夹紧装置及夹紧力
合集下载
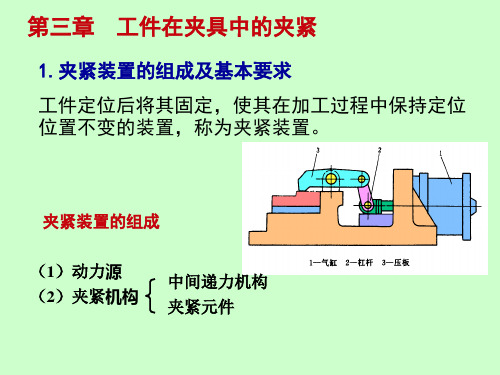
第三章-工件在夹具中的夹紧
2.液压夹紧
液压夹紧是利用液压油为工作介质来传力的 一种装置。它与气动夹紧比较,具有夹紧力稳定、 吸收振动能力强等优点,但结构比较复杂、制造 成本高,因此适用于大量生产。液压夹紧的传动 系统与普通气压系统类似。
3、气-液组合夹紧
气-液组合夹紧的动力源为压缩空气,但要使用 特殊的增压器,比气动夹紧装置复杂。它的工作原理 如图所示,压缩空气进入气缸1的右腔,推动增压器 活塞3左移,活塞杆4随之在增压缸2内左移。因活塞 杆4的作用面积小,使增压缸2和工作缸5内的油压得 到增加,并推动工作缸中的活塞6上抬,将工件夹紧。
削扭矩M 将使工件绕中心旋转,当钻头的刃带进入切削时,
产生的钻削扭矩最大,此时应为工件夹紧的最不利情况。
2.按静力平衡原理列出平衡式并计算夹紧力W
由图可知,钻削扭矩M有使工件产生转动的趋势,这 需要由夹紧力W在夹紧点所产生的摩擦阻力矩及由钻削力P 和夹紧力W所产生的支承反力在工件和定位面间产生的摩 擦阻力矩相平衡,即有平衡式:
升角:是工件上受压面与旋转半径的法线行 程的夹角。从几何关系可知,它是由转轴中心O点 和偏心几何中心C点,分别与夹紧点的连线所形成 的夹角。
P
max
e r
2)圆偏心夹紧的自锁条件
P点夹紧时能自锁,则可保证其余各点均可自锁
自锁条件 αmax ≤ 1 + 2
1-圆偏心轮与工件处的摩擦角。 2-圆偏心轮与转轴处的摩擦角。 tgαmax ≤ tg e/r ≤ , 取μ=0.1~0.15,
M / Q/ l
/
QL Q/ l
M M/
Q/ Q L l
N N
H1
H2 F1
F2
W
W
Q// H2 F2 W H1
1.6夹紧装置

三. 典型夹紧装置
(2)螺旋夹紧机构 )
工作原理: 工作原理:利用螺旋直接或间接夹紧工件 螺旋夹紧特点: 螺旋夹紧特点: 结构简单,增力大 夹紧可靠,能保证自锁 夹紧动作慢,适合手动夹紧
三. 典型夹紧装置
(2)螺旋夹紧机构 )
结构特点 具有斜楔的结构特点,而且螺纹 升角α≤4°,自锁性能更好,耐 振;夹紧行程不受限制,但夹紧 行程大时,操作时间长
偏心轮-压板夹紧机构 1-垫板 2-手柄 3-偏心轮 4-轴 5-压板
三. 典型夹紧装置
(3)偏心夹紧机构 )
三. 典型夹紧装置
(3)偏心夹紧机构 )
三. 典型夹紧装置
(3)偏心夹紧机构 )
三. 典型夹紧装置
(3)偏心夹紧机构 )
三. 典型夹紧装置
(4)联动夹紧机构 ) 需多点夹紧工件或同时夹紧几个工件时,为提高生 产效率,可采用联动夹紧机构
(2)夹紧力作用点的选择 )
②应选在工件刚性较好的部位
a)错误,b)正确 错误, 正确 错误
二. 夹紧装置夹紧力的确定
(2)夹紧力作用点的选择 )
③应尽可能靠近被加工表面,以减少切削力翻转力矩的影 应尽可能靠近被加工表面, 响,减少振动
FW 夹紧力
当作用点只能远离加工面,可增设辅助支承 当作用点只能远离加工面,
1.6 工件的夹紧
一. 夹紧装置的组成和设计要求
工件定位后将其固定,使其在加工过程中保持定位位置 不变的装置,称为夹紧装置 夹紧装置。 夹紧装置 (1)夹紧装置的组成 动力机构:它是产生夹紧作用力的装置。 动力机构 传力机构:传递力的机构,其作用是:改变作用力的方 传力机构 向;改变作用力的大小;具有一定的自锁性能,以保证 夹紧可靠。 夹紧元件:它是直接与工件接触完成夹紧作用的元件。 夹紧元件
第三章 工件的夹紧及夹紧装置(夹具设计)
2.偏心夹紧机构-夹紧特点 圆偏心夹紧机构结构简单,操作方便,动作迅
速,但自锁能力较差,增力比小,(取决于L/ρ的 比值)。常用在切削平稳且切削力不大的场合。
机械学院
第二节 基本夹紧机构
2.偏心夹紧机构-适用范围
几种常见偏心夹紧机构
机械学院
第二节 基本夹紧机构
3.螺旋夹紧机构-分类
直接夹紧式螺旋夹紧机构:拉紧式和压紧式 移动压板式螺旋夹紧机构:支点式和内嵌式 铰链压板式螺旋夹紧机构:遮盖式、杠杆式、翻转式、联动式 可拆卸压板式螺旋夹紧机构:直拆式和旋拆式
机械学院
移动式压板端面偏心轮夹紧机构
移动式压板端面偏心轮夹紧机构:主要由两个端面凸轮在不同的旋 转角度上产生的轴向位移来实现夹紧动作。它的结构简单、紧凑, 占用空间小,操作方便,但自锁性能差一些,因此,其夹紧行程受 到一定限制。
机械学院
转动式压板端面偏心轮夹紧机构
转动式压板端面偏心轮夹紧机构:主要由端面凸轮和滑动杆在转动 一定角度时产生的位移来实现夹紧动作。它的结构也比较简单,操 作方便,由于是利用杠杆原理进行夹紧,其夹紧力比较大,但占用 的空间要大一些。
夹紧力作用点的选择
2)作用在工件刚度高的部位
机械学院
第一节 夹紧机构原理
3.确定夹紧力的基本原则
夹紧力的作用点与工件变形 a)工件底面产生夹紧变形 b)改进方案
机械学院
第一节 夹紧机构原理
3.确定夹紧力的基本原则
夹紧力作用点的选择
3)夹紧力的作用点和支承点尽可能靠近切削部位,以提高工件 切削部位的刚度和抗振性。
机械学院
第二节 基本夹紧机构
6.斜楔夹紧机构-适用范围
斜楔夹紧装置常用在尺寸公差较小的夹紧装置中,主要用 于机动夹紧,且毛坯质量较高的场合。
速,但自锁能力较差,增力比小,(取决于L/ρ的 比值)。常用在切削平稳且切削力不大的场合。
机械学院
第二节 基本夹紧机构
2.偏心夹紧机构-适用范围
几种常见偏心夹紧机构
机械学院
第二节 基本夹紧机构
3.螺旋夹紧机构-分类
直接夹紧式螺旋夹紧机构:拉紧式和压紧式 移动压板式螺旋夹紧机构:支点式和内嵌式 铰链压板式螺旋夹紧机构:遮盖式、杠杆式、翻转式、联动式 可拆卸压板式螺旋夹紧机构:直拆式和旋拆式
机械学院
移动式压板端面偏心轮夹紧机构
移动式压板端面偏心轮夹紧机构:主要由两个端面凸轮在不同的旋 转角度上产生的轴向位移来实现夹紧动作。它的结构简单、紧凑, 占用空间小,操作方便,但自锁性能差一些,因此,其夹紧行程受 到一定限制。
机械学院
转动式压板端面偏心轮夹紧机构
转动式压板端面偏心轮夹紧机构:主要由端面凸轮和滑动杆在转动 一定角度时产生的位移来实现夹紧动作。它的结构也比较简单,操 作方便,由于是利用杠杆原理进行夹紧,其夹紧力比较大,但占用 的空间要大一些。
夹紧力作用点的选择
2)作用在工件刚度高的部位
机械学院
第一节 夹紧机构原理
3.确定夹紧力的基本原则
夹紧力的作用点与工件变形 a)工件底面产生夹紧变形 b)改进方案
机械学院
第一节 夹紧机构原理
3.确定夹紧力的基本原则
夹紧力作用点的选择
3)夹紧力的作用点和支承点尽可能靠近切削部位,以提高工件 切削部位的刚度和抗振性。
机械学院
第二节 基本夹紧机构
6.斜楔夹紧机构-适用范围
斜楔夹紧装置常用在尺寸公差较小的夹紧装置中,主要用 于机动夹紧,且毛坯质量较高的场合。
夹紧力三要素
夹紧力三要素
1、夹紧力的方向
( 1 )夹紧力的方向应有助于定位,不应破坏定位。
( 2 )夹紧力的方向应方便装夹和有利于减小夹紧力,最好与切削力、重力方向一致。
2、夹紧力的大小
夹紧力的大小必须适当。
过小,工件在加工过程中发生移动,破坏定位;过大,使工件和夹具产生夹紧变形,影响加工质量。
3 、夹紧力作用点
夹紧力的作用点应落在支承元件上,工件刚性好的部位上、靠近加工面。
夹紧装置的设计与选用是否正确、合理,直接影响工件的加工精度、表面粗糙度和加工时间,影响生产率、劳动强度等。
因此,夹紧装置必须满足下列基本要求:
1、夹紧必须保证定位准确可靠,而不能破坏定位。
2、夹紧力大小要可靠和适当。
工件和夹具的夹紧变形必须在允许的范围内。
3、操作安全、方便、省力,具有良好的结构工艺性,便于制造,方便使用和维修。
4、夹紧机械必须可靠。
第十二课 3-1夹紧装置

夹紧装置一般由三部分组成,即力源装置、中间递力 结构、夹紧元件。
夹紧元件
力源装置 中间递 (气动、液压、电动) 力装置
二、夹紧装置的组成——中间递力装置
夹紧元件
中间递 力装置
中间递力装置:人力或力源装 置产生的原始作用力转变为夹 紧作用力。
1、改变夹紧作用力的方向 左图:将气缸的水平作用力通过斜 楔、压板转变为垂直方向的夹紧力。
选用情况
0° ~ 45° 曲线的升程很小,通常不能快速趋近工件。 一般不采用
90° ~180°
前半段升程迅速增大,有利于快速趋近工 件; 后半段楔升角逐渐减小,曲线平缓, 有利于得到大 而稳定的有效夹紧力,且 自锁性良好。但在接近 180°时升程为零, 容易发生咬死。
常用
升程迅速增大,但后半部曲线楔升角较大, 适合于夹紧 不 利于有效夹紧,而且楔升角的变化值 方向尺寸误 45° ~ 135° 也大,工件厚度稍加变化,夹紧性能就有 差较大的工 较大差异,夹紧力和自 锁性的变化都较 件的夹紧。 大。
3.偏心夹紧机构
偏心轮一般有圆偏心轮和曲线偏心轮。
圆偏心轮有什么重要特性? 圆偏心轮的重要特性是:直径为 D,偏心距为
e 的圆偏心轮工作表面上各点的升角是连续变化的 值,轮缘上最大楔升角αmax = arcsin( 2e/D)。
3.偏心夹紧机构 圆偏心轮工件段的选择
圆偏心轮工作 曲线段的选择
曲线段特点
3.偏心夹紧机构 圆偏心轮的工作自锁应满足的条件:
偏心轮与工件间的摩擦系数常取μ1=0.1~0.15 ψ1——偏心轮与工件间的摩擦角。
圆偏心轮保证自锁的结构条件:
定心夹紧机构的自动定心原理是什么?
答:它是利用夹紧元件的等速移动或均匀弹性变形,使工 件中心线或对称面不产生位 移,实现定心夹紧作用。它通 过中间递力机构,如螺旋、 斜楔、 杠杆等 使夹紧元件等速 移动,实现定心夹紧作用。
3第三章工件在夹具中的夹紧

3、圆偏心夹紧的自锁条件 P点夹紧时能自锁,则可保证其余 各点均可自锁 自锁条件 αp ≤ Φ1+Φ2 tanαp=2e/D≈αp 为安全起见取Φ1 =0 2e/D ≤Φ2≈μ2, 取μ2=0.1~0.15, D/e≥14~20自锁, D/e叫偏心轮的偏心特性,表示偏心轮 的工作可靠性
(4) 弹簧筒夹式定心夹紧机构
弹性夹头和弹性心轴 1夹具体;2弹性筒夹;3锥套;4螺母;5心轴
(5) 波纹套定心夹紧机构
波纹套定心心轴 1螺母;2波纹套;3垫圈;4工件;5支承圈
(6) 液性塑料定心夹紧机构
液性塑料定心夹紧机构 1夹具体;2簿壁套筒;3液性塑料; 4滑柱;5螺钉;6限位螺钉
六、 联动夹紧机构 单件多位(联动)夹紧机构 多件多位(联动)夹紧机构
4、有效工作区域:一般常选下面两种工作区域: 1) β=±30°~±45°,为P点左右,楔角变化 小,工作较稳定,α大自锁性能差; 2) β=-15°~75°,楔角变化大,工作不稳 定,但夹紧时α小,自锁性能好。
e
L
P
B1 A
C贮 C间
A1
ρ
α Q 1x
α α
Q P C 垫块
工件
B Q1
T
图 6 . 47 圆偏心轮的设计
应用:广泛用在手动夹紧中。
图a)减力增大行程
图b)改变力向
图c) 增力减小行程
图3.18
万能可调节压板
三、圆偏心夹紧机构
工作原理:利用转动中心与几何中心偏移的圆盘 或轴作为夹紧元件 夹紧特点: • 结构简单,制造方便,夹紧迅速,操作灵活,行 程小,增力小,自锁能力差。适合夹紧力小、振 动小的场合。
五、 定心、对中夹紧机构
第一节 夹紧装置的组成及其设计要求,第二节 夹紧力的确定

b)、c)错误,d)正确
结论:主要夹紧力方向应尽量 垂直主要定位面。
(2)
有利于减小夹紧力的大小
图3.4夹紧力方向与夹紧力大小的关系 FW 夹紧力;F切削力;G工件自重
• a) F、 Fw 、G三力同向,且指向夹具体; Fw 最小 • b) F=(G+ Fw )f→ Fw =F/f-G=6.67F-G; • (假设f=0.15 下同) • c) F1-G1=( Fw+G2+F2)f (假G2=G1=0.5G、 • F1=F2=0.5F下同) → Fw =(F1-G1)/f-G2-F2
⑵ 有利减小变形 :图3.7 a)作用点位于工件刚性较好部位 b)变集中作用为分散作用
a) c)正确,b) d) e)错误
(3) 有利减小振动 :图3.8
作用点应尽量靠近工件加工部位
a) c)合理,b) d)不合理
当作用点只能远离加工面,可增设辅助支承
图3.9增设辅助支承和辅助夹紧力
3、与夹紧力大小有关的准则 夹紧力过小→夹紧不可靠→工件产生移 动,破坏定位; 夹紧力过大→变形增大→△jj增大。 夹紧力大小确定 理论夹紧力:Fw 根据切削力F(刀具课讲) 按静力平衡求的; 实际夹紧力:Fwk =KFw K粗加工2.5~3;精加工1.5~2。
§3-2 夹紧力的确定
1. 夹紧力的方向:
a. 夹紧力的方向应不破坏工件定位的准确性和可靠性 b. 夹紧力的方向应有利于减小夹紧力
夹紧力 最小
夹紧力 最大
夹紧力 次之
夹紧力的确定
1. 夹紧力的方向:
a. 夹紧力的方向应不破坏工件定位的准确性和可靠性 b. 夹紧力的方向应有利于减小夹紧力
夹紧力的确定ຫໍສະໝຸດ 要求(1)主要在粗加工时考虑,要求(2)、(3) 主要在精加工时考虑
夹紧装置与夹紧力图分解课件

夹紧装置在装配过程中的应用
01
在装配过程中,夹紧装置主要用 于固定零部件,确保零部件之间 的相对位置准确,以实现准确的 装配。
02
装配夹紧装置通常设计为可调节 的,以适应不同大小和形状的零 部件,同时能够快速、方便地安 装和拆卸。
夹紧装置在维修保养中的应用
在维修保养过程中,夹紧装置主要用于固定零部件,以便进 行拆卸、检查和更换。
偏心夹紧装置的缺点是调整比较困难, 容易损坏工件表面。
偏心夹紧装置的优点是夹紧力大,结 构紧凑,适用于需要较大夹紧力的场 合。
铰链夹紧装置
铰链夹紧装置是通过铰链机构来夹紧工件的,其夹紧力的大小可以通过 调整铰链的角度来控制。
铰链夹紧装置的优点是夹紧力大,结构简单,适用于需要较大夹紧力的 场合。
铰链夹紧装置的缺点是调整比较困难,容易损坏工件表面。
加工方式和工艺要求
不同的加工方式和工艺要求需要采用 不同的夹紧装置,以确保加工质量和 效率。
生产批量和生产效率
生产批量和生产效率也是选择夹紧装 置的重要依据,大批量生产需要采用 高效、快速的夹紧装置。
安全性和环保要求
夹紧装置的设计和使用应符合安全和 环保要求,避免对操作人员和环境造 成危害。
夹紧装置的材料选择
定。
定位要准确
夹紧装置应能准确定位工件, 使工件在加工过程中保持稳定。
操作要方便
夹紧装置应操作简单、方便, 便于快速安装和拆卸。
结构要简单
夹紧装置的结构应简单、紧凑, 以提高其可靠性和使用寿命。
夹紧装置的工作原理
夹紧力的产生
夹紧力由施加在工件上的外力 产生,通常由气缸、液压缸或 电动缸等提供。
夹紧力的大小取决于工件的材 料、尺寸和形状,以及夹紧装 置的结构和尺寸。