GS-QR-QA-018 A0 IPQC巡检异常登记表
QR-QC-011A IPQC检测记录表

IPQC檢測記錄表2
生産批號
産品名稱
模腔數
執行標準
敬記公司檢驗標準客戶提供的檢驗標準
樣板編號
時間
項目數據
[mm]
標準
公差
[mm]
標準
公差
[mm]
標準
公差
[mm]
標準
公差
[mm]
標準
公差
重量[g]
標準
公差
容量[ml]
標準
公差
功能性檢測
配合試驗
滲漏試驗
墜落試驗
衝壓實驗
不合格數
合格判定
不合格處理措施:
備註:
注:配合實驗時應注意蓋是否是所要配合的蓋,最好核對圖紙測量其尺寸,在不合格處理措施中,需填寫相關單據[如制程異常通知單、制程異常聯絡單]的編號,如産品被判定爲不合格,需詳細填寫不合格內容。如測量數據超過公差,則用熒光筆將數據塗上色彩;
IPQC:審核:
表码:QR-QC-0011A
品质管理之IPQC巡检记录表

客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
IPQC巡检记录
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:
客户:*** 型号: 生产单号: 编号:。
IPQC巡查记录表
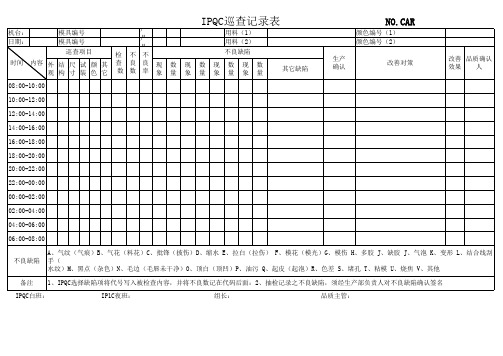
机台: 日期: 模具编号 模具编号 巡查项目 时间 内容 外 结 尺 试 颜 其 观 构 寸 装 色 它 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 20:00-22:00 22:00-00:00 00:00-02:00 02:00-04:00 04:00-06:00 06:00-08:00 不良缺陷 备注 产品名称(1) 产品名称(2) 检 不 不 查 良 良 数 数 率 现 象 数 量 现 象 数 量 现 象 用料(1) 用料(2) 不良缺陷 数 量 现 象 数 量 其它缺陷 生产 确认
IPQC白班:
Байду номын сангаас
NO.CAR
颜色编号(1) 颜色编号(2) 改善对策 改善 品质确认 效果 人
A、气纹(气痕)B、气花(料花)C、批锋(披伤)D、缩水 E、拉白(拉伤) F、模花(模光)G、模伤 H、多胶 J、缺胶 J、气泡 K、变形 L、结合线刮 手( 水纹)M、黑点(杂色)N、毛边(毛唇未干净)O、顶白(顶凹)P、油污 Q、起皮(起泡)R、色差 S、堵孔 T、粘模 U、烧焦 V、其他 1、IPQC选择缺陷项将代号写入被检查内容,并将不良数记在代码后面:2、抽检记录之不良缺陷,须经生产部负责人对不良缺陷确认签名 IP1C夜班: 组长: 品质主管:
IPQC巡检报表(焊接)

客户名称
批量日期料号产品生产阶段版本8:00-10:0010:00-12:0013:30-15:3015:30-17:3018:30-20:3020:30-22:30审核:测试步骤测试方法、参数设置是否与规格
要求、作业指导书一致。
焊接品质焊点是否有虚焊、连锡短路、浮
高、锡珠、极性焊反不良。
镍片拉力测试
镍片焊接后拉力测试≥2.5KG。
物品PCB 印字清晰,版本正确,无刮伤、
露铜、裂缝。
元器件无错料、变形、、破损、丝印印字清晰,极性无错误,位置极性
方向与PCB印字一致。
机种名
称
不良内容
作业人员是否有上岗证,各工序是否按要求佩戴静电环与防护手套。
静电环是否有点检记录,是
否有不良静电环未更换继续使用。
站
别巡检内容巡检时间焊
接人员设备是否有标识、摆放是否按规定放
置。
作业方法
生产品是否有作业指导书,作业
员作业方法是否与作业指导书一
致。
线别
備注:IPQC巡检时按照“巡检内容”依次核对相关内容,巡检合格后在巡检时间下依次打“√”,反之不合格项打“╳”,每2小时抽检相关产品工序5PSC以上。
核准:巡检员:
作业流程生产品是否按照工程流程图作
业,是否有漏工序与增加工序。
检验规格
有无定期保养/校验记录,烙铁温度是否与作业指导书一致,是
否有点检记录,接地是否良好。
物料料号、规格要求是否与规格要求、BOM、作业指导书、样品一致。
A0。
实验室检验异常调查记录表
实验室调查员:日期:
实验室调查总结报告
报告者:日期:实验室调查员:日期:
QA人员:日期:质量部经理:日期:
微生物结果超标、异常调查记录表
编号:YY/SMP-QA-ZL-010-003
调查报告编号
确认OOS结果的发现
及向主管报告
检验员:
日期:
质保部经理:
日期:
样品名称
批次
样品类型(标示出一种)
3.试验操作是否完全依照检验方法进行?
是□否□NA□
4.供试品是否进行预混合?
是□否□NA□
5.供试品称样量及方式是否正确?
是□否□NA□
6.加入的试剂是否正确?
是□否□NA□
7.加入的试剂量、浓度及配制是否正确?
是□否□NA□
8.转移及定量稀释或定容是否正确?
是□否□NA□
9.比色时使用的比色管高度与颜色是否一致,比色方式是否正确?
□预期超标(说明):
调查项目
调查结果
取样检查
1.取样员是否经过培训?
是□否□NA□
2.取样员是否按照SOP规定进行取样?
是□否□NA□
3.取样操作时有无异常情况?(污染、混淆、异物等)
是□否□NA□
样品检查
1.样品的品名、批号是否正确?
是□否□NA□
2.样品的外观、储存是否正常?
是□否□NA□
3.样品使用时是否有偏差因素?
□其它:
调查人员:日期:
QA:日期:
下一步行动计划:
□再分析□再取样□再检验□其它:
调查人员:日期:
QA:日期:
实验室行动完成日期及检验结果:
检验员:日期:
实验室调查员:日期:
内部稽核异常汇总表

5
数据分析按文件要求统计分析,保存记录
品质部
6
量测仪器须统一编号并校正
文管
7
产品标示及不合格区域标示
生产部
8
测试报告L-8B未作不良原因分析,
改善方案,追踪情况等相应管控
生产部
9
维修日报表L-8B中维修结果项目中
填写是原因,无维修结果相关描述
生产部ቤተ መጻሕፍቲ ባይዱ
10
生产日报中未填定不良数
生产部
11
生管排程,作修订,按每日生产排计划
采购
23
未向各部门发放《教育训练需求调查表》
人事
24
未制作《年度教育训练计划》
人事
25
未对特定人员作资格鉴定
人事
26
未对讲师资格作评定
人事
27
管理责任文件中目标与品质目标不符,须更正
文管
28
繁简体转换。如:《工程变更管制作业程序》
文管
29
召开8月份品质月会议,并记录
管理代表
30
追踪以上事项
管理代表
资材部
12
相应须外发加工产品反应制造单备注栏内
资材部
13
现场区域划分、标示(包括流程标示)
如:物料暂放区、包材区成品区等
生产部
14
F3、F2仓库平面图
仓库
15
F3、F2仓库部分产品物料卡未制作。
如:288S固定胶块
仓库
16
产品分类标示清楚为原则
仓库
17
《供应商基本资料》应建立档案管理
采购
18
现行有交易厂商应列入《合格供应商名录》内
采购
19
IPQC巡线检查记录表

1.IPQC必须严格按时间段巡检,矩阵单批大于5PCS,其他产品单批大于20PC做首件检验,线材类不记入内; 说明 2.无异常则记录检验结果,有异常记录异常现像,并将详细情况记录于异常描述; 3.异常需反馈到生产主管,品质异常由品质主管直接处理,如有重大异常需出具《纠正与预防措施报告》; IPQC: 审核: ZD-QR-PZ-008
IPQC巡线检查记录表
日期: 订单号: 规格型号: 检测项目\检查时间 送检单确认 来料 来料检验标准确认 订单确认 烧录 作业指导书确认 焊接 半成品 操作方法 摆放方式 老化 标识记录 订单确认 组装 操作方法 订单确认 成品 测试方法 订单确认 包装 包装方法 订单确认 出货检验 检验方法 按照QA成品出货检验标准作业 工艺符合作业指导书要求 是否理解客户订单要求 工艺符合作业指导书要求 与订单要求一致 工艺符合作业指导书要求 与订单要求一致 记录清晰、准确 与订单要求一致 工艺符合作业指导书要求 整齐、区域正确 焊接工艺检查 订单确认 按作业指导书要求烧录程序 外观正常、焊锡符合要求 与订单要求一致 是否按来料检验标准作业 与订单要求一致 实物是否与送检单一致 产品品名: 订单数: 9:00-12:00 13:30-18:00
IPQC巡检表-模板

4.3 软件版本:
4.4 二维码打印是否良好:
机型:
颜色 代码:
4.5 机标IMEI:
VC:
S/N:
次/2H 次/2H 次/2H 次/2H 次/4H
4.6 IMEI写号位配置参数是否正确(特别是IMEI号的设定,版本的设定 CE码:
次/4H
4.7 振动,高温,老化测试是否按SOP操作 4.8 保压夹具,风蛇是否按工艺卡操作使用; 4.9 异常问题的改善措施是否正确执行;
3.2 物料的符合性确认,物料料号、描述、厂家 与BOM是否一致;
次/班 次/班 次/2H 次/班 次/班 次/2H 次/2H
3.3 特殊指定物料是否符合要求; 4.1 各工位是否有相对应机型的操作指导书;
次/班 次/2H
4.2 各工位操作方法、使用工装治具、作业结果是否符合指导书要求;
4.3 下载工位选用软件版本是否正确;
即时
IPQC抽检记录 IMEI码 (2PCS/2H) 结果
IMEI码 结果
注①:稽查通过的,在栏中打"√",稽查不合格的在对应档中记录"×";不涉及的在对应栏里打“/”; 注②:工序目标不良管控时机:关键检查工位不良超标, IPQC 发出“品质异常处理单”要求分析、改善;不合格项经确认已导致已包装品存在不合格品,各部门作出相应处理; 注③:IPQC将问题记录“IPQC每日巡线报告”,记录发生的区域(工位)、问题描述、影响产品台数等信息,并在15分钟内重检并记录结果;发现问题时,IPQC通知线长一起进行确认,并对改善效果进行确认,在生产线改善措施 无效或没有改善动作时,IPQC将该问题及时反馈给组长/工程师处理。 注④:要求责任人在“IPQC每日巡线报告”中回复改善措施,完成日期; 注⑤:巡检频次如上表格规定的时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8:00—10:0010:00—12:0013:30—15:3015:30—17:3018:30—1. 检查生产线是否按BOM 表生产首样、首件,然后对首样生产
2. 生产员工是否按指导书作业,动作方式、工具等是否正确
3. 物料标示、摆放是否正确、是否合理
4. 作业过程有无漏漏贴、漏检、误判等
5. 产线上有无螺丝、弹垫、杂物等未清理干净的工具,产品是否干净
6. 产品包装、标识、配件是否正确;
7. 员工有无按照《净化车间管理条例》穿戴无尘服、口罩、内帽等
8. 线上物料是否在有效期内,是否符合规格书要求
9. 所有产品来料有无不良现象如:尺寸、划痕、变形、变色、色差
10.产品功能测试(配置、设定参数、接口)有无异常
11.工作台、货架等应保持无灰尘、无油污
12.机器设备是否按规定时间点检;
13.员工纪律、是否随意离岗、地面卫生是否洁净
14.机器设备参数是否在工艺参数范围内
15.车间温湿度是否在工艺文件规定范围内
16.其它
品质异常:责任人IPQC 拟制: 审核: 核准:
纠正预防措施:深圳市冠盛光电有限公司
IPQC巡检异常登记表
巡查项目
巡查结果SHENZHEN GUANSHENG PHOTOELECTRIC CO.,LTD
表单编号/版本:GS-QR-QA-018/A0。