螺纹孔底孔尺寸表(1)
螺纹底孔直径尺寸表

螺纹底孔直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5第 1 页螺纹底孔直径尺寸表.txt生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)生产中钢料可按数值选取,软料钻头直径可选大些,但不可太大.第 2 页。
锥管螺纹底孔对照表【免费下载】
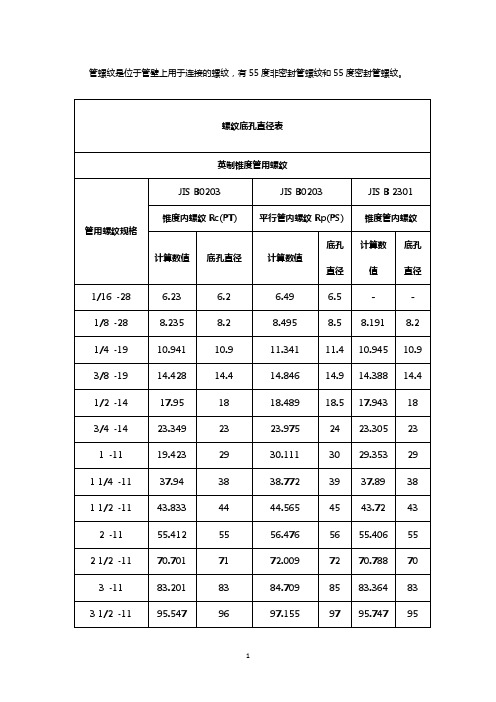
管螺纹是位于管壁上用于连接的螺纹,有55度非密封管螺纹和55度密封管螺纹。
主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
(1)NPT是National(American)Pipe Thread的缩写,属于美国标准的60度锥管螺纹,用于北美地区,国标查阅GB/T12716-1991。
(2)PT(BSPT)是Pipe Thread 的缩写,是55度密封圆锥管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内叫法为ZG.。
(3)G是55度非密封管螺纹,属惠氏螺纹家族。
标记为G代表圆柱螺纹。
国标查阅GB/T7307-2001。
公制螺纹与英制螺纹公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示;公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型;公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸);另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度。
“行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。
另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一英寸等于8分,1/4 英寸就是2分,如此类推.G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc公制螺纹用螺距来表示,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。
螺纹孔底孔尺寸表

螺纹孔底孔尺寸表公制螺纹,螺纹标准的一种,又称米制螺纹,与英制螺纹最大的区别是螺距用毫米计量。
扩展资料:公制、美制和英制螺纹标准NPT,PT,G 都是管螺纹.NPT 是 National (American) Pipe Thread 的缩写,属于美国标准的 60 度圆锥管螺纹,用于北美地区.国家标准可查阅 GB/T12716-1991PT 是 Pipe Thread 的缩写,是 55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为 1:16,国家标准可查阅 GB/T7306-2000。
G 是 55 度非密封管螺纹,属惠氏螺纹家族,标记为 G 代表圆柱螺纹,国家标准可查阅 GB/T7307-2001。
另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸。
行内人通常用分来称呼螺纹尺寸,一寸等于8分,1/4 寸就是2分,如此类推。
G 不是管螺纹的统称(Guan),是来自ISO标准,规定为圆柱管螺纹,55、60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,是老国标标注方法,即螺纹由一圆锥面加工而成。
新标准按照ISO 标准,R表示圆锥外螺纹,Rc表示圆锥内螺纹, Rp表示圆柱内螺纹。
公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。
1/4、1/2、1/8是英制螺纹的公称直径,单位是英寸。
五要素:1、公称直径:大径是指和外螺纹的牙顶、内螺纹的牙底相重合的假想柱面或锥面的直径,外螺纹的大径用d表示,内螺纹的大径用D表示;小径是指和外螺纹的牙底、内螺纹的牙顶相重合的假想柱面或锥面的直径,外螺纹的小径用d1表示,内螺纹的小径用D1表示。
螺纹底孔尺寸表

普通细牙螺纹
公称 尺寸 M12*1.5 M14*1.5 M16*1.5 M18*1.5 M20*1.5 M22*1.5 M24*1.5 M27*1.5 M30*1.5 M33*1.5 M36*1.5 M42*1.5 M48*1.5 底孔d 10.5 12.5 14.5 16.5 18.5 20.5 22.5 25.5 28.5 31.5 34.5 40.5 46.5 M30*3 M33*3 M36*3 M42*3 M48*3 M52*3 27.0 30.0 33.0 39.0 45.0 49.0 公称 尺寸 M20*2 M22*2 M24*2 M27*2 M30*2 M33*2 M36*2 M42*2 M48*2 M52*2 底孔d 18.0 20.0 22.0 25.0 28.0 31.0 34.0 40.0 46.0 50.0
1 1 1 1 1 1
底孔d 8.4 11.1 14.6 18.1 23.6 29.4 38.2 44.3 56.3
0.164-32 10-24 0.190-24 12-24 0.216-24 1/4-20 0.250-20 1-8 1.000-8
UNF
3.6
M12*1.75 10.2 M14*2 M16*2 M18*2.5 M20*2.5 M24*3 M27*3 M30*3.5 M33*3.5 M36*4 M42*4.5 M48*5 M52*5 M56*5.5 M64*6 12.0 14.0 15.5 17.5 21.0 24.0 26.5 29.5 32.0 37.5 43.0 47.0 50.5 58.0
1 1 1 3 1 1 1
底孔d 8.60 11.70 15.20 18.80 24.30 30.50 35.20 39.20 45.10 51.00 56.90 62.95 72.45 78.80 85.20
螺纹孔底孔尺寸对照表

螺纹类型
底孔直径(mm)
加工方法
材料硬度
底孔深度(mm)螺Fra bibliotek孔长度(mm)
切削速度(m/min)
注意事项
M10
8.6-8.8
钻孔+攻丝
中等硬度以下
≥11.5
-
中等转速,适中的切削速度
检查钻头锋利度和夹紧装置完好性,适当冷却切削区,选择合适规格的钻头和丝锥
M12
9.8-10.2
钻孔+攻丝
同上
-8阳螺纹孔
-33-(-17)x2(-6-0)84
钻孔+扩孔
中高硬度材料
视材料厚度而定
视实际需要而定
视材料和加工条件而定
选择合适规格的钻头和扩孔钻,检查夹紧装置完好性,保持适当的冷却液供应,避免过度切削和热量积聚,检查切削刃的锋利度和完整性,注意安全操作规程。
中等硬度以下
≥13.5
-
中等转速,适中的切削速度
同上
M16
15.8-16.2
钻孔+攻丝
中等硬度以下
≥18.5
-
中等转速,适中的切削速度
同上
M20
19.8-20.2
钻孔+攻丝
中等硬度以下
≥23.5
-
中等转速,适中的切削速度
同上
M24
23.8-24.2
钻孔+攻丝
中等硬度以下
≥28.5
-
中等转速,适中的切削速度
螺纹孔底孔尺寸表
简介:若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
底孔直径:丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度:攻盲孔的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻螺纹:攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。
攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。
螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。
简介:工作部分是一段开槽的外螺纹。
丝锥的工作部分包括切削部分和校准部分。
手用丝锥一般由两支组成一套,分为头锥和二锥。
两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。
头锥较长,锥角较小,约有6个不完整的齿,以便切入。
二锥短些,锥角大些,不完整的齿约为2个。
铰杠是扳转丝锥的工具。
常用的是可调节式,以便夹持各种不同尺寸的丝锥。
划孔位线:划线时,钻孔是攻螺纹的基础。
划线准确,孔位尺寸就能得到保证。
划线前,首先要看懂图样和工艺要求,明确工作任务。
然后,清理划线表面,涂上酒精溶液,选择好划线基准。
选择划线基准时,尽可能使划线基准和设计基准重合,采用划线盘对毛坯进行划线,已加工好的表面则采用高度游标尺进行划线。
划圆线时,先划出十字中心线再划圆线,大直径的园可划多个圆线,用以钻孔时作参考线。
线条要求清晰均匀,划完线后要仔细检查划线的准确性及是否有漏划线条,确认无误后再打上样冲。
螺纹底孔标准尺寸公差
螺纹底孔标准尺寸公差是指在制造螺纹底孔时,应该遵循的公差标准。
以下是一些常见的螺纹底孔标准尺寸公差:
1. M6螺纹底孔标准尺寸公差:直径公差为+0.02mm,长度公差为+0.10mm。
2. M8螺纹底孔标准尺寸公差:直径公差为+0.03mm,长度公差为+0.13mm。
3. M10螺纹底孔标准尺寸公差:直径公差为+0.04mm,长度公差为+0.16mm。
4. M12螺纹底孔标准尺寸公差:直径公差为+0.05mm,长度公差为+0.18mm。
需要注意的是,这些公差标准只是一般的参考值,具体的公差标准应该根据具体的应用需求和制造工艺来确定。
此外,在实际制造过程中,还需要进行严格的检验和控制,以确保螺纹底孔的尺寸和质量符合要求。
国标螺纹底孔直径对照表
国标螺纹底孔直径通常是指螺纹孔底部的孔径,它与螺纹的直径和螺距有关。常见的国家标准包括GB/T5781-2000、GB/T5782-2000等,这些标准规定了不同直径和螺距的螺纹底孔直径。以下是一些常见的国标螺纹底孔直径对照表(仅供参考,具体应以最新的国家标准为准):
GB/T5781-2000(普通螺栓、螺母)
螺纹直径(mm)
底孔直径(mm)
M3
2.5
M4
3.3
M5
4.2
M6
5.0
M8
6.8
M10
8.5
M12
10.2
M14
12.0
M16
14.8
M18
16.8
M20
18.8
GB/T5782-2000(高强度螺栓、螺母)
螺纹直径(mm)
底孔直径(mm)
M16
14.8
M18
16.8
M20
18.8
M22
21.0
M2423.0Fra bibliotekM2725.6
M30
28.6
M33
31.6
M36
34.6
M39
37.6
M42
40.7
请注意,以上数据仅为示例,具体的螺纹底孔直径应该参照最新版本的国家标准,以确保在工程和制造中使用正确的规格。