压力容器的焊接(毕业设计)
S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)

云南广播电视大学云南国防工业职业技术学院机械电子工程学院毕业论文(设计)课题 S30408不锈钢压力容器封头环缝焊接工艺研究教研室专业班级学生姓名学号导师姓名职称201 年月日目录摘要...... .. (I)第1章绪论 (1)1.1 研究背景 (1)1.2 压力容器基本要求及存在问题 (2)1.2.1 压力容器基本要求 (2)1.2.2 压力容器焊接中存在的问题 (2)1.3 本论文的主要研究问题 (3)第2章S30408不锈钢焊接性 (4)2.1 S30408成分及性能 (4)2.2 S30408焊接性 (5)2.3 本章小结 (5)第3章S30408焊接工艺 (6)3.1 焊接方案 (6)3.2 焊接设备及材料 (6)3.2.1 手弧焊设备及材料 (6)3.2.2 埋弧焊材料及设备 (7)3.3 焊接工艺 (9)3.3.1 焊接参数选择 (9)3.3.2 焊接工艺流程 (10)3.3.3 焊接注意事项 (12)3.4 本章小结 (12)第4章焊后检测 (13)4.1 焊后检验意义 (13)4.2 力学性能试验 (13)4.2.1 拉伸试验 (13)4.2.2 弯曲试验 (14)4.2.3 冲击试验 (15)4.3 X射线探伤 (16)4.3.1 X射线探伤仪器及设备 (16)4.3.2 试样制备 (17)4.3.3 试验结果及分析 (17)4.4 本章小结 (17)结论 (18)致谢 ......................................................................................... 错误!未定义书签。
参考文献 ................................................................................. 错误!未定义书签。
摘要压力容器多数在高温高压下运行,必须要承受较高的载荷。
压力容器焊接技术论文焊接质量论文
对压力容器焊接技术与焊接质量的探究摘要:压力容器的焊接技术在焊接技术的应用领域中占比较重要的地位,可以说,焊接在某种程度上决定该产品的质量、可靠性、成本和生产效率。
压力容器的焊接是压力容器制造过程中的核心部分,压力容器的使用寿命,使用的能力很大程度上取决于焊接质量的好坏,因此我们必须及时的处理焊接过程中存在的问题,严格控制压力容器的焊接质量。
关键词:压力容器;焊接技术;焊接质量前言随着我国经济迅速发展,对压力容器的焊接技术提出更高的标准。
本文就这一问题,浅析了一下典型的压力容器的焊接技术以及焊接中出现的一些不足之处作出分析,并简要提出一些意见和措施。
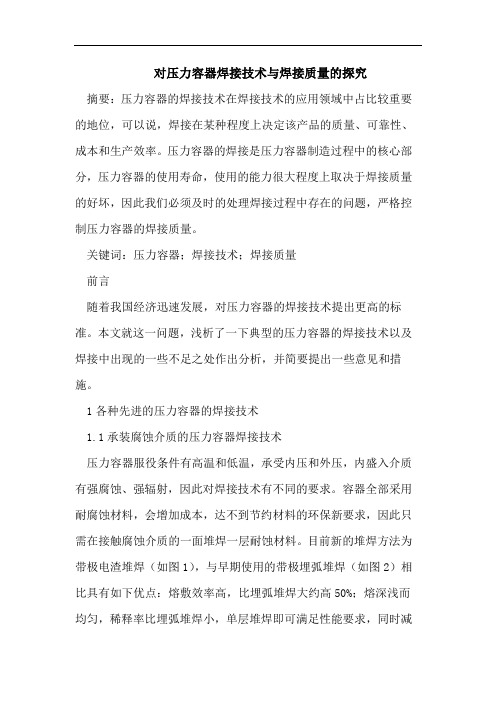
1各种先进的压力容器的焊接技术1.1承装腐蚀介质的压力容器焊接技术压力容器服役条件有高温和低温,承受内压和外压,内盛入介质有强腐蚀、强辐射,因此对焊接技术有不同的要求。
容器全部采用耐腐蚀材料,会增加成本,达不到节约材料的环保新要求,因此只需在接触腐蚀介质的一面堆焊一层耐蚀材料。
目前新的堆焊方法为带极电渣堆焊(如图1),与早期使用的带极埋弧堆焊(如图2)相比具有如下优点:熔敷效率高,比埋弧堆焊大约高50%;熔深浅而均匀,稀释率比埋弧堆焊小,单层堆焊即可满足性能要求,同时减少了工作量;堆焊层成形良好,不易有夹渣等缺陷,表面质量优良,平整度好;焊剂只需在焊接方向前面覆盖,而埋弧堆焊在整个焊接区必须覆盖焊剂,单侧加入节省焊剂,且敞开式熔池利于杂质和气体排出,不产生焊接电弧和紫外线。
1.2接管的自动焊接技术接管的自动焊接可以分为两种:一种是接管和筒体的自动焊接;另一种是接管和封头的自动焊接。
(1)接管和筒体的自动焊接过去的接管马鞍形埋弧自动焊的设备其焊枪的马鞍形的运动轨迹是选择机械方形的方式来实现的,不太适合大的厚度、窄间隙坡口和内马鞍焊接的要求。
最近纪念新开发的接管马鞍形埋弧自动焊的设备,选择的是数字化控制的方法,操作起来更加的方便,适应性也比较强,数控马鞍形埋弧自动焊的设备是通过接管的内径,以快速四连杆夹紧装置或者是三爪卡盘老自动定心的,根据一定的数学模型自动生成,经过人机界面,并输入相关的工艺参数,实现多层和多道的连续焊接,其焊道是自动排列的具有断点记忆和自动复位的功能。
压力容器设计 焊接篇

不健全的缺欠(原称焊接缺陷)。 焊接缺陷——不符合具体焊接产品性能要求的焊接缺欠。焊接缺陷标
志判废或必须返修。
①
GB6417《金属熔化焊焊缝缺陷分类及说明》将焊接缺陷分为六类。 第一类:裂纹:热裂纹、冷裂纹、再热裂纹、层状撕裂。
①热裂纹——焊接过程中,焊缝和热影响区金属 冷 却到固相线附近的高温区产生的焊接裂纹。
③
坡口尺寸
坡口角度:坡口角度由坡口形式和焊件厚度而定。 根部间隙:预留根部间隙的目的在于保证焊缝根部的焊透。 钝边:钝边的作用在于防止焊接时根部的焊透。 根部半径:目的在于增大坡口根部的空间,保证焊缝根部的焊透。
⑤ 焊接结构形式可参考HG20583-98 P332~362页
①
五、焊接缺陷
焊接缺陷—焊接过程中在焊接接头中产生的不连续性、不致密性或 连接不良的现象。
❖ 熔焊
使被连接的构件接头局部加热熔化成液体,然后再冷却结晶成一体的方法称 为熔焊。
❖ 压焊
是指利用摩擦、扩散和加压等物理作用,克服两个连接表面的不平度,除去 (挤去)氧化膜及其他污染物,使两个连接表面上的原子相互接近到晶格距 离,从而在固态条件下实现的连接,统称固相焊接。固相焊接时通常都必须 加压,所以称压焊。
⑥应力腐蚀裂纹(冷裂纹)——服役过程中,焊 接应力与工作应力和腐蚀介质作用下,产生的裂纹。
①
第二类:孔穴:气孔,缩孔等 第三类:固态夹渣:夹渣、氧化物、金属夹杂。
①
第四类:未焊透,未熔合。 第五类:形状缺陷:咬边、缩沟、超标余高、焊缝外表形状不良、错边、 焊瘤、烧穿、未焊满、焊脚不对称、根部收缩、接头处结合不良等。 第六类:其它缺陷:电弧擦伤、飞溅、表面撕裂、打磨过量、定位焊缺 陷等。
(完整版)压力容器本科毕业设计
引言压力容器是容器的一种,是指最高工作压力大于等于0.1MPa,容积大于等于25L,工作介质为气体、液化气体或最高工作温度高于或等于标准沸点液体的容器。
这类结构大都在一定的温度和压力下工作,且相当一部分结构的工作介质或内部充装物为易燃易爆,或具有强烈腐蚀性,或有毒的物质,一旦发生泄露或者断裂破坏,就可能产生灾难性的后果,造成人民生命财产的严重损失。
因此,必须保证该类结构在工作和运行中的安全可靠性,必须按照产品设计的技术要求中专门的技术规范来进行制造生产,严格控制质量,并且要由专设机构来进行监督和检查。
世界各国对于压力容器的制造和使用都非常重视,均设有专门机构,制定了详细的技术规范和检查标准。
压力容器产业的发展离不开机械、冶金、石油化工、电脑信息、经济管理和安全防护等诸多工程技术的改革创新,或者说它是在多项新材料、新技术、新工艺综合开发的基础上发展的工业产品。
在科学技术不断提高的今天,压力容器行业的发展当然也离不开先进技术的使用。
一.现代先进设计技术的开发应用压力容器设计单位必须持有国家质量技术监督部门颁发的相应类别“压力容器设计单位批准书”。
设计人员的资格取证不仅需对应于第一、二类或第三类压力容器的要求,而且还将区分能胜任“按应力分析设计”,或只能担任“按规则设计”。
现代先进设计技术在压力容器领域的开发应用,主要是指“按应力分析设计”范畴。
除了已较普及的计算机辅助计算(CAC)和计算机辅助设计(CAD)外,有待进一步开发的如有限元设计、并行设计、虚拟设计和计算机辅助工程(CAE)等现代先进技术均将在21世纪取得不同程度的进展。
二.先进制造技术理念的推广普及压力容器制造单位必须持有国家质量技术监督部门颁发的“压力容器制造许可证”,并应建立健全的质量保证体系。
但我国已取证的压力容器制造企业的人均GDP值和产品附加值都还很低,技术装备、技术素质和管理水平也都很落后。
为了面对21世纪的挑战和机遇,达到优化产品质量、降低生产成本、提高劳动生产率、提升国际竞争力,有必要在压力容器产业推广“先进制造技术”理念。
焊接结构课程设计压力容器

前言1第1部分储罐设计分析2第1章储罐总体分析21.1 储罐基本设计要求21.2 储罐材料21.3储罐用钢板31.4 配用锻件51.5 配用螺栓、螺母5第2章储罐罐底设计62.1 储罐罐底板尺寸62.2 罐底结构7第3章罐壁结构设计103.1 罐壁的排板与连接103.2 罐壁厚度113.3 罐壁加强圈12第4章罐顶结构设计13第2部分储罐的焊接工艺分析14第5章压力容器的焊接接头145.1 压力容器焊接接头的分类145.2 圆筒形容器焊接接头的设计15第6章压力容器的焊接方法176.1 熔化极氩弧焊17CO气体保护焊176.226.3埋弧焊19第7章压力容器的焊接工艺21第3部分储罐的组装与检验22第8章储罐的安装施工顺序228.1储罐底板的焊接顺序228.2储罐壁板的焊接顺序228.3储罐固定顶的焊接顺序23第9章储罐焊缝的检验与修补249.1焊缝检测249.2焊缝修补25设计体会26参考文献27前言大型油气储罐是油气产品储存运输最方便、廉价的方式之一。
储罐的形式可跟据盖顶的样式不同分为浮顶式储罐(包括气柜)和固定顶式储罐(包括内浮顶式储罐),而固定顶式储罐又包括锥顶式储罐和拱顶式储罐两种。
目前原油的储罐使用中浮顶式储罐在不断减少,液化气储运主要是球罐和立式筒形低压储罐。
常用的几种灌顶形式为双子午线网客机构拱顶、辐射网壳结构拱顶、短程线网壳结构拱顶和梁柱支撑结构拱顶,见图1。
本次课程设计主要讨论立式固定顶筒形钢制焊接储罐的施工工艺。
其中包括储罐的材料选择、加工工艺路线选择、相关组件形式选择、机械加工装配、施焊成型、焊后检测调试等相关生产内容。
第1部分储罐设计分析第1章储罐总体分析1.1 储罐基本设计要求由石油化工立式筒形钢制焊接储罐设计规范SH 3046-1992,储罐的设计条件不得少于以下内容:(一)地震设防烈度、风载、雪载等气候条件及地质条件;(二)储罐的操作温度及操作压力(正负压);(三)介质的种类及密度;(四)腐蚀裕量;(五)储罐的容积;(六)灌顶形式;(七)开口接管尺寸、形式、数量及法兰规格;(八)附件的安装位置。
压力容器的焊接(毕业设计)
压力容器的焊接摘要众所周知,压力容器是在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要作用的设备。
而由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故,因此世界各国均将其列为重要的监检产品,由国家指定的专门机构,按照国家规定的法规和标准实施监督检查和技术检验。
同样的,对于它的生产要求也不能放松。
焊接作为压力容器生产的主要环节,可谓是重中之重。
本文从压力容器焊接接头设计、压力容器焊接材料的选择及常用的焊接方法等方面简单地介绍了压力容器焊接方面的基础知识。
基于手工电弧焊设备简单、工艺灵活及对各种刚适应性强等特点,手工电弧焊成为压力容器最主要的焊接方法,本文详细的介绍了手工电弧焊在压力容器焊接中的应用及常见的焊接缺陷和预防方法。
关键词:压力容器,手工电弧焊,石油化工,焊接方法PRESSURE VESSEL OF WELDINGABSTRACTWith the high-speed development of national economy, oil chemical industry and products by the extensive use of air, large capacity pressure container storage tank of low temperature low pressure liquid is regarded as the priority development of production important products. The use of pressure vessel is very extensive. It is in the oil industry, the energy industry, scientific research and military industry and so on the economy in each department plays an important role in the equipment. According to the pressure of pressure vessels are rated: low pressure containers, medium voltage containers, high pressure vessel and ultrahigh pressure container.I do this topic discussion is medium voltage containers (code M 1.6 MPa than p < 10.0 MPa) welding process design.Based on manual arc welding equipment simple, flexible and to all sorts of technology just strong adaptability and other characteristics, this paper I used manual electric arc welding and Choose model ZGX-300 rotary dc machines. The welding structure, from bottles of welding joint structure design, welding materials selection principle of all-round expounded on medium voltage vessel welding process design and introduces mainly the manual arc welding range of knowledgeKEY WORDS: Medium pressure vessure,Manual arc welding,Pressure vessel,Bongding technolgy目录摘要 (I)ABSTRACT (II)前言 (1)第1章压力容器及其焊接接头的结构设计 (3)1.1 压力容器简介 (3)1.2 压力容器焊接接头分类 (4)1.3 压力容器焊接坡口 (5)1.3.1 选择坡口形式和尺寸应考虑下列因素: (5)1.3.2 焊接接头和坡口的设计 (5)第2章压力容器焊接材料的选择原则 (6)2.1 压力容器焊接材料的选择原则 (6)2.1.1 选择焊接材料等强性原则 (6)2.1.2 对工艺因素的考虑 (6)2.1.2按不同焊接方法的特点选择材料 (6)2.1.3 合理的经济性 (6)2.2 电焊条的选择 (7)2.2.1 16MnR钢焊条选用的焊条牌号及直径 (7)2.2.2 焊丝和焊剂的选择 (7)第3章压力容器焊接方法及特点 (8)3.1 埋弧自动焊 (8)3.2 氩弧焊 (9)3.3 手工电弧焊 (9)第4章压力容器手工电弧焊工艺 (11)4.1 手工电弧焊的工作原理 (11)4.1.1 手工电弧焊的形成过程 (11)4.1.2 影响焊接电弧稳定的因素 (12)4.2 弧焊电源的选用 (12)4.2.1 电源 (13)4.2.2 旋转式直流电弧机 (13)4.3 手工电弧焊的焊接工艺 (14)4.3.1 焊接工艺参数的选择 (14)4.3.2 焊接操作技术 (17)4.4 准备工作 (18)4.5 焊接工艺参数 (19)结论 (20)谢辞 (21)参考文献 (22)前言压力容器的用途十分广泛。
压力容器毕业设计说明书

摘要根据压力容器的制造标准,此储气罐属于Ⅰ类容器。
该产品主要由16MnR材质做成。
本设计在讨论16MnR焊接性的基础上,详细制定了储气罐的制作工艺。
产品制作工艺说明书中,简要分析了储气罐的构成;根据材料的特点和产品的结构尺寸制作出适合本产品的工艺流程;详细论述储气罐加工、装配、焊接工艺。
同时对储气罐制作中容易出现的质量问题进行了分析说明,提出了相应的解决措施。
焊接方法选用埋弧自动焊与焊条电弧焊;埋弧焊焊接材料选用焊丝H08MnA和焊剂431,焊条电弧焊选用焊条E5015。
说明书中还对储气罐生产过程中所用的工艺装备-封头坡口自动切割机进行了整体设计。
坡口切割机主要应用于封头的坡口装配和切割作业。
其中对传动部分进行了设计计算;对机体运转的线速度进行了校核。
关键词:压力容器;制作工艺;焊接;坡口自动切割机AbstractAccording to the standard of pressure vessel, Gas container are the first part vessel. The production is made of 16MnR.This paper designs detailedly the making process of Gas container based on 16MnR and the structural.This introduction formulates the Gas container’s constitution and makes the proper process according to the material’s characteristic, the structural size and disc usses its process, assembly, welding process. It analyses the common problems of making Gas container and promote the corresponding solution. Welding methods are SAW that chooses wire of H08MnA, flux of J431 and SMAW that uses welding stick of E5015.The specifications of gasholder are used in the production process of process equipment - head groove machine the overall design automatically. Groove machine is mainly applied to head the groove assembly and cutting operations. One part of the design and calculation, The operation of the linear checks.Key words:Pressure vessel; manufacturing technology; welding; Automatic cutter groove引言所谓容器是指用于储存气体、液化气体、液体和固体原料、中间产品或成品的设备。
压力容器的无损检测焊接专业毕业设计

哈尔滨理工大学荣成学院专科生毕业设计题目:压力容器的无损检测专业年级:学生姓名:学号:指导教师:哈尔滨理工大学荣成学院完成时刻:2021 年 6 月20日哈尔滨理工大学荣成学院专科生毕业设计(论文)评语哈尔滨理工大学荣成学院专科生毕业设计(论文)任务书压力容器的无损检测摘要压力容器的用途十分普遍。
它在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要作用。
是各国重要的监检产品,由国家指定的专门机构,依照国家规定的法规和标准实施监督检查和技术查验。
本文对压力容器原材料的具体缺点论述了对应的无损检测方式。
压力容器用板材、管材、棒材因形状和受力不同具有不同的检测要求和检测方式。
压力容器用锻件和铸件其成型方式,因此采纳不同的手腕检测特定的缺点。
介绍了当前压力容器制造和利用进程中所采纳射线探伤、超声波探伤、磁粉探伤、渗透探伤的等常规无损检测技术和声发射、磁经历等新技术,并论述他们的工作原理、优缺点和技术进展。
无损检测能应用于产品设计、材料选择、加工制造、成品查验、在役检查等多方面,在质量操纵与降低本钱之间能起最优化作用。
无损检测还有助于保证产品的平安运行和有效利用。
关键词压力容器;无损检测技术;超声波探伤目录摘要 (I)第1章绪论 (1)课题背景 (1)压力容器无损检测技术的现状 (1)射线检测技术 (1)超声波检测技术 (2)磁粉检测和渗透检测技术 (2)超级规无损检测技术 (3)无损检测技术展望 (3)本文要紧研究内容 (3)第2章压力容器原材料的无损检测 (4)压力容器用金属板材的无损检测 (4)压力容器用管材的无损检测 (4)压力容器用钢锻件的无损检测 (4)压力容器用钢棒材的无损检测 (4)压力容器用铸件的无损检测 (5)本章小结 (5)第3章压力容器管座角焊缝无损检测 (6)查验方位与机会的选取 (6)管座角焊缝表面质量检测 (6)管座角焊缝内部质量检测 (7)接管外径大于或等于108mm的管座角焊缝检测 (7)接管外径小于108mm的管座角焊缝检测 (9)本章小结 (9)结论 (10)致谢 (11)参考文献 (12)附录 (13)第1章绪论1.1课题背景压力容器是一个涉及多行业、多学科的综合性产品,其建造技术涉及到冶金、机械加工、侵蚀与防腐、无损检测、平安防护等众多行业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器的焊接摘要众所周知,压力容器是在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要作用的设备。
而由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故,因此世界各国均将其列为重要的监检产品,由国家指定的专门机构,按照国家规定的法规和标准实施监督检查和技术检验。
同样的,对于它的生产要求也不能放松。
焊接作为压力容器生产的主要环节,可谓是重中之重。
本文从压力容器焊接接头设计、压力容器焊接材料的选择及常用的焊接方法等方面简单地介绍了压力容器焊接方面的基础知识。
基于手工电弧焊设备简单、工艺灵活及对各种刚适应性强等特点,手工电弧焊成为压力容器最主要的焊接方法,本文详细的介绍了手工电弧焊在压力容器焊接中的应用及常见的焊接缺陷和预防方法。
关键词:压力容器,手工电弧焊,石油化工,焊接方法PRESSURE VESSEL OF WELDINGABSTRACTWith the high-speed development of national economy, oil chemical industry and products by the extensive use of air, large capacity pressure container storage tank of low temperature low pressure liquid is regarded as the priority development of production important products. The use of pressure vessel is very extensive. It is in the oil industry, the energy industry, scientific research and military industry and so on the economy in each department plays an important role in the equipment. According to the pressure of pressure vessels are rated: low pressure containers, medium voltage containers, high pressure vessel and ultrahigh pressure container.I do this topic discussion is medium voltage containers (code M 1.6 MPa than p < 10.0 MPa) welding process design.Based on manual arc welding equipment simple, flexible and to all sorts of technology just strong adaptability and other characteristics, this paper I used manual electric arc welding and Choose model ZGX-300 rotary dc machines. The welding structure, from bottles of welding joint structure design, welding materials selection principle of all-round expounded on medium voltage vessel welding process design and introduces mainly the manual arc welding range of knowledgeKEY WORDS: Medium pressure vessure,Manual arc welding,Pressure vessel,Bongding technolgy目录摘要 (I)ABSTRACT (II)前言 (1)第1章压力容器及其焊接接头的结构设计 (3)1.1 压力容器简介 (3)1.2 压力容器焊接接头分类 (4)1.3 压力容器焊接坡口 (5)1.3.1 选择坡口形式和尺寸应考虑下列因素: (5)1.3.2 焊接接头和坡口的设计 (5)第2章压力容器焊接材料的选择原则 (6)2.1 压力容器焊接材料的选择原则 (6)2.1.1 选择焊接材料等强性原则 (6)2.1.2 对工艺因素的考虑 (6)2.1.2按不同焊接方法的特点选择材料 (6)2.1.3 合理的经济性 (6)2.2 电焊条的选择 (7)2.2.1 16MnR钢焊条选用的焊条牌号及直径 (7)2.2.2 焊丝和焊剂的选择 (7)第3章压力容器焊接方法及特点 (8)3.1 埋弧自动焊 (8)3.2 氩弧焊 (9)3.3 手工电弧焊 (9)第4章压力容器手工电弧焊工艺 (11)4.1 手工电弧焊的工作原理 (11)4.1.1 手工电弧焊的形成过程 (11)4.1.2 影响焊接电弧稳定的因素 (12)4.2 弧焊电源的选用 (12)4.2.1 电源 (13)4.2.2 旋转式直流电弧机 (13)4.3 手工电弧焊的焊接工艺 (14)4.3.1 焊接工艺参数的选择 (14)4.3.2 焊接操作技术 (17)4.4 准备工作 (18)4.5 焊接工艺参数 (19)结论 (20)谢辞 (21)参考文献 (22)前言压力容器的用途十分广泛。
它是在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要作用的设备。
压力容器一般由筒体、封头、法兰、密封元件、开孔和接管、支座等六大部分构成容器本体。
此外,还配有安全装置、表针及完全不同生产工艺作用的内件。
压力容器由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故。
目前,世界各国均将其列为重要的监检产品,由国家指定的专门机构,按照国家规定的法规和标准实施监督检查和技术检验。
压力容器按照设计压力(P)划分为低压、中压、高压和超高压四个压力等级。
按盛装介质分为:非易燃、无毒、易燃或有毒、剧毒。
按工艺过程中的作用不同分为反应容器、换热容器、分离容器和贮运容器。
为了更有效地实施科学管理和安全监检,我国《压力容器安全监察规程》中根据工作压力、介质危害性及其在生产中的作用将压力容器分为三类。
并对每个类别的压力容器在设计、制造过程,以及检验项目、内容和方式做出了不同的规定。
同时压力容器已实施进口商品安全质量许可制度,未取得进口安全质量许可证书的商品不准进口内部或外部承受气体或液体压力,并对安全性有较高要求的密封容器,早期主要用于化学工业,压力多在10兆帕以下。
合成氨和高压聚乙烯等高压生产工艺出现后,要求压力容器的压力达100兆帕以上。
随着化工和石油化工等工业的发展,压力容器的工作温度范围越来越宽,容量不断增大,有些还要求耐介质腐蚀。
20世纪60年代开始,核电站的发展对反应堆压力容器提出了更高的安全和技术要求,从而促进了压力容器的进一步发展。
压力容器主要为圆柱形,也有球形或其他形状。
根据结构形式,可分为多层式压力容器,绕板式压力容器、型槽绕带式压力容器、热套式压力容器、锻焊式压力容器和厚板卷焊式压力容器等。
大多数压力容器由钢制成,也有的用铝、钛等有色金属和玻璃钢、预应力混凝土等非金属材料制成。
压力容器在使用中如果发生爆炸,会造成灾难性事故。
为了使压力容器在确保安全的前提下达到设计先进、结构合理、易于制造、使用可靠和造价经济等目的,各国都根据本国具体情况制定了有关压力容器的标准、规范和技术条件,对压力容器的设计、制造、检验和使用等提出具体和必须遵守的规定。
本文从焊接方面全面阐述了关于压力容器的焊接,并着重介绍了手工电弧焊在压力容器焊接中的应用。
最后,对压力容器焊接方法自动化的前景进行分析,这也是以后我们工作中要逐步解决的问题。
第1章压力容器及其焊接接头的结构设计1.1 压力容器简介压力容器的用途十分广泛。
它是在石油化学工业、能源工业、科研和军工等国民经济的各个部门都起着重要作用的设备。
压力容器一般由筒体、封头、法兰、密封元件、开孔和接管、支座等六大部分构成容器本体。
此外,还配有安全装置、表计及完全不同生产工艺作用的内件。
压力容器由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故。
目前,世界各国均将其列为重要的监检产品,由国家指定的专门机构,按照国家规定的法规和标准实施监督检查和技术检验。
压力容器的分类方法很多按承受压力的等级分为低压容器、压力容器、高压容器和超高压容器。
为了更有效地实施科学管理和安全监检,我国《压力容器安全监察规程》中根据工作压力、介质危害性及其在生产中的作用将压力容器分为三类。
并对每个类别的压力容器在设计、制造过程,以及检验项目、内容和方式做出了不同的规定。
压力容器已实施进口商品安全质量许可制度,未取得进口安全质量许可证书的商品不准进口。
应该按照最新TSG R0004-2009 《固定式压力容器安全技术监察规程》中划分,先按介质划分为第一组介质和第二组介质,然后再按照压力和容积划分类别Ⅰ类,Ⅱ类,Ⅲ类,老容规的所谓第一类、第二类、第三类已经不适用啦。
不同的焊接方法有不同的焊接工艺。
焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。
首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。
确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。
1.2 压力容器焊接接头分类压力容器的焊接接头分成四类,目的是在设计、制造、维修、管理时可以分别对待,从而保证焊接质量[1].1 容器圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属Ⅰ类焊接接头。
2 壳体部分的环向焊缝接头,锥形封头小端与接管连接的接头,长颈法兰与接管连接的接头,均属Ⅱ类焊接接头,但已规定为Ⅰ、Ⅲ、Ⅵ类的焊接接头除外。
3 平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属Ⅲ类焊接接头。