金属材料成形过程中的行为与性能变化
挤压铸造双金属复合材料成型工艺及性能分析

世界有色金属 2023年 5月上10冶金冶炼M etallurgical smelting挤压铸造双金属复合材料成型工艺及性能分析户 芳,高秀峰,叶 云(山西晋中理工学院,山西 晋中 030600)摘 要:双金属复合材料是一种具有高利用率、综合性能优于其它金属材料的新型浇铸材料,为此,本文对挤压铸造工艺和性能进行了分析。
首先,通过对双金属复合材料的模态结构的建模、固液复合度的控制、双金属材料的包覆温度和退温成型等方面的研究,而后对其成型过程进行了分析,最后再对其导电性、轻量化等方面作了较为深入的研究。
关键词:复合材料;性能分析;挤压铸造;成型工艺中图分类号:TG249.2 文献标识码:A 文章编号:1002-5065(2023)09-0010-3Forming Technology and Performance Analysis of Squeeze Casting Bimetal CompositesHU Fang, GAO Xiu-feng, YE Yun(Shanxi Jinzhong Institute of Technology,Jinzhong 030600,China)Abstract: Bimetal composite material is a new type of casting material with high utilization rate and better comprehensive performance than other metal materials. Therefore, the squeeze casting process and performance are analyzed in this paper. First of all, through the research on the modeling of the modal structure of the bimetallic composite, the control of the solid-liquid composite, the coating temperature of the bimetallic material and the annealing molding, the molding process is analyzed, and finally, the conductivity and lightweight of the bimetallic composite are further studied.Keywords: composite materials; Performance analysis; Squeeze casting; Forming process收稿日期:2023-03作者简介:户芳,女,生于1988年,汉族,山东曹县人,硕士研究生,助教,研究方向:材料成型。
简述熔融沉积成型的成型原理

简述熔融沉积成型的成型原理熔融沉积成型是一种高效、精确的制造技术,可以实现复杂零件的快速制造。
其成型原理主要基于熔融金属的沉积和凝固过程。
在熔融沉积成型过程中,金属材料首先被加热至其熔点以上,使其变为熔融状态。
然后,通过控制加热源的移动和喷射速度,将熔融金属喷射到工件的特定位置上。
在喷射过程中,熔融金属与已有的材料层发生热交换,迅速冷却并凝固。
随着喷射的持续进行,熔融金属逐渐沉积在工件上,形成所需的形状和结构。
熔融沉积成型的成型原理可以分为以下几个关键步骤:1. 材料预处理:在熔融沉积成型之前,需要对金属材料进行预处理。
这包括去除表面的氧化物和杂质,以确保沉积的金属材料具有良好的质量和精度。
2. 加热和熔化:通过引入高温能源,如激光束或电弧,将金属材料加热至其熔点以上,使其变为熔融状态。
在熔化过程中,金属材料的颗粒逐渐熔化并形成液态金属。
3. 喷射和沉积:通过控制加热源的移动和喷射速度,将熔融金属喷射到工件的特定位置上。
喷射过程中,熔融金属与已有的材料层发生热交换,迅速冷却并凝固。
随着喷射的持续进行,熔融金属逐渐沉积在工件上,形成所需的形状和结构。
4. 层与层的连接:在沉积过程中,各层之间需要保持良好的连接。
这可以通过控制喷射参数、调整喷射路径和优化沉积策略来实现。
确保各层之间的连接性对于最终工件的性能和质量非常重要。
5. 结构调整和后处理:在完成沉积过程后,可能需要对工件进行结构调整和后处理。
这包括去除不需要的材料、表面光洁处理、热处理等。
这些步骤可以进一步提高工件的质量和性能。
熔融沉积成型技术的成型原理基于金属材料的熔化和凝固过程,通过控制喷射参数和沉积策略,可以实现复杂零件的高精度制造。
与传统的制造方法相比,熔融沉积成型具有快速、灵活和可定制性强的优势,被广泛应用于航空航天、汽车制造、医疗器械等领域。
随着材料科学和制造技术的不断发展,熔融沉积成型技术将进一步推动制造业的创新和进步。
第3章材料形变

3.1本章综述 3.2金属材料的形变
3.2.1金属形变基础 3.2.2金属的弹性变形 3.2.3滑移系统 3.2.4单晶体的塑性变形 3.2.5多晶体的塑性变形 3.2.6合金的塑性变形 3.2.7塑性变形对础
第三章
材料在加工制备过程中或是制成零部件后的工作 运行中都要受到外力的作用。材料受力后要发生变 形,外力较小时产生弹性变形;外力较大时产生塑 性变形,而当外力过大时就会发生断裂。图5.1为 低碳钢在单向拉伸时的应力一应变曲线。
② 孪生是一种均匀切变。而滑移是不均匀的。
③ 孪生的两部分晶体形成镜面对称的位向关系。而滑 移后晶体各部分的位向并未改变。
④孪生对塑性变形的贡献比滑移小得多。但孪生能改 变晶体取向,使滑移转到有利位置。
⑤ 由于孪生变形后,局部切变可达较大数量,所以在 变形试样的抛光面上可以看到浮凸,经重新抛光后,表面 浮凸可以去掉,但因已变形区和未变形区的晶体位向不同, 所以在偏光下或侵蚀后仍能看到孪晶。而滑移变形后的试 样经抛光后滑移带消失。
(2)弥散分布型两相合金(两相尺寸、性能相 差很大)
聚合型合金的塑性变形
材料科学基础
第三章
该类合金具有较好的塑性,合金的变形能力取 决于两相的体积分数。可按照等应力(变)理论 来计算合金在一定应变条件下的平均流度应力 和在一定条件下的平均应变,则由混合定律计 算得:P172式。而实际上这类合金滑移首先 发生在较软的相中。
滑移系主要与晶体结构有关。晶体结构不同,滑移系不同; 晶体中滑移系越多,滑移越容易进行,塑性越好。
结论:① 滑移面和滑移方向往往是金属晶体中原子排列的最 密排面和最密排晶向。
如fcc: {111} <110>
金属材料成型加工中的退火工艺与性能研究

金属材料成型加工中的退火工艺与性能研究引言:金属材料的成型加工是工业生产中不可或缺的环节,而退火工艺则是其中重要的一部分。
退火可以改善金属材料的性能,使其具备更好的可塑性、韧性和强度。
本文将探讨金属材料成型加工中的退火工艺与性能研究,以期为相关领域的研究和应用提供一定的参考。
一、退火工艺的定义与分类退火是指通过加热和冷却的方式,使金属材料的晶体结构发生变化,从而改变其性能。
根据加热温度和冷却速度的不同,退火可以分为多种类型,如全退火、等温退火、时效退火等。
不同的退火工艺适用于不同的金属材料和成型加工要求。
二、退火工艺对金属材料性能的影响1. 可塑性的提高:退火过程中,金属材料的晶体结构发生再排列,晶界得到清晰化和细化,从而提高了材料的可塑性。
这使得金属材料在后续的成型加工中更容易塑性变形,形成所需的形状。
2. 韧性的改善:退火可以消除金属材料中的内应力,减少晶界的断裂和晶粒的断裂,从而提高材料的韧性。
这对于一些需要承受冲击或振动负荷的零件尤为重要。
3. 强度的调控:通过不同的退火工艺,可以调节金属材料的晶粒尺寸和晶界结构,从而改变其强度。
全退火可以使晶粒尺寸变大,提高材料的强度,而时效退火则可以使晶界结构更加均匀,提高材料的抗拉强度。
4. 微观组织的改善:退火还可以消除金属材料中的组织缺陷,如晶格缺陷和位错。
这使得材料的结构更加均匀,减少了内部的应力集中,提高了材料的整体性能。
三、退火工艺的研究方法1. 实验研究:通过设计不同的退火工艺参数,如温度、时间和冷却速度等,对金属材料进行退火处理,并对处理后的材料进行性能测试。
实验研究可以直观地观察到退火工艺对材料性能的影响。
2. 数值模拟:利用计算机模拟方法,建立金属材料的退火过程模型,通过模拟不同工艺参数下的晶体结构演变和性能变化,预测退火工艺对材料性能的影响。
数值模拟可以为实验研究提供理论依据和参考。
3. 综合分析:将实验研究和数值模拟的结果进行综合分析,探讨不同退火工艺参数对金属材料性能的综合影响。
流体力学在金属材料成型中的应用研究
流体力学在金属材料成型中的应用研究引言流体力学是一门研究流体静力学和流体动力学的学科,通过对流体的运动和力学性质的研究,可以对金属材料成型过程中的流体行为进行深入分析和研究。
金属材料成型是制造业中的关键工艺之一,了解其形变行为对提高成品的质量和加工效率具有重要意义。
本文将介绍流体力学在金属材料成型中的应用研究,包括金属材料成型的基本原理、流体力学的基本理论以及其在金属材料成型中的应用案例。
金属材料的成型原理金属材料的成型是指通过对金属材料进行加工,改变其形状、大小和性能的过程。
根据材料以及制造工艺的不同,金属材料成型可以分为压力成型和非压力成型两大类。
压力成型是指将金属材料置于模具中,在施加一定压力的作用下,使其产生塑性变形,从而得到所需的形状。
常见的压力成型工艺有锻造、挤压、轧制等。
非压力成型是指将金属材料通过熔化、凝固、结晶等方式实现形状改变。
常见的非压力成型工艺有铸造、熔模铸造、凝固等。
无论是压力成型还是非压力成型,都离不开流体的运动行为。
因此,流体力学的应用在金属材料成型中具有重要意义。
流体力学的基本理论流体静力学流体静力学研究不可压缩流体在静止状态下的力学性质。
不可压缩流体满足以下基本方程:•连续性方程:$\ abla \\cdot \\mathbf{v} = 0$•动量方程:$\\rho \\mathbf{v} \\cdot \ abla \\mathbf{v} = - \ abla p + \\mu \ abla^2 \\mathbf{v}$•状态方程:$p = p(\\rho)$其中,$\\rho$为流体的密度,$\\mathbf{v}$为流体的速度场,p为流体的压力,$\\mu$为流体的动力黏度。
流体动力学流体动力学研究流体在运动状态下的力学性质。
流体动力学包括不可压缩流体动力学和可压缩流体动力学两个方面。
不可压缩流体动力学满足以下基本方程:•连续性方程:$\ abla \\cdot \\mathbf{v} = 0$•动量方程:$\\rho \\mathbf{v} \\cdot \ abla \\mathbf{v} = - \ abla p + \\mu \ abla^2 \\mathbf{v} + \\mathbf{f}$•能量方程:$\\rho \\left( \\frac{\\partial e}{\\partial t} + \\mathbf{v} \\cdot \ abla e \\right) = - p \ abla \\cdot \\mathbf{v} + \\mu \ abla \\mathbf{v} : \ abla \\mathbf{v} + \\mathbf{f} \\cdot \\mathbf{v} + q$ 其中,$\\mathbf{f}$为流体所受的外力密度,e为单位质量流体的内能,q为单位质量流体的热源强度。
材料成型工艺学 金属塑性加工
二、模锻件的结构工艺性
1. 模锻件上必须具有一个合理的分模面 2. 零件上只有与其它机件配合的表面才需进行机械加工,
其它表面均应设计为非加工表面 (模锻斜度、圆角) 3. 模锻件外形应力求简单、平直和对称。避免截面间差别
过大, 薄壁、高筋、高台等结构 (充满模膛、减少工序) 4. 尽量避免深孔和多孔设计 5. 采用锻- 焊组合结构
自由锻设备:锻锤 — 中、小型锻件 液压机 — 大型锻件
在重型机械中,自由锻是生产大型和特大型锻件的 惟一成形方法。
1.自由锻工序 自由锻工序:基本工序 辅助工序 精整工序
(1) 基本工序 使金属坯料实现主要的变形要求, 达
到或基本达到锻件所需形状和尺寸的工序。 有:镦粗、拔长、冲孔、弯曲、
扭转、错移、切割 (2) 辅助工序
金属的力学性能的变化:
变形程度增大时, 金属的强度及硬度升高, 而塑 性和韧性下降。
原因:由于滑移面上的碎晶块和附近晶格的强烈 扭曲, 增大了滑移阻力, 使继续滑移难于进行所致。
几个现象:
▲ 加工硬化
(冷变形强化): 随变形程度增大, 强度和硬度上升而塑性下降的现象。
▲回复:使原子得以回复正常排列, 消除了晶格扭曲, 致使
§3 金属的可锻性
金属的可锻性:材料在锻造过程中经受塑性变形 而不开裂的能力。
金属的可锻性好,表明该金属适合于采用压力加工 成形; 可锻性差,表明该金属不宜于选用压力加工方法 成形。
衡量指标:金属的塑性(ψ、δ ); 变形抗力(σb、HB)。
塑性越好,变形抗力越小,则金属的可锻性好。
金属的可锻性取决于金属的本质和加工条件。
弹复:
金属塑性变形基本规律:
体积不变定律: 金属塑变后的体积与变形前的体积相等。
金属材料成型工艺
金属材料成型工艺:基本要求与注意事项一、引言金属材料是工业制造中的重要组成部分,其成型工艺对于产品的质量、性能和外观都具有至关重要的影响。
本文将详细介绍金属材料的几种主要成型工艺,包括铸造、锻造、焊接、粉末冶金等,并阐述在金属制作成型和制作过程中需要注意的问题及工艺。
二、金属材料成型工艺1.铸造工艺:铸造是将熔融的金属倒入模具中,待其冷却凝固后形成所需形状的工艺。
铸造工艺适用于制造复杂形状的零件,但易产生气孔、缩孔等缺陷。
2.锻造工艺:锻造是将金属坯料放在砧铁上,通过冲击或压力使其变形,达到所需形状和尺寸的工艺。
锻造工艺适用于制造高强度、耐腐蚀的零件,但易产生变形和裂纹。
3.焊接工艺:焊接是通过高温或压力将两块金属连接在一起的工艺。
焊接工艺适用于制造大型或复杂的零件,但易产生热影响区和应力裂纹。
4.粉末冶金工艺:粉末冶金是将金属粉末在高温下烧结成型的工艺。
粉末冶金工艺适用于制造复杂形状、高精度和小批量零件,但成本较高。
三、金属制作成型和制作需要注意的问题及工艺1.材料选择:根据产品要求选择合适的金属材料,考虑其物理性能、化学成分、力学性能等因素。
2.模具设计:根据产品要求设计合理的模具结构,确保模具的强度、刚度和精度。
3.成型过程控制:严格控制成型过程中的温度、压力、时间等因素,确保产品达到预期的形状和尺寸。
4.质量检测:对成型后的产品进行质量检测,包括外观检查、尺寸检测、无损检测等,确保产品质量符合要求。
5.环境保护:在金属制作成型和制作过程中要注意环境保护,减少废气、废水、废渣的产生,降低能源消耗和碳排放。
6.生产效率:在保证产品质量的前提下,要尽可能提高生产效率,降低生产成本,提高市场竞争力。
四、结论金属材料成型工艺是工业制造中的重要环节,对于产品的质量、性能和外观具有决定性的影响。
在实际生产中,要根据产品要求选择合适的成型工艺,注意材料选择、模具设计、成型过程控制、质量检测、环境保护和生产效率等方面的问题,以确保产品的质量和生产的顺利进行。
工程材料(金属材料)课后习题答案
工程材料参考答案第1章机械工程对材料性能的要求思考题与习题P201.3、机械零件在工作条件下可能承受哪些负荷?这些负荷对零件产生什么作用?p4工程构件与机械零件(以下简称零件或构件)在工作条件下可能受到力学负荷、热负荷或环境介质的作用。
有时只受到一种负荷作用,更多的时候将受到两种或三种负荷的同时作用。
在力学负荷作用条件下,零件将产生变形,甚至出现断裂;在热负荷作用下,将产生尺寸和体积的改变,并产生热应力,同时随温度的升高,零件的承载能力下降;环境介质的作用主要表现为环境对零件表面造成的化学腐蚀,电化学腐蚀及摩擦磨损等作用。
1.4 整机性能、机械零件的性能和制造该零件所用材料的力学性能间是什么关系?p7机器的整机性能除与机器构造、加工与制造等因素有关外,主要取决于零部件的结构与性能,尤其是关键件的性能。
在合理而优质的设计与制造的基础上,机器的性能主要由其零部件的强度及其它相关性能来决定。
机械零件的强度是由结构因素、加工工艺因素、材料因素和使用因素等确定的。
在结构因素和加工工艺因素正确合理的条件下,大多数零件的体积、重量、性能和寿命主要由材料因素,即主要由材料的强度及其它力学性能所决定。
在设计机械产品时,主要是根据零件失效的方式正确选择的材料的强度等力学性能判据指标来进行定量计算,以确定产品的结构和零件的尺寸。
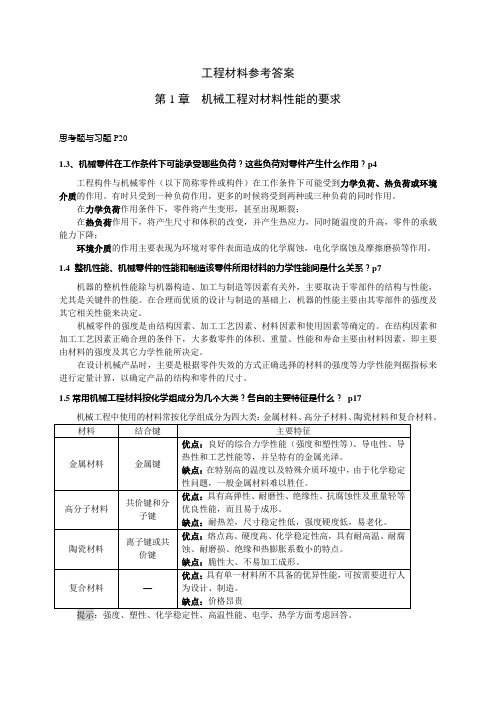
1.5常用机械工程材料按化学组成分为几个大类?各自的主要特征是什么?p17机械工程中使用的材料常按化学组成分为四大类:金属材料、高分子材料、陶瓷材料和复合材料。
1.7、常用哪几种硬度试验?如何选用P18?硬度试验的优点何在P11?硬度试验有以下优点:●试验设备简单,操作迅速方便;●试验时一般不破坏成品零件,因而无需加工专门的试样,试验对象可以是各类工程材料和各种尺寸的零件;●硬度作为一种综合的性能参量,与其它力学性能如强度、塑性、耐磨性之间的关系密切,由此可按硬度估算强度而免做复杂的拉伸实验(强韧性要求高时则例外);●材料的硬度还与工艺性能之间有联系,如塑性加工性能、切削加工性能和焊接性能等,因而可作为评定材料工艺性能的参考;●硬度能较敏感地反映材料的成分与组织结构的变化,故可用来检验原材料和控制冷、热加工质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.3.2 冷塑性变形金属加热时组织和性能的变化 ● 冷塑变后金属处于上述不稳定状态→(加热后)向 稳定状态转变。 ⑴ 回复(recovery) T 不高时,原子短程扩散回到平衡位置,畸变↓, 残余应力↓,理化性能恢复。 ⑵ 再结晶(recrystallization) 通过形核与长大→无畸变的等轴晶,强度↓塑性↑ (加工硬化消除),组织与力性完全恢复。 ⑶ 晶粒长大(grain growth) T↑→晶粒长大→粗等轴晶→性能↓ ⑷影响再结晶晶粒大小的因素: 温度、时间与变形程度(自学)
表3-1 图3-17 图3-18
[本章例题]
[例题1] 钨在1000℃变形加工,锡在室温下变形加工, 说明是热加工还是冷加工(TmW_3399℃,TmSn_232℃)?
分析思路: 从材料学的观点来看,热加工与冷加工的主 要区别在于塑性变形温度是在再结晶温度之上,还是在 之下。凡是在再结晶温度以上进行的塑性变形——热加 工;反之,在再结晶温度以下进行的塑性变形——冷加 工。大量实验证明,纯金属的最低再结晶温度与其熔点 之间存在以下关系:T再≈0.4T熔(用绝对温度表示)。 此题稍加计算,便可知晓。
第3章 金属材料成形过程中的行为与性能变化
3.1 金属的凝固(solidification of metal)
3.2 铸造、焊接过程中材料行为及性能变化
3.3 冷塑性变形过程中的材料行为及性能变化 3.4 热塑性变形过程中的材料行为及性能变化 退出
第3章 金属材料成形过程中的行为与性能变化
• 零件常用的成形方法: 铸 焊 件——整体凝固成形。 件——局部熔化(凝固)连接成形。 如锻件、冲压件及机制件。 • 成形过程中材料内部组织结构有变化→材料行 为、性能变化。
3.2.2 铸锭缺陷(ingot defect)
图3-7 图3-8
• 各种缩孔、缩松:补缩不全造成;
• 气孔:溶解及反应生成的,未完全排出;
• 非金属夹杂物:冶炼过程中带入或生成;
• 各种成分偏析:非平衡冷却、非平衡凝固造成;
分微观偏析(枝晶偏析等)和宏观偏析(区域偏析和
比重偏析等)。
3.2.3 焊接接头与热影响区的特征
[例题3] 某厂用冷拔钢丝绳直接吊运加热至1100℃ 的破碎机颚板,吊至中途钢绳突然断裂。此钢绳是新的 ,事前经过检查,并无疵病。试分析钢绳断裂的原因。 分析思路:考虑两点。 a)冷拔钢丝绳使用前处于加工硬化状态。 b)直接吊运加热至1100℃的破碎机颚板(其质量很大) ,使钢丝绳被加热,随钢丝绳温度的升高,必然发生 回复、再结晶过程,那么加工硬化现象消失,强度、 硬度大大下降.而破碎机颚板重而大,所以致使钢丝绳 发生过量塑性变形而断裂。
图3-15 图3-16
3.4 热塑性变形过程中的材料行为及性能变化
• 热塑性变形加工(hot working) 目的:一是成形;二是改善材料组织与性能。 • 热塑性变形加工对材料的具体影响: ⑴ 改善铸态组织和性能 致密(焊合气孔、疏松),偏析 ↓ ,粗晶细化等,使性 能↑↑。 ⑵ 形成热加工纤维组织(流线fiber structure) 夹杂物等沿受力方向排列呈纤维状 →性能各向异性,对 使用有重要影响。
振动、搅拌等:对正在结晶的金属进行振动 或搅动,一方面可靠外部输入的能量来促进形核, 另一方面也可使成长中的枝晶破碎,使晶核数目 显著增加。
电磁搅拌细化晶粒示意图
超声振动细化晶粒示意图
气轮机转子的宏观组织(纵截面)
细晶的熔模铸件(上)
普通铸件(下)
3.2 铸造、焊接过程中材料行为及性能变化
3.2.1 铸锭组织(ingot microstructure) •实际结晶时,液态金属在模腔中凝固,存在:
3.3 冷塑性变形过程中的材料行为及性能变化
3.3.1 冷塑性变形对金属组织与性能的影响 (cold plastic deformation, cold working) 现象1: 金属材料的塑性—— 面心立方( Cu、 Al、 Ag、Au)> 体心立方( Fe、 Cr)> 密排六方(Zn、Mg)。 现象2: 塑性变形过程中(如拉伸、弯曲),强度变大、 塑性变小。
[例题2] 如果其它条件相同,试比较在下列条件下所得 铸件晶粒的大小; ⑴金属模浇注与砂模浇注; ⑵高温浇注与低温浇注; ⑶铸成薄壁件与铸成厚壁件; ⑷浇注时采用振动与不采用振动; ⑸厚大铸件的表面部分与中心部分。 • 分析思路:在常温下使用的金属材料,一般晶粒越 细越好。铸件晶粒大小的比较要注意观察其结晶条 件。此题要求对控制晶粒大小的因素及措施、铸锭 组织的形成规律方面的知识有综合的掌握。
(characteristics of weld & HAZ)
局部加热熔化+冷却(存在△T )→形成焊缝+热影响区
图3-9 图3-10
⑴结 晶 特 征:冷却速度大;温度分布不均匀;过热度
大;动态结晶;母材金属类似铸锭型壁
作用;易呈单一柱晶。
⑵热影响区特征:存在温度分布,经历固态相变过程, 靠
近焊缝的过热段晶粒粗大,性能很差。
其它件——塑性成形(包括切削成形),
结晶: 液体 --> 晶体 凝固: 液体 --> 固体(晶体 或 非晶体)
液体
晶体
3.1 金属的凝固(solidification of metal)
3.1.1 纯金属的结晶(crystallization of pure metal)
⑴过冷现象(supercooling) 液态金属实际结晶温度低于理论结晶温度的现象。 T1<T0 , 过冷度:△ T=T0-T1 图3-1 ⑵结晶过程 ( Crystallization process) 图3-2 形核+长大 •具体过程:不同地点同时、不断形核 → 核长大 → 相遇 → 多晶体。 •结晶速度:取决于形核率N和长大速度G, 一般△ T↑,结 晶速度↑。
⑴ 组织变化
图3-11
图3-12
图3-13
图3-14
• 晶粒(组织)沿变形方向拉长及纤维化。 • 晶粒(碎化)与亚结构(亚晶)细化。 • 晶体缺陷↑ ↑ ,畸变↑ ↑ • 择优取向效应。 ⑵ 性能变化 •加工硬化(work hardening)随变形程度增加,强度、 硬度上升,塑性、韧性下降的现象。 作用:①难以继续变形,需退火软化;②强化手段之一; ③抵抗局部过载;④许多冷成型加工的保证。 •产生残余应力(residual stress) 各部分及各晶粒之间 的变形不均和晶格畸变所产生。 •各向异性(anisotropy) 晶粒的择优取向和组织纤维 化引起。
① 模壁作用 ② 方向性散热,
图3-6
最终形成三晶区的铸锭组织—— 表面细等轴晶区:模壁激冷(大△T )及非自发形核→ 细小晶粒薄层,无实用价值。 柱 状 晶 区:△T↓且方向性散热→垂直模壁单相长 大 → 柱晶,致密但粗大,性能有方向 性且柱晶间为薄弱环节。 中心 等轴 晶区:温度均匀,到处同时形核、各向长大, 晶粒较小,性能较好。
本 章 小 结 —— 关键词:成形、变化
□ 材料从液态→固态的转变称为凝固(固化),如果凝固后为 晶态即为结晶。过冷度是金属结晶的必要条件。
□ 晶体的形成:形核和长大两个过程,
金属结晶时一般是非自发形核,晶核呈树枝状长大。
通过增大过冷度、加入形核剂和搅拌、振动等机械方法可以控 制形核率和长大速率,控制晶粒的大小,实现细化晶粒的效果 □了解结晶的基本规律,对分析诸如铸造和焊接等成形过程中材 料的行为与性能变化规律很有意义。 如分析金属铸锭组织:由外至里由细等轴晶区、柱状晶区和中 心等轴晶区共三个晶区组成。
⑶ 晶核的形成(nucleation)
晶核的形成包括自发形核和非自发形核。
一般均依附模壁及未溶粒子而非自发形核。
例1:窗花(冰花)
例2:人工降雨
非自发形核所需的过冷度小,起优先、主导作用。 ⑷ 晶核的长大(growth) 多树枝状长大(方向性散热所致)。
图3-3
图3-4
树枝状长大的实际观察
3.1.2 合金结晶的特点(crystallization of alloy) •纯金属结晶:产物为单相,无成分变化,得均匀的单
返回
图3-14 各向异性导致的“制耳”
返回
图3-15 冷变形金属在加热时组织示意图
返回
图3-16 退火温度对冷变形金属性能的影响
返回
返回
图3-17
热加工时的动态再结晶示意图
返回
图3-18 吊钩中的纤维组织
返回
⑶ 焊接应力与裂纹(welding stress & crack)
•原因:焊接过程大的△ T 、加热与冷却及相变的非同时
性→产生内应力→(室温为残余应力)→变形与
开裂(最危险)。
•类型:热裂纹 —结晶过程中产生,位于焊缝中心或两侧
冷裂纹 — 焊后产生,中、高强钢最易发生。 • 焊接残余应力的消除:退火(后述)。
相多晶体组织。
•合 金 结 晶:单相(固溶体)或多相(混合物)复杂形
态的组织,成分变化,易形成成分偏析。
3.1.3 晶粒大小和控制(grain size and control)
•晶粒大小与性能:室温及不太高的温度下,细晶材料 强韧性好→细晶强化。 •晶粒大小度量:晶粒度 ASTM 1~12 级(粗→细→超细) •影 响 因 素:N/G 比值值越大,晶粒越细。 •获 得 细 晶 方 法:(1)过冷度△T。 图3-5 (2)加形核剂--非自发核心数量↑↑或 阻止晶粒长大。 机械方法--搅拌,振动等,以破碎 细小枝晶、增加核心。
[例题4] 观察下列图,分别指出哪个吊钩和曲轴的流 线分布更合理。为什么?
(a) (b) 图1 吊钩中的流线分布
(a) 图2 曲轴中的流线分布
(b)
分析思路:热加工时铸态金属中的枝晶、各种夹杂物沿变形方向 延伸与分布,排列成纤维状,引起材料力学性能各向异性。因此 用热加工方法制造工件时,要使流线方向与工件工作时所受最大 拉应力一致,且与剪切力与冲击力相垂直,这样工件不易断裂。 一般,如流线沿工件外形轮廓分布(不中断),则较为理想。