核反应材料而开发HIP技术以来。
由于其在生产加工难度较大且质量要求较高的材料及构件中展现出独特优势,受到了人们的广泛关注。
经过近半个世纪的发展,随着热等静压设备性能的不断改进完善,HIP技术现已在硬质合金烧结、钨铝钛等难熔金属及合金的致密化、产品的缺陷修复、大型及异形构件的近净成形、复合材料及特种材料的生产加工等方面得到了广泛应用。
编辑本段热等静压设备的结构性能热等静压设备主要由高压容器、加热炉、压缩机、真空泵、冷却系统和计算机控制系统组成,其中高压容器为整个设备的关键装置。
目前。
先进的热等静压机为预应力钢丝缠绕的框架式结构。
高压容器的端盖与缸体间的连接采用无螺纹设计,因简体和框架均采用钢丝预应力缠绕,所获的负预应力可通过计算确定,即使当装置处于工作的最大压力状态时,其强大的应力也是由预应力缠绕钢丝所承受,即应力被集中消除,承载区域独立安全。
同时钢丝缠绕还起到防爆和屏障的作用。
因此,这种结构的热等静压机在高温高压(2000摄氏度200MPa)的工作条件下,无需外加任何特殊的防护装置,与老式的螺纹连接结构(端盖与缸体间)的热等静压机相比,不但设备的结构紧凑,而且有效地保证了生产的安全性。
加热炉负责提供热等静压所必需的热量,通常为电阻式加热炉,可视不同温度档的要求,采用不同的电阻材料,如最高工作温度为1450℃条件时可用钼丝加热炉,为2000%条件时可用石墨加热炉。
热等静压法综述
材料加工方法——热等静压法简述前言热等静压法作为材料现代成型技术的一种,是等静压技术一个分支。
等静压是粉末冶金领域的一种技术,已有近百年历史。
等静压技术按其成型和固结温度的高低,通常划分为冷等静压、温等静压、热等静压三种。
近几十年,来随着科学技术的进步,特别是热等静压的发展,等静压技术不再只是粉末冶金的专用技术,它的应用已经扩大到了原子能工业、制陶工业、铸造工业、工具制造、塑料和石墨等生产部门。
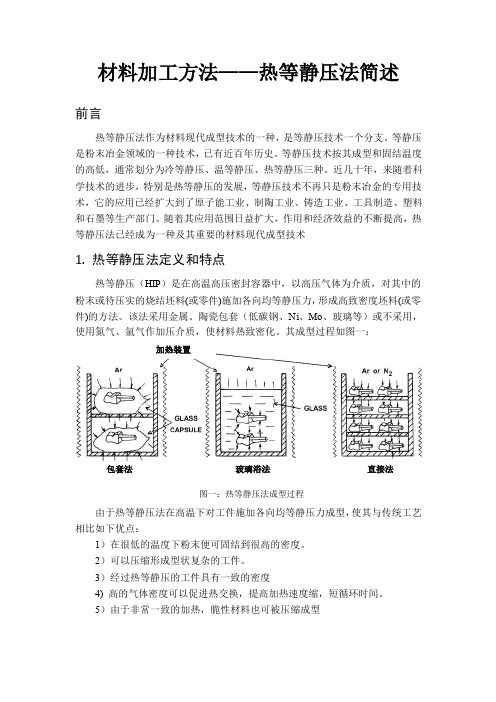
随着其应用范围日益扩大,作用和经济效益的不断提高,热等静压法已经成为一种及其重要的材料现代成型技术1. 热等静压法定义和特点热等静压(HIP)是在高温高压密封容器中,以高压气体为介质,对其中的粉末或待压实的烧结坯料(或零件)施加各向均等静压力,形成高致密度坯料(或零件)的方法。
该法采用金属、陶瓷包套(低碳钢、Ni、Mo、玻璃等)或不采用,使用氮气、氩气作加压介质,使材料热致密化。
其成型过程如图一:加热装置包套法玻璃浴法直接法图一:热等静压法成型过程由于热等静压法在高温下对工件施加各向均等静压力成型,使其与传统工艺相比如下优点:1)在很低的温度下粉末便可固结到很高的密度。
2)可以压缩形成型状复杂的工件。
3)经过热等静压的工件具有一致的密度4) 高的气体密度可以促进热交换,提高加热速度缩,短循环时间。
5)由于非常一致的加热,脆性材料也可被压缩成型2. 工艺过程及工作原理由于热等静压法用于粉末固结更具用代表性,下面以粉末固结过程介绍热等静压法的工艺工程和原理。
热等静压法在其他领域的应用的工艺与原理与上述相似,只是省略部分阶段,故不再赘述2.1热等静压法的工艺过程热等静压法的一般工艺周期如下:粉末填充一般在真空或惰性气体氛围中进行。
为了提高填充粉末的密度,包套要不停的震动。
为了得到统一的收缩,则需要填充粉末的密度应不低于理论密度的68%。
填充后包套要抽真空并密封,这是因为热等静压过程是通过压差来固结被成型粉末和材料的,一旦包套密封不严,气体介质进入包套,将影响粉末的烧结成型。
热等静压技术的发展和应用

热等静压技术的发展与应用摘要:热等静压法作为材料现代成型技术的一种,是等静压技术一个分支。
目前热等静压技术已广泛应用于航空、航天、能源、运输、电工、电子、化工和冶金等行业,用于生产高质量产品和制备新型材料。
本文主要介绍了热等静压技术的发展、工作原理及其应用范围。
关键词:热等静压,高压容器,加热炉,扩散连接,粉末冶金The Development and Applications of Hot Isostatic Pressing Abstract:Hot isostatic pressing method as a kind of modern molding technology, is a branch of isostatic pressing technology. Hot isostatic pressing technique has been widely used both in aviation, aerospace, energy, transportation, electrical, electronics, chemical industry and metallurgy and other industries, and in the production of high quality products and the preparation of new materials. This article mainly introduced the development of hot isostatic pressing technology, working principle and its application range.Keywords:Hot Isostatic Pressing,High Pressure Vessel, Heating Furnace, Diffusion Bonding, Powder Metallurgy目录1 引言 (1)1.1 国外热等静压技术的发展 (1)1.2 国内热等静压技术的发展 (1)2 热等静压设备及工作原理 (3)2.1 热等静压设备特点 (3)2.1.1 高压容器 (3)2.2.2 加热炉 (3)2.2.3 压缩机和真空泵 (4)2.2.4 冷却装置 (4)2.2.5 计算机控制系统 (4)2.2 热等静压工艺流程 (4)2.3 热等静压工作原理 (5)3 热等静压技术的主要应用领域 (7)3.1 铸件的致密化处理 (7)3.2 热等静压覆层和热等静压复合扩散连接 (7)3.3 热等静压粉末固结 (8)3.3.1 高温合金粉末固结 (8)3.3.2 硬质合金热等静压 (8)3.3.3 高速钢粉末固结 (8)3.3.4 陶瓷材料粉末固结 (9)3.3.5 钛合金粉末固结 (9)3.4 热等静压工艺在新领域的应用 (9)4 结论 (10)参考文献 (11)致谢 (12)1 引言热等静压(Hot Isostatic Pressing,简称HIP)工艺是一种以氮气、氩气等惰性气体为传压介质,将制品放置到密闭的容器中,在900~2000℃温度和100~200MPa压力的共同作用下,向制品施加各向同等的压力,对制品进行压制烧结处理的技术。
热等静压机工作缸内温度场分析控制(韩晟)
热等静压机工作缸内温度场分析控制韩晟【摘要】近几十年来,随着科学技术的进步,特别是热等静压技术的发展,等静压技术不再只是粉末冶金的专用技术,它的应用已经扩大到航空航天制造业等生产部门。
随着其应用范围的不断扩大,作用和经济效益的不断提高,等静压技术开始越来越受到人们的重视。
热等静压应用过程中,炉温的均匀性要求对制品的性能影响很大,因此提出了本课题。
首先介绍了热等静压技术的基本应用,回顾了热等静压技术国内外在此方面的研究现状及趋势,提出了本课题。
然后选定了研究对象,通过分析热等静压机工作缸内温度场分布情况,提出了测试方案。
同时对试验过程中采集的数据进行分析和整理,对热等静压机工作缸内实际温度场分布进行了验证。
关键词:热等静压,炉温,温度均匀性一、绪论等静压是粉末冶金领域中的一种技术,已有将近百年的历史。
在现代工业生产中,等静压技术主要用于粉料的成型和固结。
近几十年来,随着科学技术的进步,特别是热等静压技术的发展,等静压技术不再只是粉末冶金的专用技术,它的应用已经扩大到航空航天制造业等生产部门。
随着其应用范围的不断扩大,作用和经济效益的不断提高,等静压技术开始越来越受到人们的重视。
其基本概念和分类如下:在粉末冶金技术领域内,“等静压”(isostatic pressing)一词的实际意义是指在各个方向上对表面密闭的物料同时施加相等的压力状态。
根据帕斯卡原理,在一个封闭的容器内,作用在静态液体或气体上的外力所产生的静压力,将均匀的在各个方向上传递,在其所作用的表面上所受到的压力与表面的面积成正比。
在等静压技术中,作为传递压力的介质,必须与待压制工件的外轮廓有一个不相渗漏的分接口,只有在这个前提下,采用等静压技术才能达到成型与固结密实的目的。
由此可见,流体介质各向同时均等传递压力是等静压技术的基础,而确立物料与压力介质之间互不渗漏的分接口是等静压技术的关键。
按成型和固结时温度的高低,通常划分为冷等静压、温等静压、热等静压。
液态金属加工中的热等静压技术
液态金属加工中的热等静压技术是一种先进的材料加工技术,它通过在高温高压环境下,对材料进行整体加压,以实现材料的致密化、增强和增韧。
这种技术具有许多优点,如加工周期短、效率高、材料利用率高等,因此在许多领域得到了广泛的应用。
热等静压技术的工作原理是通过将待加工材料置于高温高压的环境中,利用惰性气体循环来保持恒温恒压,从而实现对材料的整体加压。
与传统的压力机相比,热等静压技术可以对材料进行更加均匀和精确的压力控制,从而实现更高的加工精度和更好的性能。
在液态金属加工中,热等静压技术的应用范围非常广泛。
例如,它可以用于制造高温合金、陶瓷、金属基复合材料等高端材料。
这些材料在高温、高压、腐蚀性环境等特殊条件下具有优异的性能,因此广泛应用于航空航天、石油化工、汽车制造等领域。
通过热等静压技术,这些材料的性能可以得到进一步的提升和优化。
此外,热等静压技术还可以用于修复和改性已经成型但存在缺陷的材料。
通过在高温高压环境下对材料进行加压,可以消除材料内部的缺陷,提高材料的强度和韧性。
同时,热等静压技术还可以对材料进行改性处理,如增强材料的耐腐蚀性、耐磨性等性能。
这为解决材料腐蚀、磨损等问题提供了新的思路和方法。
最后,值得注意的是,热等静压技术的实施需要精确的控制技术和先进的设备支持。
同时,对材料的性能要求也相对较高,因此需要在专业的实验室或生产环境中进行实施和应用。
这也要求从事液态金属加工的热等静压技术研究人员具备丰富的专业知识和实践经验。
总之,热等静压技术作为一种先进的材料加工技术,在液态金属加工中具有广泛的应用前景。
它不仅可以用于制造高端材料,还可以用于修复和改性已经成型但存在缺陷的材料。
然而,该技术的应用也需要具备一定的专业知识和设备支持,并且对材料的性能要求也相对较高。
因此,未来的研究和发展应着重于提升设备的精度和效率,提高对材料的认识和掌控能力,从而进一步拓展该技术的应用领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 2 2 2
4
4 4
6
6 6
1170℃
1190℃
1230℃
1250℃
失效分析与预防研究所
Institute of Failure Analysis and Prevention
固 溶 热 处 理 温 度 、 时 间 、 冷 速 的 影 响
一次γ’尺寸与固溶处理温度的关系
一次γ’体积分数与固溶温度的关系
HIP过 程对合 金损伤 的修复
恢复热 处理的 探索
结论
失效分析与预防研究所
Institute of Failure Analysis and Prevention
HIP过程对损伤修复的研究
HIP试验参数
编号 1 2 温度/℃ 1250 1190 压力/Mpa 200 200 时间/h 4 4
经HIP处理后未愈合的铸造 疏松尺寸约为11μm
修复效果的评估
不同状态下的显微硬度
密度的测试:流体静力学称重法
1190℃和1250℃进行HIP修复后共晶 的体积分数分别为6.16%和3.76%
失效分析与预防研究所
Institute of Failure Analysis and Prevention
HIP处理后的碳化物
HIP处理后的晶界
有必要采用HIP后的恢复热处理
涡轮叶片的服役损伤行为
定量分析方法
利用图像分析软件IPP统计γ’粒子、共 晶、铸造疏松等的面积、周长,计算 等效直径与形状因子 等效直径 形状因子
Feret Diam eter
Shape Fact or
4 Area π
2
4 πArea Perimeter
IPP软件示意图
失效分析与预防研究所
失效分析与预防研究所
Institute of Failure Analysis and Prevention
恢 复 热 处 理 温 度 的 影 响
失效分析与预防研究所
Institute of Failure Analysis and Prevention
元素 wt% Ti 7.93 Cr 0.74 Co 1.34 Ni 防研究所
Institute of Failure Analysis and Prevention
主要内容
研究背 景与意 义
涡轮叶 片的服 役损伤 行为
固溶热 处理中 组织的 变化
失效分析与预防研究所
Institute of Failure Analysis and Prevention
叶 片 服 役 温 度 的 估 算
• Al在Ni中的体扩散激活能Q=270kJ/mol • 假设叶身半高进气边温度为1173K
ln(KT ) = 38.6517- 32475/ T
叶片温度分布 不同服役状态γ’等效直径均值
不同冷却方式的显微硬度
失效分析与预防研究所
Institute of Failure Analysis and Prevention
固溶处理中的碳化物
生成M6C型碳化物
元素
wt%
Ti
7.22
Ni
5.76
Hf
13.04
Ta
29.55
W
40.20
MC + γ → M6 C + γ'
共晶组织中生成次生MC(2)型碳化物
主要内容
研究背 景与意 义
涡轮叶 片的服 役损伤 行为
固溶热 处理中 组织的 变化
HIP过 程对合 金损伤 的修复
恢复热 处理的 探索
结论
失效分析与预防研究所
Institute of Failure Analysis and Prevention
固溶热处理中组织的变化
合金的固溶热处理制度 序号 1 2 3 4 5 6 7 8 温度/℃ 1110 1130 1150 1170 1190 1210 1230 1250 时间/h 1 1 1 1 1 1 1 1 冷却方式 WQ WQ WQ WQ WQ/AC WQ WQ/AC WQAC
0.708 0.666 0.681 0.639 0.605
48.9 47.7 47.9 48.6 54.7
叶根排气 边
551.3
0.652
41.6
服役400h叶片γ’相的尺寸频率分布
失效分析与预防研究所
Institute of Failure Analysis and Prevention
服役650h叶片γ’相形貌特征参数
Institute of Failure Analysis and Prevention
未服役叶片
枝晶干区
枝晶干与枝晶间过渡区
原始态显微组织 碳化物能谱结果
元素 wt% Al 0.59 Ti 13.31 Cr 1.25 Ni 2.89 Hf 14.34 Ta 44.65 W 22.97
MC(1)型碳化物 合金中的碳化物
铸造疏松
尺寸频率分布与形 状因子频率分布具 有双峰函数特征
铸造疏松尺寸频率分布
铸造疏松形状因子分布
失效分析与预防研究所
Institute of Failure Analysis and Prevention
服役叶片的组织退化
γ’ 相粗化机制: Ostwald熟化 粒子聚合
枝晶干区
枝晶间区
2 8ΓVm Ce D K= 9RT
Γ为γ基体与γ’相的界面能,Vm为析出相的摩尔体积,Ce为与半径为∞的 析出相平衡的溶质原子浓度,R和T分别为气体常数和绝对温度,D是溶 质原子在基体中的扩散系数
Q D = D 0 exp () RT
ln(KT ) = A - Q / RT
ln(KT)与1/T存在直线关系,斜率为Q/R
失效分析与预防研究所
Institute of Failure Analysis and Prevention
服从显著性水平为0.05的伽马分布
叶片部位 叶顶进气 边 叶身半高 进气边 叶根进气 边 叶顶排气 边 叶身半高 排气边
等效直径 /nm 495.1 531.3 498.9 491.7 541.6
枝晶间区生成MC(2)型碳化物
元素 wt% Al 0.42 Ti 9.78 Cr 2.52 Co 1.51 Ni 8.86 Hf 26.63 Ta 36.76 W 13.51
共晶体积分数与服役时间呈直线关系 服役后的碳化物
Pearson指数 r = 0.99979
无M6C型与M23C6型碳化物生成 无TCP相生成
热等静压 (HIP) 叶片造价 昂贵
腐蚀损伤 点腐蚀 高温腐蚀
TCP相
失效分析与预防研究所
Institute of Failure Analysis and Prevention
K002高温合金
Ni基铸造合金 某型航空发动机II级涡轮叶片 热处理制度:870℃,16h,空冷
服役状态:未服役、400h和650h
失效分析与预防研究所
Institute of Failure Analysis and Prevention
叶 片 服 役 温 度 的 估 算
根据LSW理论,γ’相的粗化动力学过程
r 3 - r0 3 = Kt
r0和r分别为γ’相粗化前和粗化后的平均半径,t为粗化时间,K 为与γ’粗化激活能Q有关的参数
北京航空航天大学2012年硕士学位论文答辩
K002高温合金 蠕变损伤修复技术
答辩人:董键 指导教师:张峥 教授
失效分析与预防研究所
Institute of Failure Analysis and Prevention
主要内容
研究背 景与意 义
涡轮叶 片的服 役损伤 行为
固溶热 处理中 组织的 变化
合金恢复热处理的探索
恢复热处理试验参数
序号 1 2 3 4 5 6 7 8 固溶方案 1190℃,4h,AC/WQ 1210℃,4h,AC/WQ 1230℃,4h,AC/WQ 1250℃,4h,AC/WQ 1250℃,4h,AC 1250℃,4h,AC 1190℃,2h,AC 1225℃,2h,AC 时效方案 870℃,16h,AC 870℃,16h,AC 870℃,16h,AC 870℃,16h,AC 920℃,16h,AC 970℃,16h,AC 870℃,16h,AC/FC 1030℃,8h,FC+870℃,8h,FC
失效分析与预防研究所
Institute of Failure Analysis and Prevention
服役400h叶片γ’相形貌特征参数
叶片部位 叶顶进气 边 叶身半高 进气边 叶根进气 边 叶顶排气 边 叶身半高 排气边 等效直径 /nm 形状因子 γ’相体积分 数/%
516.2 581.3 568.1 610.3 557.6
失效分析与预防研究所
Institute of Failure Analysis and Prevention
主要内容
研究背 景与意 义
涡轮叶 片的服 役损伤 行为
固溶热 处理中 组织的 变化
HIP过 程对合 金损伤 的修复
恢复热 处理的 探索
结论
失效分析与预防研究所
Institute of Failure Analysis and Prevention
叶片部位 叶顶进气边 叶身半高进气边 叶根进气边 K值/(nm3/s) 13.724 49.359 40.819 51.442 78.626 31.403 服役温度/K 1119 1173 1164 1174 1194 1153
ln(KT ) = A叶身半高排气边 - Q / RT
叶根排气边
叶顶排气边
失效分析与预防研究所
Institute of Failure Analysis and Prevention