基于热等静压技术的航空类铸造零件研究
新技术新工艺细晶铸造

新技术新工艺细晶铸造细晶铸造国外近二十年来集中力量进展了高温合金定向铸造与单晶铸造技术,要紧是为了提高航空发动机高压涡轮叶片的高温工作能力,从而增大发动机的推力,并延长其工作寿命。
与此同时,航空发动机的恶劣工况对在中低温条件下工作的低压涡轮叶片、整体叶盘与涡轮机匣等高温合金铸件的低周疲劳寿命提出了更高要求。
但是这类铸件在普通熔模精铸工艺生产条件下,通常为粗大的树枝晶或者柱状晶,晶粒平均尺寸大于4mm,较典型的为4~9mm。
由于晶粒粗大及组织、性能上的各向异性,很容易导致铸件在使用过程中疲劳裂纹的产生与进展,这关于铸件的疲劳性能特别是低周疲劳性能极为不利,同时造成铸件力学性能数据过于分散,降低了设计容限。
随着对发动机的整体寿命与性能要求的进一步提高,改善铸件的中低温疲劳性能及其他力学性能显得十分重要。
这便导致了细晶铸造技术的产生与进展。
工业发达国家,特别是美国与德国,早在20世纪70年代末就开展了高温合金细晶铸造技术的研究与应用,在20世纪80年代中后期该项技术进展趋于成熟,目前正在航空、航天工业领域中扩大其应用范围,如美国Howmet公司利用细晶铸造技术成功地制造了Mod5A、Mar-M247、IN713C、1N718等高温合金整体涡轮,使涡轮的低周疲劳寿命提高了2~3倍。
德国、法国在新型号航空发动机上也使用了细晶整体涡轮铸件。
国内对高温合金细晶铸造技术的研究从20世纪80年代末开始起步,通过“八五”与“九五”期间的研究与应用,我国航空制造业建立了专门的细晶铸造设备,对高温合金细晶铸造工艺进行了较系统的试验,研制了一批镍基高温合金细晶铸件,并已应用于航空发动机中,在细晶铸造研究领域内取得了重要的进展。
1 细晶铸造的特点与工艺方法1.1 细晶铸造的特点细晶铸造技术或者工艺(FGCP)的原理是通过操纵普通熔模铸造工艺,强化合金的形核机制,在铸造过程中使合金形成大量结晶核心,并阻止晶粒长大,从而获得平均晶粒尺寸小于1.6mm的均匀、细小、各向同性的等轴晶铸件,较典型的细晶铸件晶粒度为美国标准ASTM0~2级。
用于航空发动机的涡轮叶片材料及制造技术研究
用于航空发动机的涡轮叶片材料及制造技术研究航空发动机是现代航空业中最重要的装备之一,而其涡轮叶片则是发动机的核心组件之一。
涡轮叶片的材料和制造技术的不断研究和改进,不仅能够提升发动机的性能,还可以降低发动机的制造成本和使用成本。
本文将从涡轮叶片的材料和制造技术两个方面进行探讨。
一、涡轮叶片材料研究涡轮叶片是承受高温高压气流冲击和引导气流流动的组件,因此涡轮叶片的材料需要具备较高的耐热、耐腐蚀和抗疲劳裂纹扩展等性能。
目前,用于航空领域的涡轮叶片材料主要包括高温合金、陶瓷基复合材料和光学玻璃等几种。
1. 高温合金高温合金是涡轮叶片最常用的材料之一,其具有较高的强度、耐热性、抗氧化和耐腐蚀性能,可用于承受高温高压环境下的作业。
高温合金主要是以镍、钴、铁为基础,加入包括铬、钼、钨、铝、钛等的多种元素制成。
2. 陶瓷基复合材料陶瓷基复合材料是一种高强度、高耐热性和耐腐蚀性的新型材料,由于其结构和性能均可根据需求进行调节,因此在航空领域被广泛应用。
目前,陶瓷基复合材料主要包括碳化硅、氮化硅、碳化钛、氧化铝和氮化铝等。
3. 光学玻璃光学玻璃作为一种透明的高强度材料,具有较高的耐热、耐磨和耐腐蚀性能,因此可以用于航空领域的高温高压环境中。
其中,钠钙玻璃和氟化物玻璃是最常用的两种光学玻璃。
二、涡轮叶片制造技术研究合适的涡轮叶片材料是涡轮叶片的基础,而制造技术则直接决定着叶片的质量和性能。
目前,涡轮叶片的常见制造技术包括精密铸造技术、热等静压成型技术、超声波焊接技术等。
1. 精密铸造技术精密铸造技术是现代涡轮叶片制造中最常见的一种技术,其主要原理是在对模具进行预处理和设计后,在高温下将熔融金属注入模具中,并通过精密控制形成叶片的整体结构。
精密铸造技术能够在保证叶片性能的同时,大大降低叶片制造的成本。
2. 热等静压成型技术热等静压成型技术是一种通过将原料放入容器中直接加热处理以制造高质量涡轮叶片的技术。
在加热的过程中,原料将保持某种特定的形状和结构,并在以后的冷却过程中形成较高质量的叶片。
复杂金属零件热等静压整体成形技术
复杂金属零件热等静压整体成形技术
复杂金属零件热等静压整体成形技术是一种通过热等静压成形工艺制造复杂金属零件的方法。
该技术的核心是在金属原料加热到合适温度后,将其置于模具中,在高压和高温下施加力量,使金属原料充分填充模具的空腔。
在这个过程中,金属原料的温度和压力会导致其变形和流动,最终形成所需的复杂形状。
与传统的机械加工方法相比,复杂金属零件热等静压整体成形技术具有以下优点:
1. 高精度和高表面质量:热等静压成形可以实现近净成形,减少后续加工的需求,从而提高成品的精度和表面质量。
2. 省材料和节能环保:热等静压成形技术可以将金属原料的利用率提高到90%以上,减少材料浪费。
同时,相对于传统的
机械加工方法,热等静压成形不需要大量削减金属材料,节约能源,并且减少了废弃物和废气的产生,对环境更友好。
3. 生产效率高:热等静压成形可以一次完成多个工序,减少了制造过程中的中间传递和安装时间,提高了生产效率。
4. 适用性广:热等静压成形技术适用于各种金属材料,包括钢、铁、铝等,能够制造出各种形状和尺寸的复杂零件。
总之,复杂金属零件热等静压整体成形技术是一种先进的制造
方法,具有高精度、高效率、高环保等优点,被广泛应用于航空航天、汽车、船舶等领域的零部件制造。
热等静压(HIP)技术在金属材料方面的应用
热等静压(HIP)技术在金属材料方面的应用热等静压(HIP)技术于本世纪50年代中期问世。
经过40多年的发展现已成为世界高性能材料生产不可缺少的一项技术,同时也成为新材料开发中的重要高新技术。
我国HIP技术开发始于70年代。
在近30年的发展中,不仅取得不少可喜的成果,而且这些成果已在许多领域中得到了应用。
HIP′99国际会议在北京召开,无疑为我国从事HIP研制人员提供了不可多得的与国际同行进行直接交流的机会,并将有利于我国HIP技术的发展。
为了使广大读者对本届会议内容有一个概略的了解,本文对当前HIP技术在金属材料方面的应用进行了综合评述,其重点在钛合金、高温合金、铍材和难熔金属的应用方面。
1 HIP技术在钛合金方面的应用在近期的应用中,钛合金铸件经HIP致密化处理后最重要的应用仍然在商业方面。
这是由于钛合金铸件可以制备大型、异型的净成形产品,因此大幅度降低部件的制造成本。
HIP处理虽然使合金的强度水平略有下降,但它使材料的塑性及疲劳寿命增加,并使其力学性能的分散度下降,从而提高材料使用性能的可靠性。
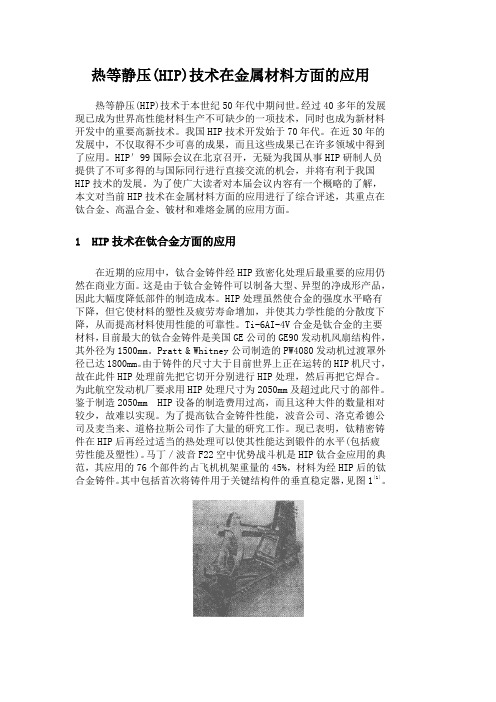
Ti-6AI-4V合金是钛合金的主要材料,目前最大的钛合金铸件是美国GE公司的GE90发动机风扇结构件,其外径为1500mm。
Pratt & Whitney公司制造的PW4080发动机过渡罩外径已达1800mm。
由于铸件的尺寸大于目前世界上正在运转的HIP机尺寸,故在此件HIP处理前先把它切开分别进行HIP处理,然后再把它焊合。
为此航空发动机厂要求用HIP处理尺寸为2050mm及超过此尺寸的部件。
鉴于制造2050mm HIP设备的制造费用过高,而且这种大件的数量相对较少,故难以实现。
为了提高钛合金铸件性能,波音公司、洛克希德公司及麦当来、道格拉斯公司作了大量的研究工作。
现已表明,钛精密铸件在HIP后再经过适当的热处理可以使其性能达到锻件的水平(包括疲劳性能及塑性)。
马丁/波音F22空中优势战斗机是HIP钛合金应用的典范,其应用的76个部件约占飞机机架重量的45%,材料为经HIP后的钛合金铸件。
钛合金铸件的热等静压和氢处理工艺研究

内蒙古 乌 兰浩 特 市钢 铁 有 限 责任 公 司 张 满
北京 航 空材 料 研 究 院
南
海
黄
东
曹 国平
摘 要 : 文 主要 介 绍 了钛 合金 铸 件使 用 的 热等 静 压处 理 ( I ) 氢 处 理 ( H 这 两 种 热处理 工 艺 对 其 显微 组 织 和 本 HP及 T T) 力 学性 能 的影 响 以及 工 程 应用 。热 等 静压 处理 可 以消 除铸 件 内部 的封 闭孔 洞 , 少铸 件 缺 陷。氢处 理 可 以显 著提 高 钛 减 合 金 的拉伸 、 劳 、 久 等 性 能。 疲 持 主题 词 : 等静 压 处理 氢处 理 钛 合 金 热 A s atI i p p r iw sdsu sdta eef t o otema t am ns bt c : t s a e,t a i se th f cs f w r l r t e t r nh c h t e t h e — H a I s t rsig( P a d e ts t i Pe s HI) n o ac n
维普资讯
专 题 论 述 — — 钛 合 金 铸 件 的热 等 静 压 和 氢处 理 工 艺 研 究 520 中 国 铸 造 装 备 与 技 术 10 2
四岛
Su yo Hetss l rsiga dT emoy rg nTet n td f a ot i P es h r h do e rame tf I ac n n o
用。
不 同 的钛合 金 的相组 成 不 同 ,其 铸 件 的热 等 静 压具
体 工 艺 参 数 也 都 不一 样 。 目前 最 常 用 的钛 合 金 T6 1V iA 4
大型复杂钛合金薄壁件精铸成形技术研究进展

大型复杂钛合金薄壁件精铸成形技术研究进展赵瑞斌【摘要】Large complex thin-walled titanium alloy precision casting is the most advanced technologies in the world of military and civil aviation field.This paper introduces its process flow, technical features and the domestic and international research frontier achievements. Combined with the most popular international computer numerical simulation and 3D print and other new technology, summarizes the research trend and development direction of this technology in China: theory research strengthen of the investment casting process, research of titanium alloy design and exploration of large thin wall complex higher performance of casting titanium alloy, construction of model library, development of automatic coating machine slurry and sanding process, better quality management and control of the whole process, more emphasis on application of 3D printing technology in the fields of the manufacture and investment casting process of titanium alloy.%大型复杂薄壁钛合金精密铸造技术是当今世界军用与民用航空领域的尖端技术。
航空发动机涡轮叶片精密成形技术分析
航空发动机涡轮叶片精密成形技术分析航空发动机涡轮叶片是发动机中非常关键的部件,其性能直接影响着发动机的工作效率和稳定性。
涡轮叶片的制造工艺和精密成形技术显得尤为重要。
本文将分析航空发动机涡轮叶片的精密成形技术,并介绍其制作工艺及相关的发展动态。
一、涡轮叶片制造工艺1.铸造工艺涡轮叶片的制造原料通常为高温合金,通过铸造工艺进行生产。
铸造工艺主要包括原料准备、模具制作、熔炼浇注、冷却固化等工序。
在具体的生产制造过程中,铸造工艺需要高度的精密度和专业的技术来保证叶片的质量和性能。
2.金属成形工艺金属成形工艺是将金属材料通过加热软化后,利用压力和模具进行成形。
这种工艺在涡轮叶片的制造中应用广泛,可分为锻造和压铸两种方式。
其中锻造工艺适用于生产较大型、较复杂结构的涡轮叶片,而压铸工艺则适用于生产批量较大、形状较为规则的叶片。
3.热等静压工艺热等静压工艺是通过将金属粉末装入模具后,进行高温高压处理,使得粉末颗粒在原子级别上发生结合。
这种工艺可以制作出具有优异超高温性能和抗疲劳性能的涡轮叶片。
二、涡轮叶片精密成形技术分析1.数控机床加工技术数控机床加工技术是目前涡轮叶片精密成形中应用较多的一种技术,其主要是通过电脑控制机床进行切削加工,能够实现高精度、高效率和高质量的加工。
数控机床加工技术在提高涡轮叶片的精密度和表面质量方面起到了重要的作用。
2.激光成形技术激光成形技术是一种利用激光束对金属材料进行熔化和成形的技术,可实现对涡轮叶片的高精度成形和表面处理。
激光成形技术具有无污染、灵活性高、加工效率高等优点,是目前涡轮叶片精密成形技术中的一种新兴技术。
3.电火花加工技术电火花加工技术是利用电脉冲放电的原理,通过在工件表面产生高温高压的等离子体进行加工,可以实现对涡轮叶片的微细加工和表面处理。
电火花加工技术具有高精度、高表面质量和加工难度低的特点,适用于对涡轮叶片的精密加工。
以上介绍的技术只是涡轮叶片精密成形技术中的一部分,随着科技的不断发展,会有更多更先进的技术不断涌现,为涡轮叶片的精密成形提供更多可能。
飞机发动机涡轮叶片的制备工艺研究
飞机发动机涡轮叶片的制备工艺研究飞机发动机是现代高科技的代表,其关键零件之一——涡轮叶片,也是发动机性能的重要决定因素。
涡轮叶片不仅需要在高速高温的环境下承受巨大的压力,还需要具备超高的精度和一个优良的空气动力学特性。
因此,如何提高涡轮叶片的制备工艺、优化加工工艺,是目前涡轮叶片研制领域的重点之一。
一、涡轮叶片的制备工艺涡轮叶片是由高温合金材料制成的,是发动机中最关键、最复杂的零部件之一。
涡轮叶片的制备工艺大体可分为铸造、锻造、热等静压成形、粉末冶金、光切割和精雕等多种方式。
铸造法是一种常用的制备涡轮叶片的方法。
其工艺简单、成本低,可以生产出形状复杂的大型叶片。
不过由于熔铸会产生气孔和缺陷,其机械性能和机械寿命一般不如锻造和静压成形。
锻造法是一种利用材料塑性变形来进行加工的方法,可以增强材料的机械性能。
常见的锻造方法有自由锻、模锻、轴向模锻等。
锻造法制备的叶片具有良好的疲劳寿命和机械性能,但是对于复杂的叶片形状,锻造的难度较大。
热等静压成形是一种利用高温高压条件下的材料流变和塑性变形来制造涡轮叶片的一种工艺。
静压成形具有制造精度高、组织致密、基体变形少、强度高、耐热性好等优点,是目前制备高端涡轮叶片的主流工艺。
粉末冶金法是将金属粉末经过压制、热处理等工序制成叶片。
其制造精度和自由锻造相当,优点在于不会出现缩孔、气孔等质量问题,适用于小型、多孔等叶片的制作。
光切割法是将纯度超过99.9%的高温合金薄片通过精密加工机床雕刻成复杂的叶片形状。
该法生产的叶片具有超高的制造精度和表面光滑度,并且不需要进行后续的热处理,广泛应用于发动机的高压压气机和低压涡轮中。
精雕法是将锻造或静压成形的大型叶片经过切割、穿孔、钻孔、铣孔、铺堆等工艺,制成小型叶片。
该法可加工出极为复杂的叶片形状,并可以利用基础模具制造多种类型的叶片。
二、涡轮叶片加工工艺优化制备涡轮叶片的过程中,加工工艺是影响叶片成品质量的重要因素之一。
通过对工艺参数、表面特征、材料特性等方面的优化,可以进一步提高叶片的质量和精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于热等静压技术的航空类铸造零件研究摘要:通过分析国际上热等静压技术的在粉末冶金盘、熔模铸造与铸造叶片的固相连接应用的基础上,对国内采用热等静压技术铸造高温合金、钛合金、铝合金、球墨铸铁的生产和实验进行了详尽描述。
阐明,热等静压技术对消除铸件缺陷,细化和均匀组织,提高铸件性能方面具有普遍的效果。
关键词:热等静压铸造组织性能应用热等静压技术(Hot isostatic pressing,简称HIP)是一种集高温、高压于一体的新兴铸造工艺技术,加热温度通常为1000℃到2000℃之间,通过密闭容器中的氮气或其它高压惰性气体为传压介质,工作压力可达200MPa。
在高温、高压的共同作用下,被加工件的各向均衡受压,故加工产品的致密度高、均匀性好、性能优异。
同时该技术具有生产周期短、工序少、能耗低、材料损耗小等特点。
1 国际上热等静压技术在铸造生产中的应用热等静压技术在铸件生产上的应用已经很广泛,例如:航空发动机和船用燃气轮机中涡轮等重要的零部件、大型客机的铝、钛结构件、汽车的重要零部件和生物工程中人工关节的致密化处理等。
热等静压在铸造领域的致密化处理方面应用研究开发较早,是热等静压应用较成熟和完善的领域。
它在航空航天及其它重要的工作环境中的应用已被人们所认知,特别是以美、俄和欧洲各国等工业强国为代表,在军备竞赛中用于航空、航天领域的普遍应用,也早已引起人们的关注,同时也促进了热等静压技术的应用和完善。
目前,正在致力于发电、航海、汽车工业、生物工程等领域的应用。
1.1 热等静压技术在熔模铸造上的应用熔模铸件内部一般都存在着缩松等缺陷,使其力学性能和使用可靠性比锻件低。
为获得致密的熔模铸件,热等静压技术已被广泛用于航空发动机的涡轮叶片及其他熔模铸件上。
用热等静压技术处理熔模铸件,能减少铸件内部裂纹、缺陷和焊接后裂纹,很大程度改善了熔模铸件性能。
由于热等静压技术是利用高温和高压、靠金属蠕变和塑性变形让铸件内部疏松、热裂等缺陷愈合,而形状和尺寸变化很小,通常测不出来。
处理后铸件密度可达到金属理论密度,使组织均匀化,从而提高性能并使性能分散程度下降,热等静压技术处理可使镍基高温合金,钛合金和铝合金的高温低周疲劳性能提高3~10倍;使镍基高温合金和钛合金的断裂应力提高1.5~2倍,使用寿命提高2~3倍,使铝合金的疲劳寿命提高3倍,使铸件性能变化和分散程度降低到20%左右。
所以,英美许多航空制造企业规定热等静压技术是叶片等关键熔模铸件必需工序,欧美许多钛合金铸件利用热等静压技术处理。
比如西德蒂塔尔公司、比利时钛技术公司和美国钛技术公司中,热等静压加工量为20%~80%。
而随着航空发动机制造技术的不断发展,许多大型机匣和中介机匣,扩压器等部件,已经由锻、铸件组合改进为整体精密铸造,并大量采用了高温合金、钛合金和不锈钢、耐热钢等高性能铸件,提高了发动机部件的整体协调性和一致性。
目前,欧美等工业强国已明确要求钛合金、高温合金整体铸件需使用热等静压技术用于清除内部缺陷,改善合金的微观组织和性能。
1.2 热等静压技术在铸件固相连接上的应用目前,航空发动机零件铸造工艺上广泛使用直接热等静压成形技术,即不采用挤压设备直接热等静压成形粉末冶金高温合金零件,多用于涡轮盘的铸造。
美国已经开始使用该技术制造双合金涡轮叶盘,叶盘的轮毂部位使用具有细晶组织的镍基粉末高温合金,而叶盘的外缘使用具有粗晶组织和优良蠕变性能的镍基超合金铸造叶片环,将两部分粘结成整体叶盘。
铸件与粉末高温合金的连接件有很高的瞬时及持久性能,通过FGH95高温合金粉末盘与DD3单晶铸造叶片的连接试验发现,断裂都不在连接面上。
在550℃及650℃时,试样的断裂在DD3材料一边;而在760℃时,由于此温度已高于涡轮盘的使用温度,断裂发生在FGH95材料一边。
1.3 热等静压技术在单晶高温合金上的应用为减少或消除单晶高温合金中的铸造缺陷,进一步提高单晶高温合金的综合性能,国外已开展了将热等静压技术应用于单晶高温合金的研究。
在对第一代、第二代单晶高温合金中的热等静压应用研究过程中,发现热等静压可有效消除单晶合金枝晶间的疏松和缩孔等缺陷,且显著提高合金疲劳性能。
2 国内热等静压技术的发展研究世界上第一台热等静压机自1955年在美国贝特尔(Battelle)研究所建造以来,已有50年历史了,热等静压设备和工艺日益改善,应用领域不断扩大。
目前,热等静压技术已广泛应用于航空、航天、能源、运输、电工、电子、化工和冶金等行业。
我国的热等静压技术起步较晚,但发展迅猛,从1980年前仅有8台设备,而到了2010年已经发展到近百台,而且北京航空材料研究院做过多种不同材料的研究对比试验。
2.1 DD3高温合金试验选用两种热等静压工艺对DD3合金进行热等静压试验,研究了热等静压对DD3单晶高温合金组织与性能的影响,观察、分析了热等静压及完全热处理后的金相组织,测试了经热等静压并热处理后合金的持久、蠕变及拉伸性能。
结果表明:热等静压工艺可部分或完全消除DD3合金的铸造疏松或缩孔,但导致合金γ′强化相的回溶和不规则长大,热处理后γ′相粗大且立方化和规则性差,合金的中、高温持久和蠕变性能有所降低,对900℃拉伸性能无明显影响。
2.2 K418高温合金和K405高温合金试验针对K418合金和K405合金分别进行了热等静压试验,试验结果为,经热等静压后,K418合金铸态试样断口上的孔洞被消除,而K405合金试样的平均密度由热等静压处理之前的8.149g/cm提升到8.158g/cm,说明可以消除合金中的气孔类缺陷,使合金进一步致密化。
由于热等静压处理多在γ′相溶解温度左右进行,它实际上相当一次高温固溶或均匀化处理,所以合金显微组织发生了较大的变化,处理后合金偏析减小,更加的均匀。
2.3 K18高温合金试验针对涡轮叶轮用K18高温合金的热等静压处理进行了研究。
结果表明,通过热等静压处理,疏松缺陷减少,显微组织均匀细化,合金致密度提高,而且力学性能得到了改善。
热等静压处理虽然使合金的强度水平略有下降,但它使材料的塑性及疲劳寿命增加,并使其力学性能的分散度下降,从而提高材料使用性能的可靠性。
2.4 QT600-3合金球墨铸铁试验针对QT600-3合金球墨铸铁力学性能的影响进行研究,试验结果证明,热等静压工艺有效地消除了缩松缺陷,从而有效地提高了材料的塑性性能,合金球墨铸铁的延伸率由3.2%提高至6.6%,提高约100%,同时材料的拉伸性能也由940MPa提高至1061MPa,提高12.8%。
3 在航空类零件铸造中应用热等静压技术需注意的问题航空类零件广泛应用了钛合金材料,钛合金铸件经热等静压处理后,会使合金的显微组织发生一定的变化,内部孔洞与疏松被挤压而焊合,使密度和力学性能均能得到改善。
热等静压的效果是否显著,在很大程度上取决于处理前铸件的质量,低质量的铸件经处理后,其性能大大改善,通常可提高10倍。
高质量的铸件本来就致密,成分和性能也比较均匀,经过处理后疲劳性能会有大的改善,其他方面性能的改善就不十分明显。
如果该铸件对疲劳性能要求不是很高,从经济方面考虑,不需进行热等静压处理。
采用热等静压工艺修复铸件缺陷,具体来看这种修复首先是通过蠕变和变形,然后通过破坏表面的渗透扩散粘结而实现的。
通过这种热处理,铸件具有均匀、充分致密化的结构。
在处理过程中,温度应保持在材料的塑性变形范围内,即温度应高到利于扩散粘结的程度,但同时在此条件下又应使温度尽量低,以避免微观结构上的不利变化如晶粒长大的出现。
但热等静压工艺不能清除与表面相关的缺陷,若要消除此类缺陷需使用包套作为承受高压气体的屏障。
此外,当金属与金属接触受到阻碍如缺陷表面已被氧化或孔中的气体不能扩散到材料中时,扩散连接就不能实现。
表面下气孔的消除显著改善了铸件加工表面的粗糙度,从而使其耐磨性提高,改善了密封区的气密性和初始区的耐腐蚀性。
4 结语热等静压技术在欧美等发达国家经过50余年的发展,已广泛应用,技术趋于成熟,成为产业化生产高性能材料和元件的通用方法,并在大型热等静压设备中采用了先进的快速冷却系统,使生产周期减半,提高了生产效率,生产成本大幅降低。
我国经过30多年的努力,热等静压技术从无到有、从小到大,应用规模不断扩大,在航空领域也逐渐加深认识并在工程化中得到应用。
但由于国内热等静压技术还不完全成熟,关于在铸件生产中的积极作用,相关领域的专家认识并不完全统一,热等静压技术在铸件生产工程化中的应用还有待于深入研究和完善。
参考文献[1] 张义文.热等静压技术新进展[J].粉末冶金工业,2009,19(4):32-39.[2] 尚文静.热等静压(HIP)技术和设备的发展及应用[J].有色冶金设计与研究,2010,31(1):18-21.[3] 姜不居.熔模铸造的现状和未来[J].特种铸造及有色合金,1998(4):18-22.[4] 呼和.镍基铸造高温合金的热等静压处理[J].金属学报,2002,38(11):1199- 1202.[5] 呼和.等静压技术进展[M],北京:北京工业出版社,1996:187-195.[6] 张树才,郭志俊,王跃旗,等.涡轮叶轮用铸造高温合金的热等静压处理研究,CNKI:33-1331/TJ.20110704.[7] 王声宏.热等静压(HIP)技术在金属材料方面的应用[J].粉末冶金工业,1999,9(6):18-24.[8] 谷怀鹏,张勇.合金球墨铸铁热处理及热等静压工艺研究[J].科技创新导报,2009(20):78-79.[9] 韩梅,骆宇时.热等静压对DD3单晶高温合金组织与性能的影响[J],材料工程,2008(8):40-43.[10] 聂小武.航空航天用钛合金的铸造工艺及发展[J].金属加工,2010(13):26-32.[11] 谌启明,杨靖,单先裕等.热等静压技术的发展及应用[J].稀有金属与硬质合金,2003,31(6):33-38.。