图文阀门制造工艺流程精
阀门流程工艺

阀门流程工艺目录一、原材料选择 (3)二、原材料控制 (3)三、材料成型 (3)四、进厂前的热处理 (4)五、成型材料初步检测和外购件检测 (4)六、分工序加工 (5)1、车削52、铣削53、磨削5(1)五轴加工中心磨削 (5)(2)人工配研 (5)(3)毫克能加工 (6)七、质量控制 (6)1、机械加工质量控制62、焊接(补焊)质量控制6八、表面硬化处理 (6)1、超音速喷涂62、喷焊63、渗氮6九、精加工阀座、球体等关键零部件 (6)1、阀座62、球体73、阀杆7十、组装 (7)十一、清洗 (7)十二、出厂前实验 (7)十三、防腐处理 (7)十四、包转运输 (7)一、阀门解体 (7)二、阀门初步检测 (8)三、测绘 (8)四、采购标准件 (8)五、实验 (8)六、审查 (8)七、防腐处理 (8)八、包转运输 (8)第一部分:阀门制造工艺一、原材料选择阀门在整个管道中起着举足轻重的作用,阀门的选用尤其是阀门材质的选择十分重要,合理的选择材质不但可以降低生产成本而且还能适应工况需求。
才能充分体现出阀门的良好经济型和使用性。
由于受到流体介质、温度、压力、的直接影响,阀门的材质需要严格控制,根据不同的影响因素选择不同的材料,能充分体现出其具有抗腐蚀性,抗高温性,抗冲蚀性,耐磨损性等等SHK多年来一直专注于严苛工况阀门的研发与制造,在材料的选择上结合有限元技术与阀门应用现场的考察和客户的反馈来选择阀门的材质,既科学又经济,充分提升了阀门的性能。
二、原材料控制由于原材料中含有一些有害的元素[如S、P) S≤0.015%-0.02%、P≤0.02%],需要进行材料化学元素成分含量的检测和鉴定,避免有害元素对阀门造成的危害。
除此之外其碳化学元素在阀门制造过程中和使用过程中也需要严格的控制。
C元素:随着碳含量的增加,钢材的抗拉强度和屈服强度提高;但其塑性、冷弯性能和冲击韧性、特别是低温冲击韧性降低,焊接性也变坏。
阀门铸造工艺流程

阀门铸造工艺流程
《阀门铸造工艺流程》
阀门是工业设备中常用的一种控制装置,其铸造工艺流程关乎产品质量和性能。
下面是阀门铸造工艺流程的简要介绍:
1. 原料准备:阀门的主要原料是铸铁、铸钢、不锈钢等金属材料。
在铸造工艺流程开始之前,需要对原料进行精细的筛选和混合,保证其质量和化学成分符合要求。
2. 模具制作:根据阀门的设计图纸,制作相应的铸造模具。
模具通常分为上、下两部分,用以塑造产品的外形和内部空腔。
模具制作需要考虑到材料的热胀冷缩和流动性,以保证成品的精度和表面光洁度。
3. 熔炼金属:将已准备好的原料放入熔炼炉中,加热至一定温度,然后进行搅拌和除气处理,得到符合要求的熔融金属溶液。
4. 浇注成型:将熔融的金属通过浇口注入模具中,根据阀门的设计需求冷却并凝固,在模具内形成产品的外形和内部空腔。
5. 取模清理:待成品冷却后,拆卸模具,清理产品表面上的余渣和砂粒,做到干净整洁。
6. 精密加工:对铸造成品进行精密加工,包括修整外形、加工内部腔体、打磨表面等步骤,以达到阀门的使用要求。
7. 表面处理:产品经过精密加工后,需要进行表面的防腐、喷涂或者镀层处理,以提高产品的使用寿命和外观质量。
以上就是阀门铸造工艺流程的简要介绍。
通过严格的工艺流程和质量控制,可以生产出质量稳定、性能可靠的阀门产品,满足不同行业的需求。
阀门制造工艺流程(3篇)

第1篇一、引言阀门作为管道系统中不可或缺的组成部分,其质量直接影响到管道系统的正常运行。
阀门制造工艺流程是保证阀门质量的关键,本文将从原材料采购、工艺设计、加工制造、装配检验、包装运输等环节详细阐述阀门制造工艺流程。
二、原材料采购1. 材料选择:根据阀门用途、工作介质、工作温度和压力等因素,选择合适的金属材料。
如碳钢、不锈钢、合金钢等。
2. 材料采购:按照设计要求,从正规供应商处采购所需原材料,确保材料质量符合国家标准。
三、工艺设计1. 设计方案:根据阀门用途、工作介质、工作温度和压力等因素,确定阀门结构形式、连接方式、密封形式等。
2. 工艺方案:根据设计方案,制定合理的加工工艺,包括热处理、机加工、装配、检验等环节。
四、加工制造1. 零件加工:按照工艺方案,对原材料进行切割、锻造、热处理、机加工等工序,加工出合格零件。
2. 零件检验:对加工出的零件进行尺寸、形状、表面质量等检验,确保零件符合设计要求。
3. 零件装配:将检验合格的零件进行装配,包括阀体、阀盖、阀杆、密封件等。
4. 装配检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
五、装配检验1. 装配:将加工合格的零件按照设计要求进行装配,包括阀体、阀盖、阀杆、密封件等。
2. 检验:对装配后的阀门进行外观、尺寸、密封性能等检验,确保阀门符合设计要求。
3. 性能试验:对阀门进行压力、流量、密封等性能试验,验证阀门在实际使用中的性能。
六、包装运输1. 包装:将检验合格的阀门进行清洁、擦干,然后按照要求进行包装,确保阀门在运输过程中不受损坏。
2. 运输:将包装好的阀门运输至客户指定地点,确保运输安全、快捷。
七、售后服务1. 技术咨询:为客户提供有关阀门选型、安装、维护等方面的技术咨询。
2. 故障排除:在客户使用过程中,如遇到阀门故障,及时为客户提供故障排除服务。
3. 维修保养:为客户提供阀门维修、保养等服务,确保阀门长期稳定运行。
阀门加工工艺流程
阀门加工工艺流程阀门加工工艺流程阀门是一种用于控制流体介质流动的装置,广泛应用于各个行业。
阀门加工工艺是指将各种原材料经过一系列的加工工艺步骤,最终制造成具有一定功能的阀门产品的过程。
一、原材料采购阀门加工的第一步是选择优质的原材料。
常用的阀门材料有铸铁、碳钢、不锈钢等。
根据阀门的使用环境和要求,选择合适的材料。
在采购过程中,需要检查原材料的质量,并进行必要的化学成分分析,以确保原材料的符合标准。
二、铸造或锻造根据阀门的结构和材料要求,可以选择铸造或锻造工艺。
对于一些大型和复杂的阀门,一般选择铸造工艺。
铸造工艺可以通过熔化原材料,将其注入模具,在一定时间内冷却凝固,最后得到所需阀门形状的铸件。
而锻造工艺则是将原材料放置在锻压设备中,通过锤击、压力等力量,使原材料发生塑性变形,最终得到所需形状的锻件。
三、机械加工在铸造或锻造得到的铸件或锻件需要进行机械加工,以便达到要求的尺寸和质量。
机械加工过程包括车削、铣削、钻孔、镗孔等操作。
通过机械加工,可以去除多余材料,并加工出需要的孔、螺纹、面等特征。
四、热处理热处理是阀门加工中一个重要的工艺步骤,可改善材料的力学性能和物理性能。
常用的热处理方法有退火、正火、回火等。
通过热处理,可以改善阀门材料的硬度、韧性、耐磨性等性能。
五、涂装阀门加工完成后,需要对其进行涂装,以提升阀门的外观和耐腐蚀性能。
涂装过程包括表面处理、底漆涂覆、面漆涂覆等步骤。
常见的涂料有环氧树脂涂料、聚氨酯涂料等。
六、组装和检测组装是阀门加工的最后一步,将各个零部件按照设计要求进行组装。
组装过程包括安装阀体、连接阀杆、固定阀盖等操作。
组装完成后,需要进行严格的检测,包括外观检查、密封性能检测、压力测试等,确保阀门的质量符合要求。
七、包装和发货对于加工好的阀门产品,需要进行适当的包装,以保护阀门不受损坏。
常见的包装材料有木箱、泡沫箱等。
包装完成后,将阀门装入运输工具,进行发货。
阀门加工工艺流程涵盖了原材料采购、铸造或锻造、机械加工、热处理、涂装、组装和检测、包装和发货等多个环节。
阀门工艺过程设计方案

阀门工艺过程设计方案阀门工艺过程设计方案是根据阀门的工艺要求和生产设备条件等因素综合考虑,为实现阀门的生产目标而制定的一套操作流程和工艺参数。
一、工艺流程:1. 原材料准备:根据阀门的要求,选择合适的材料,并对原材料进行检验和入库,确保质量符合要求。
2. 加工工艺:包括原材料的切割、锻造、焊接等工艺,确保阀门的形状和尺寸满足设计要求。
3. 热处理工艺:对已加工好的阀门进行热处理,提高材料的机械性能和金属结构的稳定性。
4. 油漆涂装:将已处理好的阀门进行喷漆涂装,提高表面的防腐能力和美观度。
5. 组装和调试:将零部件组装成成品阀门,进行密封性和操作性能的测试和调试。
6. 定型和包装:对已调试好的阀门进行定型,包装成品,贴上标识和说明书。
二、工艺参数:1. 选材:根据阀门的工作介质和使用条件选取合适的材料,如碳钢、不锈钢、铜等。
2. 加工精度:根据阀门的使用要求和形状特点确定加工精度要求,如尺寸公差、表面光洁度等。
3. 焊接参数:根据材料和焊接方法确定焊接参数,如焊接电流、电压、焊接速度等。
4. 热处理参数:根据材料和热处理方法确定热处理参数,如加热温度、保温时间、冷却速度等。
5. 涂装参数:根据涂料和涂装方法确定涂装参数,如喷涂厚度、喷涂速度、涂装次数等。
6. 组装参数:根据零部件的连接方式和安装要求确定组装参数,如紧固力矩、连接方式等。
三、质量控制措施:1. 严格按照工艺流程进行操作,保证每个环节的质量符合要求。
2. 加强原材料的检验和出厂合格率的监控。
3. 对加工过程中的关键工艺进行过程检查和指导,确保加工质量。
4. 对热处理过程进行严格的温度和时间控制。
5. 对涂装过程进行质量检查,确保涂层的质量和厚度符合要求。
6. 对组装过程进行严格检查和测试,确保阀门的密封性和操作性能达到要求。
通过以上的工艺流程设计方案和工艺参数,可以实现阀门的高质量生产,确保阀门在使用过程中的可靠性和安全性。
阀门制造工艺(1)

阀门制造流程中各工艺过程 ——焊接
三、我公司目前焊接接头的形式 非插入式对接焊接头
插入式对接焊接头
阀门制造流程中各工艺过程 ——焊接
阀门制造流程中各工艺过程 ——焊接
角焊缝的两种形式:无钝边角焊缝、有钝边角焊缝
阀门制造流程中各工艺过程 ——无损检测
一、我公司常用无损检测类型 1、射线探伤(RT) 2、超声波探伤(UT) 3、磁粉探伤(MT) 4、渗透探伤 (PT)
锻造工艺设计
下料
缺陷清理 坯料加热
锻打 热处理
打磨 抛丸 尺寸及外观检验 包装交付
阀门制造流程中各工艺过程 ——热处理
一、热处理的目的 通过机械零件的热处理工艺,改善零件的物理、化学性能。
物理性能:强度、硬度、冲击韧性、弹性、内应力分布、耐磨性等 化学性能:耐腐蚀性等
阀门制造流程中各工艺过程 ——热处理
中核苏阀科技实业股份有限公司
阀门制造工艺介绍
阀门制造工艺介绍
阀门制造流程 阀门制造流程中各工艺过程概况 典型零件工艺
阀门制造流程介绍
一、制造流程中的各生产或职能部门
采购中心
销
综合计划部
售
特阀分厂 核阀分厂
部
技术研发中心
焊热分厂
销售部:签订订单、把用户要求转化为设计任务书和订单附页 综合计划部:制订图纸准备计划和生产制造计划、产品的包装发运 技术研发中心:设计图纸和制造工艺、编制材料定额 采购中心:原材料采购、外购外协件采购
阀门制造流程中各工艺过程 ——表面处理
我公司常用表面处理方法
1、氧化处理:通过氧化性介质的作用在零件表面生成一层氧化膜,从而 阻止内部金属的进一步腐蚀的表面处理方法。
主要用途:用于碳素钢和合金钢表面的防腐处理。
球阀生产流程图
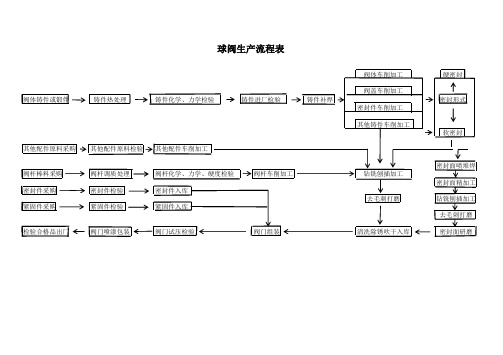
球阀生产流程表
阀体车削加工 硬密封
阀盖车削加工
阀体铸件或锻件 铸件热处理铸件化学、力学检验铸件进厂检验铸件补焊 密封形式
密封件车削加工
其他铸件车削加工
软密封
其他配件原料采购其他配件原料检验其他配件车削加工
密封面喷堆焊阀杆棒料采购阀杆调质处理阀杆化学、力学、硬度检验阀杆车削加工 钻铣刨插加工
密封面精加工密封件采购密封件检验密封件入库
去毛刺打磨钻铣刨插加工紧固件采购紧固件检验紧固件入库
去毛刺打磨检验合格品出厂阀门喷漆包装阀门试压检验阀门组装清洗除锈吹干入库 密封面研磨。
阀门制造工艺
阀门制造流程中各工艺过程 ——表面处理
4、镀:用电化学方法在零件表面生成金属镀层,提高零件表面质量和耐
腐蚀能力。
5、喷砂(喷丸):用专用的喷射设备把一定大小的钢丸以一定的喷射速度 射向零件表面,对零件表面产生撞击,原始表面被完全清除,获得表面均
匀、具有十分明显凹痕的外观。
主要用途:用于清除热处理后的氧化层;用于铸钢件表面质量的改善 (获得表面颜色及质量均一的外观);用于为某些特殊工序(如特殊油漆 的喷涂)做前处理准备。喷丸.pdf
其目的,是为了细化晶粒,改善机械性能和为淬火做好组织准备。
阀门制造流程中各工艺过程 ——热处理
2、正火:将钢加热到临界温度以上,保温一段时间,再空冷,其目的,
是为了细化晶粒,改善机加工性能。
3、淬火:将钢加热到相变温度以上,保温一段时间,再急速冷却,从而 得到马氏体组织的热处理方法。其目的,是为了提高硬度、强度。
省工省料。
阀门制造流程中各工艺过程 ——铸造
三、铸造生产的缺点
1、机械化程度和生产率低、生产环境差、尺寸精度和表面质量差;
2、铸造生产工序较长,一些过程无法精确控制,质量不稳定,废品 率高; 3、铸件尺寸均一性差,毛坯质量不高。
阀门制造流程中各工艺过程 ——铸造
四、铸造生产的流程
铸造工艺设计 原材料检验 模具检验 造型及制芯 涂料 合箱
选择不同的除应温度,其处理办法为加热到一定温度保温一段时间后空冷 或缓冷。
8、固溶:通常是奥氏体不锈钢的热处理方法,目的是为了使合金元素和
碳化物充分溶解,从而使钢在室温下得到单一的奥氏体组织来提高钢的耐 蚀性,改善机械性能,处理温度一般为1000-1150℃之间。
阀门制造流程中各工艺过程 ——焊接